一种弹簧端面磨削机构及方法
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及弹簧端面磨削技术领域,具体说是一种弹簧端面磨削机构及方法。
背景技术
为了保证弹簧的垂直度,并使两支承圈的端面与其他零件保持接触,减少挠曲的特性,常会使用磨削机构对弹簧的端面进行磨削,磨平后的弹簧是由上下两个点接触改为线接触或面接触,增加了弹簧的受力面积,避免接触面刮伤。
然而,现有的磨削机构在使用过程中存在很大的缺陷,现有的磨削机构只能对弹簧的一端进行磨削,对弹簧两端进行磨削加工时,需要二次上料,现有的磨削机构套筒的深度固定,只能磨削固定长度的弹簧,适用性较差,现有的磨削机构磨削弹簧过程中,会有金属火花飞溅,不仅容易伤人,还会对环境造成污染,同时,飞溅的金属火花也会粘在弹簧上,影响弹簧的品质。
发明内容
针对现有技术中的问题,本发明提供了一种弹簧端面磨削机构及方法。
本发明解决其技术问题所采用的技术方案是:一种弹簧端面磨削机构,包括操作台、旋转组件、上料组件、磨削组件和翻转组件,所述操作台顶部中心开设有通孔,所述旋转组件安装操作台通孔内,所述上料组件、磨削组件和翻转组件均安装在操作台顶部,且所述上料组件、磨削组件和翻转组件分别位于通孔周侧,该机构通过使用上料组件进行上料,一方面,不需要人工进行上料,使该机构的使用更加节省人力,同时,该机构使用上料组件上料后,再利用旋转组件将弹簧送到磨削组件旁,使操作该机构的人员能够远离磨削组件,进而避免磨削组件伤人,另一方面,上料组件进行上料,可以持续不断进行上料,进而使该机构对弹簧端面磨削加工可以持续不断进行,使该机构的加工能力更强,同时,该上料组件上料速度,可以更好的与该机构磨削组件加工速度适配,使该机构磨削组件的加工过程不出现间断,充分发挥出该机构磨削组件的磨削加工性能,进而提高该机构磨削组件对弹簧端面磨削的速度,通过旋转组件对弹簧进行运转,旋转组件中的旋转盘将弹簧送至磨削组件处进行磨削加工,旋转组件将磨削加工一端的弹簧送至翻转组件处,利用翻转组件将弹簧翻转,旋转组件将翻转后的弹簧再次送至磨削组件处,由磨削组件对弹簧的另一端面进行磨削加工,一方面,该机构中翻转组件对弹簧进行翻转,使该机构能对弹簧的两端进行磨削加工,另一方面,磨削组件先对旋转组件上所有的弹簧一端进行磨削加工,之后再对弹簧的另一端进行加工,使得每个弹簧两端磨削加工之间有着一定时间间隔,使弹簧端面磨削加工后有着充足的时间冷却,避免弹簧出现过热导致变形;
其中,所述磨削组件包括支撑板、升降架和水平板,所述支撑板固定在操作台顶部,所述升降架和水平板均升降配合在支撑板靠近通孔的一侧,且所述升降架位于水平板的上方,所述升降架底部转动配合有打磨头,所述升降架顶部安装有驱动打磨头转动的第四电机,所述水平板底部固定有活动筒,通过第四液压缸带动活动筒上下移动,与高度固定的物料筒进行配合,一方面,使物料筒与活动筒能够适用不同长度的弹簧,进而使该机构能对不同长度的弹簧进行加工,另一方面,通过调节活动筒的高度,对弹簧伸出活动筒的长度进行调节,使弹簧的垂直度更高,所述水平板顶部固定有与活动筒连通的限位环,所述限位环位于打磨头的正下方,通过设置限位环,一方面,使打磨头磨削弹簧端面时产生的金属花火不会到处飞溅,避免伤人,同时,也避免金属火花飞溅对周围环境造成污染,同时,也避免金属火花飞溅到弹簧上,影响弹簧的品质,另一方面,使打磨头只与限位环以及活动筒发生摩擦,使物料筒不受磨削加工的影响,进而使该机构再长时间使用后,只需要更换一个限位环以及一个活动筒即可。
优选的,旋转组件包括固定架、旋转盘和物料筒,固定架固定在操作台内,旋转盘转动配合在固定架顶部,固定架上安装有驱动旋转盘转动的第一电机,若干个物料筒嵌设在旋转盘顶部靠近边缘处。
