一种面膜全自动生产线
文献发布时间:2023-06-19 19:38:38
技术领域
本发明涉及面膜自动化生产设备的技术领域,尤其是涉及一种面膜全自动生产线。
背景技术
面膜作为一种护肤品,具有保湿保养、清洁等功能。面膜包括珠光膜和铺设在珠光膜顶面的水凝胶,人们使用面膜时,只需要将水凝胶从珠光膜上撕开,并将水凝胶贴敷到保养部位即可。
目前,面膜主要是采用半自动化方式进行生产制造,其具体过程为:第一方面,通过人工把水凝胶粉末放入85度热水中充分混合溶胀后,通过自动化设备将水凝胶均匀涂布到珠光膜中,接着将其两者进行冷却,冷却后通过平压模切设备模切出面膜形状;第二方面,模切后人工对面膜进行折叠,接着将折叠后的面膜进行装袋形成面膜成品,最后根据用户需要,将面膜成品直接不封口或通过焊接封口设备进行封口处理。
但是,上述面膜采用半自动化方式进行生产制造,具有如下缺陷:其包括的第二方面的人工折叠、装袋处理,无法保证面膜质量的一致性,人工手动操作容易造成污染,同时人工生产效率低、劳动强度大,无法实现全自动化大批量生产,无法提高生产产能。
发明内容
本发明的目的在于克服现有技术中的上述缺陷,提供一种面膜全自动生产线,用于解决上述面膜半自动化生产的缺陷的问题,能够实现自动化大批量生产,有效提高生产产能。
为实现上述目的,本发明提供了一种面膜全自动生产线,包括机台,所述机台一端装设有珠光膜上料辊,所述珠光膜上料辊一侧装设有水凝胶搅拌机,所述珠光膜上料辊一端装设有涂布输送带,所述涂布输送带上方装设有与水凝胶搅拌机相连接的涂布装置,所述涂布输送带一端装设有冷却装置,所述冷却装置一端装设有用于将珠光膜裁切成面膜的裁切成型装置,所述裁切成型装置一端装设有面膜输送带,所述面膜输送带上方装设有面膜废料收集装置,所述面膜输送带一端装设有用于对面膜进行折叠的面膜折叠装置,所述面膜折叠装置一端装设有至少一个装袋装置,所述装袋装置底部装设有面膜成品输送带。
作为优选的,还包括连接在水凝胶搅拌机和涂布装置之间的蠕动泵;蠕动泵用于将水凝胶搅拌机内的水凝胶传输到涂布装置上。
作为优选的,所述涂布装置上开设有与蠕动泵一端相连接的进料口,所述涂布装置一端开设有倾斜设置的涂布出料口;涂布装置的涂布出料口的倾斜设置,有效保证水凝胶均匀流出并涂覆到珠光膜上。
作为优选的,所述冷却装置包括装设在涂布输送带一端的冷却输送带以及若干个装设在冷却输送带上方的风扇模组;涂布输送带与冷却输送带和珠光膜输送带为一体成型,输送效率更高。
作为优选的,所述裁切成型装置包括装设在冷却装置一端的珠光膜输送带,所述珠光膜输送带一端装设有滚切刀机构,所述面膜输送带装设在滚切刀机构一端;裁切成型装置的滚切刀机构,其前端为珠光膜输送带,其后端为面膜输送带,与现有技术的平压模切设备相比,具有快速裁切和连续裁切的优点,能够提高生产效率。
作为优选的,所述面膜废料收集装置包括第三安装架以及装设在第三安装架上且用于输送裁切成型装置裁切后产生的面膜废料的面膜废料输送带。
作为优选的,所述面膜折叠装置包括折叠输送带、当面膜进入折叠输送带时用于对面膜进行下压预紧的下压滚轮组件、当面膜在折叠输送带上输送时分别对面膜两端进行翻折的翻折组件、当面膜折叠时分别对面膜两端的折叠宽度进行定位的宽度定位组件、当面膜翻折完成时分别对面膜两端进行限位的限位组件、当面膜折叠完成后对面膜进行预先压紧的第一压紧组件、以及当面膜预先压紧后对面膜进行压紧成型的第二压紧组件;面膜折叠装置的下压滚轮组件、翻折组件、宽度定位组件、限位组件、第一压紧组件和第二压紧组件共同完成面膜的折叠动作,保证面膜折叠一致和美观。
