一种纳米压印金属模具及装配方法
文献发布时间:2023-06-19 19:33:46
技术领域
本发明属于WLO晶圆加工领域,涉及一种纳米压印金属模具及装配方法。
背景技术
WLO晶圆级光学元件,是指晶圆级镜头制造技术和工艺,与传统光学元件的加工技术不同,WLO工艺在整片玻璃晶圆上,用半导体工艺批量复制加工镜头,多个镜头晶圆压合在一起,然后切割成单颗镜头,具有尺寸小、高度低、一致性好等特点。其现有模具为玻璃模具、硅基底模具等。这类模具一般成本比较高,寿命低,且受工艺限制此类模具无法做镜头高度大于100μm的透镜,无法满足部分光学设计需求,以及凹面透镜加工方案,并且脱模过程中会碎片,或者面型不稳定的现象。金属模具可以通过车刀工艺加工100μm以上的透镜,模具表面质量PV<0.05μm,但无法整版阵列排布加工。如果整版阵列排布加工其模具面型加工精度其PV无法做到<0.1μm,最终影响透镜表面质量和产品成像效果。
发明内容
本发明的目的在于克服上述现有技术的缺点,提供一种纳米压印金属模具及装配方法,能够将透镜阵列排布加工,并且能够将透镜与模架表面高度误差控制在5μm以内。
为达到上述目的,本发明采用以下技术方案予以实现:
一种纳米压印金属模具,包括模架、模仁和压块;
模架的材料为金属,模架顶面设置有多个通孔,每个通孔均为台阶孔,靠近模架顶面为小直径孔,靠近模架底部为大直径孔;
模仁为圆柱体,顶部直径小于底部直径,顶部和底部之间设置有台阶面,模仁顶面设置有压印透镜;
模仁数量与通孔数量相同,一个模仁位于一个通孔内,模仁顶部与小直径孔过盈配合,模仁底部位于大直径孔中,模仁顶部高度大于小直径孔高度,模仁底部高度小于大直径孔高度;
压块位于模架顶部,压块直径大于模仁顶部直径,压块底面平整度<1μm。
优选的,压块底部中心设置有开口,开口尺寸小于模仁顶部直径,大于3mm。
优选的,压块的材料为电木。
优选的,通孔数量为25个,呈5×5陈列排布。
优选的,模仁底部设置有轴向的螺纹孔。
进一步,螺纹孔的直径为3mm。
优选的,通孔高度大于等于模仁高度。
优选的,小直径孔的直径为9mm,大直径孔的直径为12mm。
优选的,小直径孔的高度为8mm,大直径孔的高度为3mm。
一种所述纳米压印金属模具的装配方法,将模仁从模架底部伸入通孔内,模仁顶部插入小直径孔中,并且模仁顶面伸出模架顶面,使用压块下压模仁顶面,将模仁顶面和模架顶面持平,按照上述方法在每个通孔内装配模仁。
与现有技术相比,本发明具有以下有益效果:
本发明能够通过压块将模仁顶部的压印透镜下压至与模架顶面持平,并且模仁顶部与小直径孔过盈配合,使模仁不会向下移动,由于压块底面平整度<1μm,因此能够将透镜与模架表面高度误差控制在5μm以内,从而实现在金属模架上进行整版阵列排布加工,并且通过采用金属模架,能够避免脱模过程中碎片,或者面型不稳定的现象。
附图说明
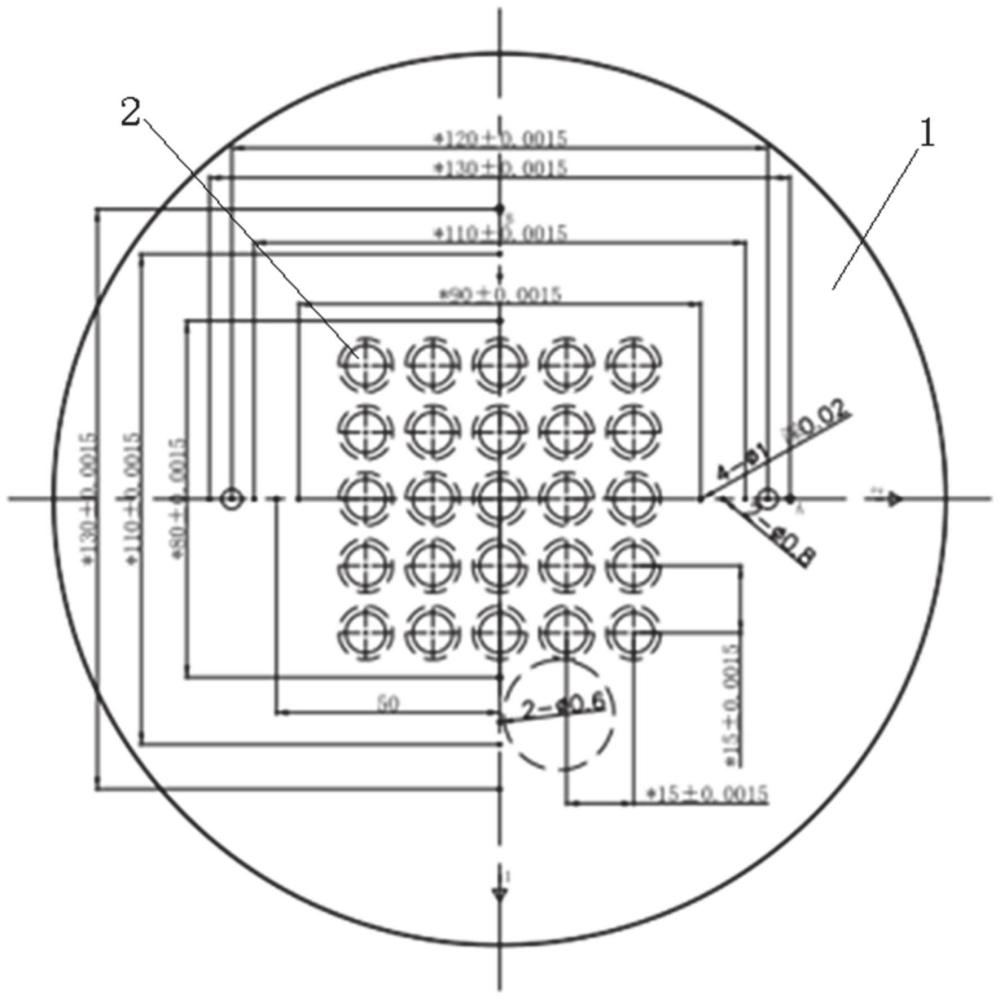
图1为本发明的模架顶面示意图;
图2为本发明的模架通孔结构示意图;
图3为本发明的模仁侧视透视图;
图4为本发明的模仁仰视图;
图5为本发明的模架与模仁尺寸关系示意图;
图6为本发明的装配示意图。
其中:1-模架;2-通孔;3-模仁;4-压块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