优选的,支撑板靠近通孔一侧底部竖直安装有第四液压缸,第四液压缸的顶部设有第四液压杆,第四液压缸通过第四液压杆带动水平板上下移动,支撑板靠近通孔一侧顶部竖直安装有第三液压缸,第三液压缸底部设有第三液压杆,第三液压缸通过第三液压杆带动升降架上下移动。
优选的,上料组件包括第一滑杆、升降块和第一电动夹爪,第一滑杆竖直固定在操作台顶部,升降块一侧靠近第一滑杆的一端连接有第一升降板,升降块通过第一升降板升降配合在第一滑杆上,升降块靠近第一升降板的一侧水平固定有第二滑杆,第二滑杆位于升降块远离第一升降板的一端,第二滑杆上移动配合有移板,移板侧部竖直固定有第一液压缸,第一液压缸的底部设有第一液压杆,第一液压缸通过第一液压杆连接有连接板,第一电动夹爪安装在连接板一侧靠近底部处。
优选的,第一滑杆顶部水平固定有第一顶板,第一顶板的底部竖直转动配合有第一丝杆,第一顶板顶部竖直安装有驱动第一丝杆转动的第二电机,第一升降板靠近第一滑杆的一侧焊接有第一滑环和第一螺母,第一滑环套设在第一滑杆上,第一螺母螺纹配合在第一丝杆上。
优选的,升降块靠近第二滑杆的一侧水平转动配合有第二丝杆,升降块远离第二滑杆的一侧水平安装有驱动第二丝杆转动的第三电机,移板靠近第二滑杆的一侧焊接有第二滑环和第二螺母,第二滑环套设在第二滑杆上,第二螺母螺纹配合在第二丝杆上。
优选的,第一滑杆上位于升降块下方水平固定有延伸板,延伸板顶部水平固定有第二液压缸,第二液压缸一端设有第二液压杆,第二液压缸通过第二液压杆连接有置物板,置物板顶部开设有置物槽,通过使用置物板与上料滑板配合,上料滑板内最靠近置物板的一个弹簧滑入到置物板的置物槽内,第二液压缸将置物板推出,使置物槽内的一个弹簧与上料滑板上的弹簧错开,供上料组件的第一电动夹爪夹取,这样一方面,使第一电动夹爪更加方便夹取弹簧,提高上料组件上料的速度,另一方面,使第一电动夹爪夹取弹簧时,不会将上料滑板上的弹簧碰落。
优选的,操作台顶部靠近上料组件处固定有支板,支板上倾斜固定有上料滑板,上料滑板截面呈“U”字型结构,上料滑板靠近上料组件的一端与置物槽对齐。
优选的,翻转组件包括第三滑杆、第二升降板和第二电动夹爪,第三滑杆竖直固定在操作台顶部,第二升降板升降配合在第三滑杆上,第三滑杆顶部水平固定有第二顶板,第二顶板顶部竖直固定有第五液压缸,第五液压缸底部设有第五液压杆,第五液压缸通过第五液压杆带动第二升降板上下移动,第二升降板底部中间固定有第五电机,第五电机底部通过转轴连接有旋转板,旋转板底部固定有第六电机,第二电动夹爪通过转轴连接在第六电机一端,通过设置第五电机,带动旋转板转动,对第二电动夹爪的朝向进行调整,使第二电动夹爪可以将弹簧端部朝向该机构外,方便人们对弹簧端部的磨削情况进行观察,进而方便人们了解该机构对弹簧端部的磨削情况,以及方便人们调试该设备。
优选的,该工作方法具体包括以下步骤:
步骤一:将弹簧放置在上料滑板内,弹簧从上料滑板滑入置物板的置物槽内,通过第二液压缸带动置物板移动,通过移动置物板,将置物槽内的弹簧送至第一电动夹爪的正下方,第一液压缸通过连接板带动第一电动夹爪向下移动,使第一电动夹爪靠近置物槽内的弹簧,通过第一电动夹爪将置物槽内的弹簧夹持,并通过第一液压缸带动第一电动夹爪向上移动,将置物槽内的弹簧夹取起来,通过第三电机带动第二丝杆转动,使第二螺母移动,第二螺母带动移板移动,通过移动移板,带动第一电动夹爪移动,将夹持有弹簧的第一电动夹爪移动至旋转盘上物料筒的正上方,通过第二电机带动第一丝杆转动,使第一螺母上下移动,第一螺母通过第一升降板带动升降块上下移动,通过上下移动升降块调节第一电动夹爪的高度,将第一电动夹爪向下移动,使第一电动夹爪夹持的弹簧插入物料筒内,第一电动夹爪将弹簧放入物料筒;
步骤二:通过第一电机带动旋转盘转动,通过转动旋转盘,将放有弹簧的物料筒移动至磨削组件旁,通过第四液压缸带动水平板向下移动,将活动筒插入放有弹簧的物料筒内,使弹簧位于活动筒内,且使弹簧顶端位于限位环内,通过第三液压缸带动升降架向下移动,使打磨头向下移动至限位环内,且打磨头底部与限位环内的弹簧顶端接触,通过第四电机带动打磨头转动,对弹簧的端面进行磨削,对弹簧一处端面磨削加工结束后,将打磨头向上移出限位环,并向上移动水平板,将活动筒从物料筒内移出;