作为优选的,所述面膜折叠装置一端装设有装袋输送带,所述装袋装置包括至少一个装设在装袋输送带一侧且用于将袋子输送到装袋输送带下方的送袋机构、装设在装袋输送带上方且用于将面膜对折并插进装袋输送带下方的袋子的对折插袋机构、以及装设在对折插袋机构下方且面膜插进袋子形成面膜成品后用于将面膜成品输送到面膜成品输送带上的滑槽导向机构,所述滑槽导向机构顶部装设有当对折插袋机构将面膜对折并插进袋子时用于将面膜和袋子中部进行夹紧以防止对折插袋机构复位时将面膜抽出的夹袋气缸组件;装袋装置保证面膜装袋处理的一致性,保证面膜对折并放进袋子后,面膜一部分不会被抽取出来。
作为优选的,还包括装设在滑槽导向机构底部且用于托住面膜成品底部的挡袋机构、装设在挡袋机构一侧且用于压紧面膜成品并对其进行排气的排气机构、以及装设在排气机构一侧且用于将面膜成品进行封口的封口焊接机构;挡袋机构、排气机构和封口焊接机构共同实现面膜成品封口功能。
作为优选的,所述送袋机构的数量设置为两个,两个所述送袋机构分别装设在装袋输送带两侧,两个所述送袋机构交替将袋子输送到装袋输送带下方,所述送袋机构包括储袋组件、装设在储袋组件一端的取袋组件、装设在取袋组件一端的送袋及开袋组件以及装设在送袋及开袋组件一端且用于驱动送袋及开袋组件往复运动的直线驱动模组;一个装袋装置设置有两个送袋机构,有效提高面膜装袋效率。
与现有技术相比,本发明的有益效果在于:
1、本发明设置的一种面膜全自动生产线,其包括的珠光膜上料辊、水凝胶搅拌机、涂布装置、冷却装置、裁切成型装置、面膜废料收集装置、面膜折叠装置、装袋装置和面膜成品输送带,能够实现面膜全自动化生产和大批量生产,保证面膜质量的一致性,避免了人工折叠面膜的折叠误差、装袋处理的放置误差,保证面膜折叠一致和美观
2、防止人工操作造成面膜污染,大大提高生产效率和降低人工劳动强度,有效提高生产产能,降低面膜生产成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
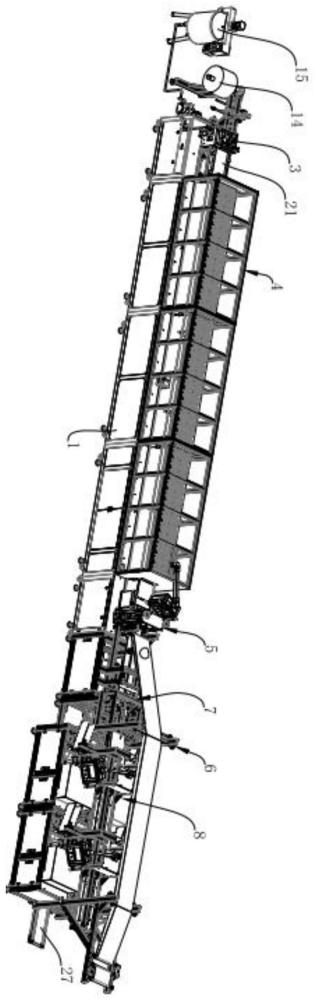
图1是本发明的实施例提供的一种面膜全自动生产线的结构示意图;
图2是本发明的实施例提供的一种面膜全自动生产线的正面图;
图3是本发明的实施例提供的珠光膜上料辊、水凝胶搅拌机和涂布装置的结构示意图;
图4是本发明的实施例提供的冷却装置的结构示意图;
图5是本发明的实施例提供的裁切成型装置的其中一个视角的结构示意图;
图6是本发明的实施例提供的裁切成型装置的其中另一个视角的结构示意图;
图7是本发明的实施例提供的裁切成型装置的的正面剖视图;
图8是本发明的实施例提供的面膜废料收集装置的结构示意图;
图9是本发明的实施例提供的面膜折叠装置的结构示意图;
图10是本发明的实施例提供的面膜折叠装置的正面图;
图11是本发明的实施例提供的面膜折叠装置的分解结构示意图;
图12是本发明的实施例提供的两个装袋装置的结构示意图;
图13是本发明的实施例提供的装袋装置的分解结构示意图;
图14是本发明的实施例提供的滑槽导向机构的结构示意图。
在图中包括有:
1、机台;11、第一安装架;12、第二安装架;121、第一横杆;122、第二横杆;123、第三横杆;13、第三安装架;14、珠光膜上料辊;15、水凝胶搅拌机;16、蠕动泵;21、涂布输送带;22、冷却输送带;23、珠光膜输送带;24、面膜输送带;25、折叠输送带;26、装袋输送带;27、面膜成品输送带;3、涂布装置;30、进料口;31、涂布出料口;32、水凝胶微调组件;4、冷却装置;40、风扇模组;5、裁切成型装置;50、滚切刀机构;51、过渡支撑板;510、限位挡片;52、刀垫辊;53、滚切刀辊;530、刀刃;54、刮刀;6、面膜废料收集装置;60、面膜废料输送带;7、面膜折叠装置;70、下压滚轮组件;700、下压滚轮;71、翻折组件;711、第一翻折钢丝;712、第二翻折钢丝;