本发明所述的纳米压印金属模具,包括模架1、模仁3和压块4。
如图1所示,模架1的材料为金属,模架1为圆形板状结构,直径200mm,厚度11mm,模架1顶面陈列排布有多个通孔2,本实施例优选的通孔2数量为25个,呈5×5陈列排布,陈列排布后整体尺寸小于90mm×90mm。
如图2所示,每个通孔2均为台阶孔,截面呈倒T型孔结构,靠近模架1顶面为小直径孔,靠近模架1底部为大直径孔,小直径孔的直径为9mm,公差为正,高度为8mm,大直径孔的直径为12mm,高度为3mm。
如图3所示,模仁3数量与通孔2数量相同,一个模仁3位于一个通孔2内,模仁3为圆柱体,顶部直径小于底部直径,顶部和底部之间设置有台阶面,模仁3顶面设置有压印透镜,压印透镜用于压印图案翻印,压印部分截面呈波浪形结构,中心凸出顶面。
模仁3底部为高度<3mm,直径11mm的圆形结构。顶部为高度>8mm,直径9mm的圆柱体,顶部直径的公差为负。
如图4所示,模仁3底部为直径11mm的圆,带平口结构,平口部分与模仁3底部的最短线段长度为4.7mm。模仁3底部中心轴向开有M3型号的螺纹孔用于后续模仁3固定和面型加工。
如图5所示,模仁3顶部与小直径孔过盈配合,模仁3底部位于大直径孔中,模仁3顶部高度H1大于小直径孔高度H2,模仁3底部高度H4小于大直径孔高度H3。
通孔2高度大于等于模仁3高度。
如图6所示,压块4位于模架1顶部,压块4数量为一个,压块4直径大于模仁3顶部直径,压块4底面平整度<1μm,压块4的材料为电木,压块4底部中心设置有圆形的开口,开口尺寸小于模仁3顶部直径,大于3mm。
装配时,将模仁3从模架1底部伸入通孔2内,模仁3顶部插入小直径孔中,并且模仁3顶面伸出模架1顶面,使用压块4下压模仁3顶面,压块4开口处位于模仁3顶部范围内,压块4外圆位于模仁3外部,将模仁3顶面和模架1顶面持平,模仁3底部不能低于模架1底部,通过压块4将模仁3顶部的压印透镜下压至与模架1顶面持平,并且模仁3顶部与小直径孔过盈配合,使模仁3不会向下移动,按照上述方法进行25颗模仁3装配,由于压块4底面平整度<1μm,因此模仁3表面与模架1表面高度差可以控制在5μm以内,满足压印使用,从而实现在金属模架1上进行整版阵列排布加工,并且通过采用金属模架1,能够避免脱模过程中碎片,或者面型不稳定的现象。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
应该理解,以上描述是为了进行图示说明而不是为了进行限制。通过阅读上述描述,在所提供的示例之外的许多实施例和许多应用对本领域技术人员来说都将是显而易见的。因此,本教导的范围不应该参照上述描述来确定,而是应该参照前述权利要求以及这些权利要求所拥有的等价物的全部范围来确定。出于全面之目的,所有文章和参考包括专利申请和公告的公开都通过参考结合在本文中。在前述权利要求中省略这里公开的主题的任何方面并不是为了放弃该主题内容,也不应该认为申请人没有将该主题考虑为所公开的发明主题的一部分。
- 基于金属钨刻蚀模芯的微压印成形模具装置及方法
- 利用毛细作用压印金属纳米线的方法及应用
- 一种纳米压印模板及其制作方法
- 一种超声辅助辊对辊热纳米压印装置及方法
- 一种纳米压印模具、纳米压印装置和纳米压印方法
- 一种纳米压印模具及其制作方法和纳米压印方法