一种无人机机翼加强零件精准粘接工艺装备
文献发布时间:2023-06-19 19:37:02
技术领域
本发明属于机械加工技术领域,尤其涉及一种无人机机翼加强零件精准粘接方法。
背景技术
机翼是飞机上用来产生升力的部件,通过操纵机翼的前缘和后缘,还能改变机翼形状,控制机翼升力和阻力的分布,以达到增加升力或改变飞行姿态的目的。某型号无人飞行器机翼采用碳纤维的伸缩机翼结构,机翼内由两根主梁和加强翼肋组成。翼根通过转轴和指形销与弹身连接,转轴和指型销通过形位公差控制实现机翼的安装角。由于涉及较多形位公差,目前通过手动操作将机翼所需的指型销和回转套筒粘接进机翼内,难以保证所有的形位公差得到满足,进而影响机翼安装角。
发明内容
本发明目的在于提供一种无人机机翼加强零件精准粘接工艺装备,以解决目前通过手动操作将机翼所需的指型销和回转套筒粘接进机翼内,难以保证所有的形位公差得到满足,进而影响机翼安装角的技术问题。
为实现上述目的,本发明的无人机机翼加强零件精准粘接工艺装备的具体技术方案如下:
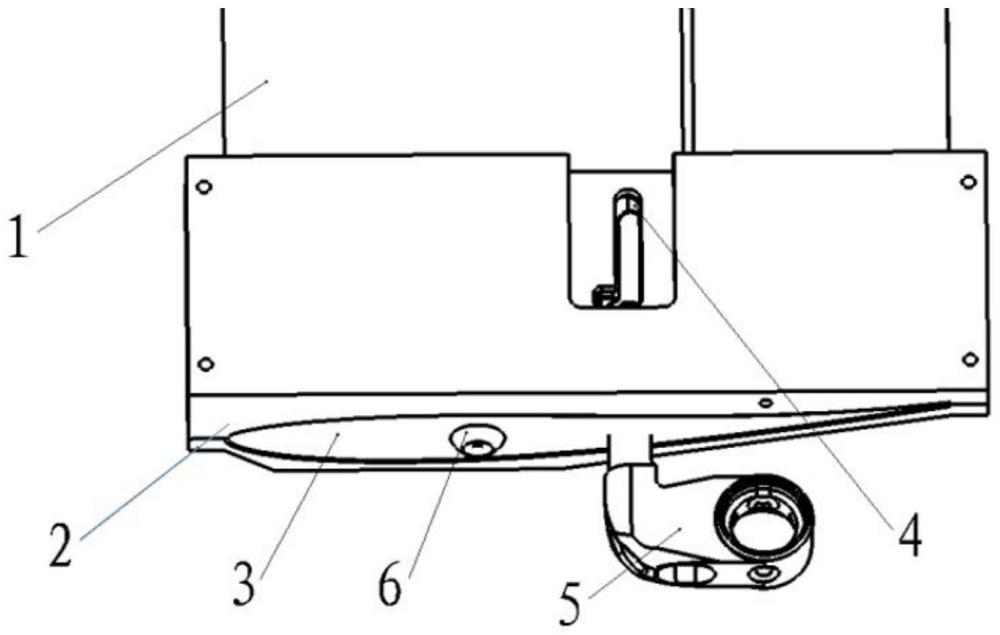
一种无人机机翼加强零件精准粘接工艺装备,包括前翼1、前翼粘接下工装2、前翼翼型卡块3、回转套筒4、转轴5、定位销6和前翼粘接下工装2;所述前翼粘接下工装2上设置有L型的回转套筒限位槽;所述前翼1翼根与前翼翼型卡块3对齐,并用转轴5插入回转套筒4内,所述定位销6设置在前翼翼型卡块3上;所述前翼粘接下工装2上的限位槽与回转套筒4上L型槽对齐;所述前翼粘接下工装2与前翼粘接下工装2相互配合。
其中,前翼1上的L型槽与回转套筒4上L型槽精确对准。
本发明的无人机机翼加强零件精准粘接方法具有以下优点:解决了无人飞行器机翼安装角定位不准确导致机翼升力不足、包装状态与其他组件干涉以及左右机翼粘接定位一致性低的问题,同时保证了左右机翼粘接件定位销6与回转套筒4的平行位置关系。
附图说明
图1为转轴与回转套筒的平行粘接固定图;
图2A为前翼粘接定位工装图;
图2B为图2A的俯视图;
图3A为后翼粘接定位工装图;
图3B为图3B的俯视图。
图中标记:1、前翼;2、前翼粘接下工装;3、前翼翼型卡块;4、回转套筒;5、转轴;6、定位销;7、前翼粘接上工装。
具体实施方式
为了更好地了解本发明的目的、结构及功能,下面结合附图,对本发明一种无人机机翼加强零件精准粘接工艺装备做进一步详细的描述。
如图1所示,本实施例的无人机机翼加强零件精准粘接工艺装备,包括前翼1、前翼粘接下工装2、前翼翼型卡块3、回转套筒4、转轴5、定位销6和前翼粘接下工装2。
所述前翼粘接下工装2上设置有L型的回转套筒限位槽。所述前翼1翼根与前翼翼型卡块3对齐,并用转轴5插入回转套筒4内,所述定位销6设置在前翼翼型卡块3上。所述前翼粘接下工装2上的限位槽与回转套筒4上L型槽对齐。所述前翼粘接下工装2与前翼粘接下工装2相互配合。
具体实施时:
如图2A、图2B、图3A、图3B所示,将定位销6与前翼1上预留的孔涂胶粘接,将回转套筒4与前翼1上预留的孔粘接。由于涂胶的孔径更大,此时定位销6和回转套筒4有活动余量。通过本实施例的工艺装备,实现转轴5和回转套筒4的平行度要求,如图1所示,将前翼1翼根与前翼翼型卡块3对齐,并用转轴5插入回转套筒4内,即可将定位销6和回转套筒4的位置精确定位。
为保证机翼1上的L型槽与回转套筒4上L型槽精确对准,在前翼粘接下工装2上加工了标准尺寸的限位槽4,然后严格按照工艺装备预留口修配机翼上的限位槽(因机翼上的限位槽可能不准)。如图2和图3所示,分别是前翼和后翼粘接定位工艺装备图,这套工艺装备同时精确实现了前翼5°、后翼3°的安装角。
本实施例通过设计高度集成化的机翼定位销和回转套筒粘接定位一体化工艺装备,实现发明目的。由于XF101产品有包装态和展开两个状态,机翼需要完成从包装态到展开的动作,对连接机翼机身的定位销与回转套筒有平行度的要求,同时机翼与回转套筒上面的限位槽也要一致,这些要求通过设计金属机翼定位工艺装备模拟机翼连接机构,保证机翼中定位销与回转套筒的位置水平。最后,用机翼安装角定位工装保证前后翼安装角的要求。
虽然结合了附图描述了本发明的实施方式,但是对于本领域技术人员来说,在不脱离本发明原理的前提下,还可以做出若干变形和改进,这些也应视为属于本发明的保护范围。
- 一种粘接厚度可控的复合材料粘接工艺
- 一种滑块粘接工艺装备及粘接方法
- 一种滑块粘接工艺装备及粘接方法