713、第一位置调节板;714、第二位置调节板;72、宽度定位组件;721、第一宽度定位钢丝;722、第二宽度定位钢丝;723、第一定宽位置调节组件;724、第二定宽位置调节组件;73、限位组件;731、第一限位钢丝;732、第二限位钢丝;74、第一压紧组件;741、第一压紧钢丝;742、第二压紧钢丝;743、第一压紧位置调节组件;744、第二压紧位置调节组件;75、第二压紧组件;750、压料成型皮带;8、装袋装置;80、送袋机构;800、储袋组件;8000、储袋盒;8001、宽度调节手轮;8002、高度调节手轮;8003、推板;8004、挡块;801、取袋组件;8010、气动吸盘;802、送袋及开袋组件;8020、气动吸盘夹爪;803、直线驱动模组;81、对折插袋机构;810、对折插袋片;8100、倒U型开口槽;82、滑槽导向机构;820、夹袋气缸组件;83、挡袋机构;84、排气机构;85、封口焊接机构。
具体实施方式
下面将结合本发明本实施方式中的附图,对本发明本实施方式中的技术方案进行清楚、完整地描述,显然,所描述的本实施方式是本发明的一种实施方式,而不是全部的本实施方式。基于本发明中的本实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他本实施方式,都属于本发明保护的范围。
请参阅图1至图14,本发明的实施例提供了一种面膜全自动生产线,包括机台1,机台1一端装设有珠光膜上料辊14,珠光膜上料辊14一侧装设有水凝胶搅拌机15,珠光膜上料辊14一端装设有涂布输送带21,涂布输送带21上方装设有与水凝胶搅拌机15相连接的涂布装置3,涂布输送带21一端装设有冷却装置4,冷却装置4一端装设有用于将珠光膜裁切成面膜的裁切成型装置5,裁切成型装置5一端装设有面膜输送带24,面膜输送带24上方装设有面膜废料收集装置6,面膜输送带24一端装设有用于对面膜进行折叠的面膜折叠装置7,面膜折叠装置7一端装设有至少一个装袋装置8,装袋装置8底部装设有面膜成品输送带27。
珠光膜上料辊14一端装设有磁粉张力控制器,控制珠光膜上料辊14将珠光膜输送到涂布输送带21上的张力大小。该一种面膜全自动生产线还包括连接在水凝胶搅拌机15和涂布装置3之间的蠕动泵16。涂布装置3上开设有与蠕动泵16一端相连接的进料口30,涂布装置3一端开设有倾斜设置的涂布出料口31,进料口30与涂布出料口31相连通。蠕动泵16用于将水凝胶搅拌机15内的水凝胶传输到涂布装置3上。具体地,蠕动泵16一端通过管道与水凝胶搅拌机15的进料阀口连接,另一端与涂布装置3的进料口30连接。涂布装置3的涂布出料口31底部靠近于涂布输送带21的珠光膜的顶面,使得水凝胶均匀流出并涂覆到珠光膜上。涂布装置3顶部设有水凝胶微调组件32,水凝胶微调组件32能够调节进料口30与涂布出料口31之间的水凝胶流量,从而调节水凝胶涂覆到珠光膜上的涂覆厚度。
冷却装置4包括装设在涂布输送带21一端的冷却输送带22以及若干个装设在冷却输送带22上方的风扇模组40,涂布输送带21、冷却输送带22和珠光膜输送带23为一体成型。水凝胶通过涂布装置3涂覆于珠光膜顶面时,水凝胶仍处于热熔状态,需要冷却装置4的若干个风扇模组40进行快速冷却,使得水凝胶降温凝聚稳定。
