一种壶嘴上翘的真空水壶制造方法
文献发布时间:2023-06-29 06:30:04
技术领域
本发明属于水壶制造技术领域,尤其涉及一种壶嘴上翘的真空水壶制造方法。
背景技术
水壶设置壶嘴是为了更加便于倒水,保证出水顺畅、聚集不分散,同时避免倒水时水流沿壶身向下流。对于真空水壶的壶嘴设计,由于塑料件成型较为容易,通常采用塑料材质将壶嘴和手柄一体成型,然后安装到壶口,如发明专利申请CN112716228A中所述的上肩包括倒液嘴(壶嘴)、把手,且上肩与外壳、连接圈及内胆连接;又如实用新型专利CN204862366U中所述的连接件上设有手把,由附图可以清晰看到连接件上设有壶嘴;上述方案的水壶,壶嘴采用塑料材质,质感较差,也容易老化,而且塑料材质在消费者心中的健康印象不佳;对此需要将壶嘴采用金属材质与壶身一体成型,更加美观、健康,并且拥有更好的金属质感和寿命;而现有技术中,壶嘴与壶身一体成型的方式,是先将壶身成型完成后,再在壶口位置冲压出壶嘴,如附图1所示,采用这种方式的壶嘴一般为低于壶口,不能制造壶嘴上翘的结构,且受限于不锈钢材料的延展性能,其外凸的幅度不大。
发明内容
本发明的目的是提供一种壶嘴上翘的真空水壶制造方法,壶嘴与壶身一体成型,壶嘴上翘幅度较大,倒水性能好,且能满足个性化需求。
为实现上述目的,本发明采用如下技术方案。
一种壶嘴上翘的真空水壶制造方法,真空水壶包括外壳、内胆,外壳的口部一侧设有上翘的壶嘴,外壳和内胆之间为真空层,外壳包括从上到下依次设置的壶口、外壳体和外壳底,并包括如下加工步骤:
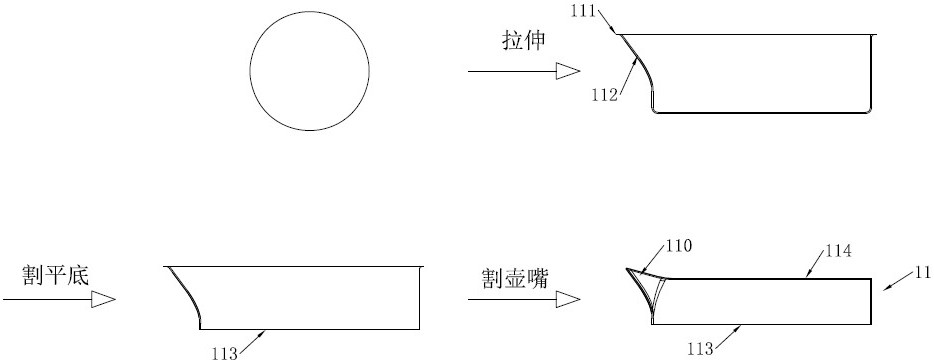
S1:取一圆形料片,并对圆形料片进行拉伸成型处理,加工出壶口胚料,并在壶口胚料上依次加工出外翻边和壶嘴部;
S2:对壶口胚料下端采用激光为切割工具进行割平底,形成下连接口,使壶口胚料上下贯通;
S3:对壶口胚料上端采用激光为切割工具进行割壶嘴,根据预设的角度和尺寸,切除外翻边和壶口胚料上端的多余部分,使壶嘴部形成向上翘起的壶嘴,壶口胚料上端形成上端口,壶嘴翘起的高度高于上端口,最终形成壶口;
S4:取一内胆体和内胆底,焊接内胆体的下端口和内胆底的上端口,使内胆体和内胆底之间焊接连接,形成内胆;
S5:取一外壳体,并将内胆插入到外壳体内,内胆的上端口外侧壁与外壳体的内侧壁相接,该相接位置即为焊接位,且焊接位位于外壳体上连接口的下方,焊接位与上连接口之间为连接部,连接部的高度为2~10mm;
S6:取壶口,将其下连接口与外壳体的上连接口焊接连接,焊接部位为焊接处;
S7:取一外壳底,将其上端口与外壳体的下端口焊接连接;
S8:对所述外壳与内胆之间的间隙进行抽真空作业,形成真空层;
S9:对真空水壶的外表面进行抛光处理,通过抛光使焊缝消除,使真空水壶从外表面看上去光滑且浑然一体。
作为优选,在步骤S6和S7之间还包括如下步骤:
对连接部进行整形处理,消除因焊接导致连接部产生的凹凸变形,使其规整。
作为优选,在步骤S8和S9之间还包括如下步骤:
对焊接处进行滚压整形处理,消除因焊接导致连接部和下连接口上方侧壁产生的凹凸变形,使其平整。
作为优选,步骤S5中连接部的高度为4~6mm。
作为优选,连接部的高度为5mm。
与现有技术相比本发明的有益效果是:采用上述技术方案,通过先单独在壶口上将壶嘴一体成型,可以使壶嘴外凸的幅度更大,更大尺寸的壶嘴倒水性能更好,而且该方法通过激光切割的工艺创造性地将壶嘴部和壶口上端口多余部分切除形成一体上翘的壶嘴,进一步增加倒水性能且具有个性化;后面的加工步骤中,有两个步骤的加工顺序比较关键,步骤S5和步骤S6,本方案方法中,是先将外壳体和内胆焊接连接,且焊接部位位于外壳体上连接口下方2-10mm处,接着再将壶口焊接连接到外壳体的上连接口,这个顺序可以使内胆和壶口的焊接都更加容易;如果先焊接壶口,那么会导致内胆插入外壳体过深,不易于口部配合和焊接,而且如果不在外壳体预留连接部,那么壶口与外壳体之间的焊接将会与内胆口部干涉造成焊接困难;因此采用上述的技术方案,可以解决现有的技术问题,制造出壶嘴与壶身一体成型,壶嘴上翘幅度较大,倒水性能好,且能满足个性化需求的真空水壶,同时给出了较优的工艺顺序路线。
进一步的有益效果是:在步骤S6和S7之间增加了步骤,对连接部进行整形处理,消除因焊接导致连接部产生的凹凸变形,可以确保水壶的美观度,同时确保外壳体上连接口的规整,以便与壶口对接后焊接连接,提升焊接的质量。