裁切成型装置5包括装设在冷却装置4一端的珠光膜输送带23,珠光膜输送带23一端装设有滚切刀机构50,面膜输送带24装设在滚切刀机构50一端。其中,滚切刀机构50前端为珠光膜输送带23,其后端为面膜输送带24,裁切成型装置5还包括装设在珠光膜输送带23和滚切刀机构50之间的过渡支撑板51,过渡支撑板51两侧分别装设有用于对珠光膜输送带23输送过来的珠光膜两端进行限位的限位挡片510,滚切刀机构50包括装设在机台1上的第一安装架11、装设在第一安装架11上用于对珠光膜输送带23上的珠光膜进行输送的刀垫辊52、装设在刀垫辊52上方且用于对刀垫辊52上的珠光膜裁切成面膜的滚切刀辊53、以及装设在刀垫辊52一端且用于将面膜从刀垫辊52上脱离的刮刀54,刮刀54装设在面膜输送带24一端。具体地,滚切刀辊53的外圆柱面上凸设有呈面膜形状的刀刃530,第一安装架11下方装设有与刀垫辊52一端传动连接的同步轮同步带传动组件,同步轮同步带传动组件通过电机进行传动,刀垫辊52另一端通过齿轮与滚切刀辊53一端啮合传动。
上述裁切成型装置5将珠光膜裁切成面膜的工作原理为:冷却装置4将珠光膜输送至珠光膜输送带23,珠光膜输送带23将珠光膜输送至滚切刀机构50的刀垫辊52,刀垫辊52转动时带动滚切刀辊53转动,滚切刀辊53转动时其外圆柱面上的刀刃530对珠光膜进行滚切,使得珠光膜被滚切成面膜以及面膜废料,接着,刀垫辊52继续转动,面膜一端被刮刀54刮起使得面膜与刀垫辊52分离,接着面膜进入到面膜输送带24,面膜废料被拉起并输送至面膜废料收集装置6。裁切成型装置5的滚切刀机构50具有快速裁切和连续裁切的优点,保证面膜生产的连续进行,有效提高生产效率。
面膜废料收集装置6包括装设在机台1上的第三安装架13以及装设在第三安装架13上且用于输送裁切成型装置5裁切后产生的面膜废料的面膜废料输送带60。面膜废料收集装置6避免了剩余的面膜废料的随意摆放而导致环境混乱,从而避免污染环境。
面膜折叠装置7包括装设在机台1上的第二安装架12,装设在第二安装架12上的折叠输送带25、当面膜进入折叠输送带25时用于对面膜进行下压预紧的下压滚轮组件70、当面膜在折叠输送带25上输送时分别对面膜两端进行翻折的翻折组件71、当面膜折叠时分别对面膜两端的折叠宽度进行定位的宽度定位组件72、当面膜翻折完成时分别对面膜两端进行限位的限位组件73、当面膜折叠完成后对面膜进行预先压紧的第一压紧组件74、以及当面膜预先压紧后对面膜进行压紧成型的第二压紧组件75。其中,第二安装架12包括装设在折叠输送带25一端上方的第一横杆121、装设在折叠输送带25一端下方的第二横杆122和装设在第二压紧组件75一端上方的第三横杆123,下压滚轮组件70一端装设在第一横杆121上,下压滚轮组件70包括两个下压滚轮700,翻折组件71包括第一翻折钢丝711和第二翻折钢丝712,第一翻折钢丝711和第二翻折钢丝712一端分别装设在第一横杆121上,第一翻折钢丝711另一端装设有第一位置调节板713,第二翻折钢丝712另一端装设有第二位置调节板714,第一位置调节板713、第二位置调节板714分别装设在第三横杆123上,宽度定位组件72包括第一宽度定位钢丝721和第二宽度定位钢丝722,第一宽度定位钢丝721一端装设有第一定宽位置调节组件723,第二宽度定位钢丝722一端装设有第二定宽位置调节组件724,第一定宽位置调节组件723装设在第二安装架12一端,第二定宽位置调节组件724装设在第二安装架12另一端,限位组件73包括第一限位钢丝731和第二限位钢丝732,第一限位钢丝731一端装设在第二安装架12一端,第二限位钢丝732一端装设在第二安装架12另一端,第一压紧组件74包括第一压紧钢丝741和第二压紧钢丝742,第一压紧钢丝741一端装设有第一压紧位置调节组件743,第二压紧钢丝742一端装设有第二压紧位置调节组件744,第一压紧位置调节组件743装设在第二安装架12一端,第二压紧位置调节组件744装设在第二安装架12另一端。第二压紧组件75包括压料成型皮带750以及装设在压料成型皮带750一端且与压料成型皮带750传动连接的同步轮同步带传动组件,同步轮同步带传动组件通过电机进行传动,压料成型皮带750装设在第一压紧钢丝741和第二压紧钢丝742之间的一端,压料成型皮带750装设在折叠输送带25上方。
上述面膜折叠装置7对面膜进行折叠的工作原理为:首先,面膜输送带24将面膜输送至折叠输送带25;接着,当面膜进入折叠输送带25时,下压滚轮组件70的两个下压滚轮700分别对面膜顶面进行下压预紧,使得面膜与折叠输送带25的摩擦力增大,面膜有效与折叠输送带25接触,从而使得折叠输送带25能够带动面膜向前运动;接着,宽度定位组件72与面膜顶面接触,翻折组件71与面膜底面接触;接着,第一翻折钢丝711对面膜一端进行翻折,翻折时,第一宽度定位钢丝721限制面膜一端的折叠宽度,起到宽度定位作用,第一翻折钢丝711对面膜一端翻折后,第二翻折钢丝712对面膜另一端进行翻折,同理,翻折时,第二宽度定位钢丝722限制面膜另一端的折叠宽度,起到宽度定位作用;翻折完成后,接着,第一限位钢丝731对面膜一端进行限位,防止面膜一端的翻折尺寸部分恢复变形,第二限位钢丝732对面膜另一端进行限位,防止面膜另一端的翻折尺寸部分恢复变形;接着,第一压紧钢丝741对面膜一端进行预先压紧,第二压紧钢丝742对面膜另一端进行预先压紧,第一压紧钢丝741和第二压紧钢丝742防止折叠后的面膜恢复膨胀起来,从而避免折叠后的面膜无法进入压料成型皮带750;接着,折叠后的面膜被压料成型皮带750压紧成型,并且压料成型皮带750和折叠输送带25同步前行,共同将折叠后的面膜输送至装袋输送带26。面膜折叠装置7的下压滚轮组件70、翻折组件71、宽度定位组件72、限位组件73、第一压紧组件74和第二压紧组件75共同完成面膜的折叠动作,能够防止人工折叠的误差以及其操作造成面膜污染,保证面膜折叠一致和美观。
其中,于本实施例中,装袋装置8设置为两个,两个装袋装置8交替将折叠后的面膜装入袋子使其两者成型为面膜成品。
面膜折叠装置7一端装设有装袋输送带26,装袋装置8包括至少一个装设在装袋输送带26一侧且用于将袋子输送到装袋输送带26下方的送袋机构80、装设在装袋输送带26上方且用于将面膜对折并插进装袋输送带26下方的袋子的对折插袋机构81、以及装设在对折插袋机构81下方且面膜插进袋子形成面膜成品后用于将面膜成品输送到面膜成品输送带27上的滑槽导向机构82,滑槽导向机构82顶部装设有当对折插袋机构81将面膜对折并插进袋子时用于将面膜和袋子中部进行夹紧以防止对折插袋机构81复位时将面膜抽出的夹袋气缸组件820。其中,送袋机构80的数量设置为两个,两个送袋机构80分别装设在装袋输送带26两侧,两个送袋机构80交替将袋子输送到装袋输送带26下方,送袋机构80包括储袋组件800、装设在储袋组件800一端的取袋组件801、装设在取袋组件801一端的送袋及开袋组件802以及装设在送袋及开袋组件802一端且用于驱动送袋及开袋组件802往复运动的直线驱动模组803。具体地,储袋组件800包括向下倾斜设置的储袋盒8000、装设在储袋盒8000一端且用于调节储袋盒8000宽度的宽度调节手轮8001以及装设在储袋盒8000底部且用于调节储袋盒8000高度的高度调节手轮8002。