再进一步的有益效果是:在步骤S8和S9之间增加了步骤,对焊接处进行滚压整形处理,消除因焊接导致连接部和下连接口上方侧壁产生的凹凸变形,消除焊接留下印痕,确保水壶的美观度。
再进一步的有益效果是:将连接部的高度设置为4~6mm,具有选择5mm,这个尺寸可以确保连接部的刚性不易变形,提高对接焊接的质量,同时内胆的上端口受到焊接的影响最小,而且这个距离也是滚压整形处理较优的尺寸。
附图说明
图1是现有技术一体成型水壶壶口的结构示意图。
图2是本发明制造方法生产的真空水壶的结构示意图。
图3是本发明步骤S1-S3的工艺路线示意图。
图4是本发明步骤S4的工艺路线示意图。
图5是本发明步骤S5的工艺路线示意图。
图6是本发明步骤S6的工艺路线示意图。
图7是本发明步骤S7的工艺路线示意图。
图8是本发明步骤S8的工艺路线示意图。
实施方式
为了使本发明的技术方案更加清晰,以下结合附图1至8,对本发明进行详细说明。应当理解的是,本说明书中描述的具体实施方式仅仅是为了解释本发明,并不是为了限定本发明的保护范围。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
实施例1
本发明是一种壶嘴大幅上翘的真空水壶制造方法,如图2所示,真空水壶包括外壳1、内胆2,外壳的口部一侧设有上翘的壶嘴110,外壳1和内胆2之间为真空层3,其特征在于:外壳包括从上到下依次设置的壶口11、外壳体12和外壳底13,如图3-8所示,包括如下步骤:
S1:取一圆形料片,并对圆形料片进行拉伸成型处理,加工出壶口胚料,并在壶口胚料上依次加工出外翻边111和壶嘴部112;
S2:对壶口胚料下端采用激光为切割工具进行割平底,形成下连接口113,使壶口胚料上下贯通;
S3:对壶口胚料上端采用激光为切割工具进行割壶嘴,根据预设的角度和尺寸,切除外翻边111和壶口胚料上端的多余部分,壶嘴部112形成向上翘起的壶嘴110,壶口胚料上端形成上端口114,壶嘴110翘起的高度高于上端口114,最终形成壶口11;
S4:取一内胆体21和内胆底22,焊接内胆体21的下端口和内胆底22的上端口,使内胆体21和内胆底22之间焊接连接,形成内胆2;
S5:取一外壳体12,并将内胆2插入到外壳体12内,内胆2的上端口外侧壁与外壳体12的内侧壁相接,该相接位置即为焊接位122,且该焊接位122位于外壳体12上连接口121的下方,焊接位122与上连接口121之间为连接部123,连接部123的高度为2-10mm;
S6:取壶口11,将其下连接口113与外壳体12的上连接口121焊接连接,形成焊接处124;
S7:取一外壳底13,将其上端口与外壳体12的下端口焊接连接;
S8:对所述外壳1与内胆2之间的间隙进行抽真空作业,形成真空层3;
S9:对真空水壶的外表面进行抛光处理,通过抛光使焊缝消除,使真空水壶从外表面看上去光滑且浑然一体。
作为优选,步骤S5采用悬空激光焊接或者圆周氩弧焊接。
实施例2
实施例1的S5步骤中,连接部123的高度优选为4-6mm。
实施例3
实施例2中,连接部123的高度优选为4mm。
实施例4
实施例2中,连接部123的高度优选为5mm。
实施例5
实施例2中,连接部123的高度优选为6mm。
实施例6
由于上述实施例中的步骤S5的焊接,会有可能使连接部123变形或产生凹坑,影响后面步骤的加工,因此本实施例在上述实施例的基础上,如图5所示,在步骤S5和S6之间增加如下步骤:
对连接部123进行整形处理,消除因焊接导致连接部123产生的凹凸变形,使其规整,也便于焊接连接。
实施例7
同理,在上述实施例步骤S6的焊接过程中,焊接加热高温有时会导致连接部123和壶口11的下连接口113上方的侧壁这些薄壁部位发生变形产生凹凸,本实施例在上述实施例的基础上,在步骤S8和S9之间增加如下步骤:
对焊接处124进行滚压整形处理,使连接部123和壶口11的下连接口113上方的侧壁平整。
- 一种真空玻璃的制造装置及其制造方法
- 一种可抑制中套上翘的高炉风口及其制作工具和制作方法
- 一种可一次性使用的真空压缩袋及其制造方法
- 一种用于低温及真空环境的电连接器及其制造方法
- 一种采用真空树脂灌封线定子振动电机及其装配制造方法
- 一种水壶嘴结构及其制造方法
- 一种长嘴真空水壶的制造方法