储袋盒8000内后端装设有用于将袋子推出储袋盒8000的推板8003,储袋盒8000前端两侧装设有用于挡住袋子两端的挡块8004,推板8003通过自重实现将袋子推向储袋盒8000两侧的挡块8004处。取袋组件801包括若干个可伸缩的气动吸盘8010,气动吸盘8010可伸向储袋组件800前端,从储袋盒8000里吸附出一张袋子,此时袋子两端变形可从两个挡块8004中脱离出来,袋子脱离挡块8004之后,袋子两端恢复原来形状。送袋及开袋组件802包括气动吸盘夹爪8020,直线驱动模组803可将送袋及开袋组件802的气动吸盘夹爪8020从取袋组件801的气动吸盘8010上方往复运动至装袋输送带26下方。对折插袋机构81包括对折插袋片810以及装设在对折插袋片810一端且用于控制对折插袋片810升降的升降驱动电机,对折插袋片810中部开设有供滑槽导向机构82的夹袋气缸组件820穿过的倒U型开口槽8100。面膜成品输送带27设置在滑槽导向机构82的滑槽底部。
上述装袋装置8将面膜装入袋子使其两者成型为面膜成品的工作原理为:首先,折叠输送带25将折叠后的面膜输送至装袋输送带26,装袋输送带26将该面膜输送至对折插袋机构81的对折插袋片810的下方;接着,取袋组件801的气动吸盘8010从送袋机构80的储袋组件800的储袋盒8000里吸附出一张袋子,袋子从储袋盒8000的挡块8004上脱离;接着,直线驱动模组803将送袋及开袋组件802移动至取袋组件801下方,送袋及开袋组件802的气动吸盘夹爪8020分别吸附住袋子的顶部两端,并且气动吸盘夹爪8020将袋子打开;接着,直线驱动模组803将送袋及开袋组件802移动至对折插袋片810的下方;接着,对折插袋机构81的升降驱动电机控制对折插袋片810向下运动,对折插袋片810将折叠后的面膜对折并插落至袋子内部;接着,滑槽导向机构82的夹袋气缸组件820将袋子中部夹紧,此时,夹袋气缸组件820中的夹紧气缸位于对折插袋片810的倒U型开口槽8100内并且分别将袋子和折叠后的面膜共同夹紧,所以此时该夹紧气缸与对折插袋片810互不干涉,夹紧气缸不会影响对折插袋片810的复位运动;接着,对折插袋机构81的升降驱动电机控制对折插袋片810向上复位;接着,送袋及开袋组件802的气动吸盘夹爪8020放开袋子以及滑槽导向机构82的夹袋气缸组件820复位,使得袋子掉落至滑槽导向机构82中的滑槽并滑落至面膜成品输送带27。装袋装置8为两个,其中装袋装置8中的送袋机构80为两个,极大提高了面膜装袋效率,实现装袋全自动及连续化。装袋装置8保证面膜对折并放进袋子后,面膜一部分不会被抽取出来,同时,装袋装置8还具有保证面膜装袋质量一致性,避免人工装袋处理的放置误差以及适用于不同的袋子尺寸的优点。
上述装袋装置8还包括装设在滑槽导向机构82底部且用于托住面膜成品底部的挡袋机构83、装设在挡袋机构83一侧且用于压紧面膜成品并对其进行排气的排气机构84、以及装设在排气机构84一侧且用于将面膜成品进行封口的封口焊接机构85。挡袋机构83、排气机构84和封口焊接机构85共同实现面膜成品封口功能。因此,装袋装置8能够满足一部分客户需要对面膜成品进行封口的需求。
本发明的实施例的一种面膜全自动生产线,实现了珠光膜水凝胶面膜的全自动化生产,保证生产连续进行和面膜质量的一致性,能够防止人工操作造成面膜污染,大大提高生产效率和降低人工劳动强度,大大提高生产产能。
以上仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种用于面膜生产线的在线视觉检测系统
- 一种全自动面膜生产线
- 一种全自动面膜生产线系统