步骤三:通过第一电机带动旋转盘转动,将一个端面磨削加工后的弹簧移动至翻转组件旁,通过第五液压缸带动第二升降板向下移动,将第二电动夹爪移动至一个端面磨削加工后的弹簧处,通过第二电动夹爪将该弹簧夹持,通过第五液压缸带动第二升降板向上移动,使第二电动夹爪将该弹簧从物料筒中夹取起来,通过第六电机带动第二电动夹爪转动,将第二电动夹爪夹持的弹簧翻转,通过第五液压缸再次带动第二升降板向下移动,第二电动夹爪将翻转后的弹簧放回到物料筒中,使弹簧未磨削的一端处于弹簧上方,通过旋转组件带动,将该弹簧再次移动至磨削组件处,通过磨削组件对该弹簧未磨削的一端进行磨削加工,待该弹簧的两端均被磨削组件磨削加工后,通过旋转组件将该弹簧送至上料组件处,通过上料组件的第一电动夹爪将该弹簧从物料筒中取出。
本发明的有益效果:
(1)本发明中,该机构通过使用上料组件进行上料,一方面,不需要人工进行上料,使该机构的使用更加节省人力,同时,该机构使用上料组件上料后,再利用旋转组件将弹簧送到磨削组件旁,使操作该机构的人员能够远离磨削组件,进而避免磨削组件伤人,从而提高该机构使用的安全性,另一方面,上料组件进行上料,可以持续不断进行上料,进而使该机构对弹簧端面磨削加工可以持续不断进行,使该机构的加工能力更强,同时,该上料组件上料速度,可以更好的与该机构磨削组件加工速度适配,使该机构磨削组件的加工过程不出现间断,充分发挥出该机构磨削组件的磨削加工性能,进而提高该机构磨削组件对弹簧端面磨削的速度,从而提高该机构使用的效率,通过使用置物板与上料滑板配合,上料滑板内最靠近置物板的一个弹簧滑入到置物板的置物槽内,第二液压缸将置物板推出,使置物槽内的一个弹簧与上料滑板上的弹簧错开,供上料组件的第一电动夹爪夹取,这样一方面,使第一电动夹爪更加方便夹取弹簧,提高上料组件上料的速度,从而进一步提高该机构的效率,另一方面,使第一电动夹爪夹取弹簧时,不会将上料滑板上的弹簧碰落,从而使该机构的使用更加可靠。
(2)本发明中,通过第四液压缸带动活动筒上下移动,与高度固定的物料筒进行配合,一方面,使物料筒与活动筒能够适用不同长度的弹簧,进而使该机构能对不同长度的弹簧进行加工,从而提高该机构的适用范围,另一方面,通过调节活动筒的高度,对弹簧伸出活动筒的长度进行调节,使弹簧的垂直度更高,从而提高该机构对弹簧端面磨削的精度,通过设置限位环,一方面,使打磨头磨削弹簧端面时产生的金属花火不会到处飞溅,避免伤人,从而进一步提高该机构使用的安全性,同时,也避免金属火花飞溅对周围环境造成污染,从而提高该机构使用的环保性,同时,也避免金属火花飞溅到弹簧上,影响弹簧的品质,另一方面,使打磨头只与限位环以及活动筒发生摩擦,使物料筒不受磨削加工的影响,进而使该机构再长时间使用后,只需要更换一个限位环以及一个活动筒即可,从而降低了该机构后期维护更换的成本。
(3)本发明中,通过旋转组件对弹簧进行运转,旋转组件中的旋转盘将弹簧送至磨削组件处进行磨削加工,旋转组件将磨削加工一端的弹簧送至翻转组件处,利用翻转组件将弹簧翻转,旋转组件将翻转后的弹簧再次送至磨削组件处,由磨削组件对弹簧的另一端面进行磨削加工,一方面,该机构中翻转组件对弹簧进行翻转,使该机构能对弹簧的两端进行磨削加工,从而进一步提高该机构对弹簧端面磨削加工的能力,另一方面,磨削组件先对旋转组件上所有的弹簧一端进行磨削加工,之后再对弹簧的另一端进行加工,使得每个弹簧两端磨削加工之间有着一定时间间隔,使弹簧端面磨削加工后有着充足的时间冷却,避免弹簧出现过热导致变形,从而使该机构磨削加工的弹簧的品质更高。
附图说明
下面结合附图和实施例对本发明进一步说明。
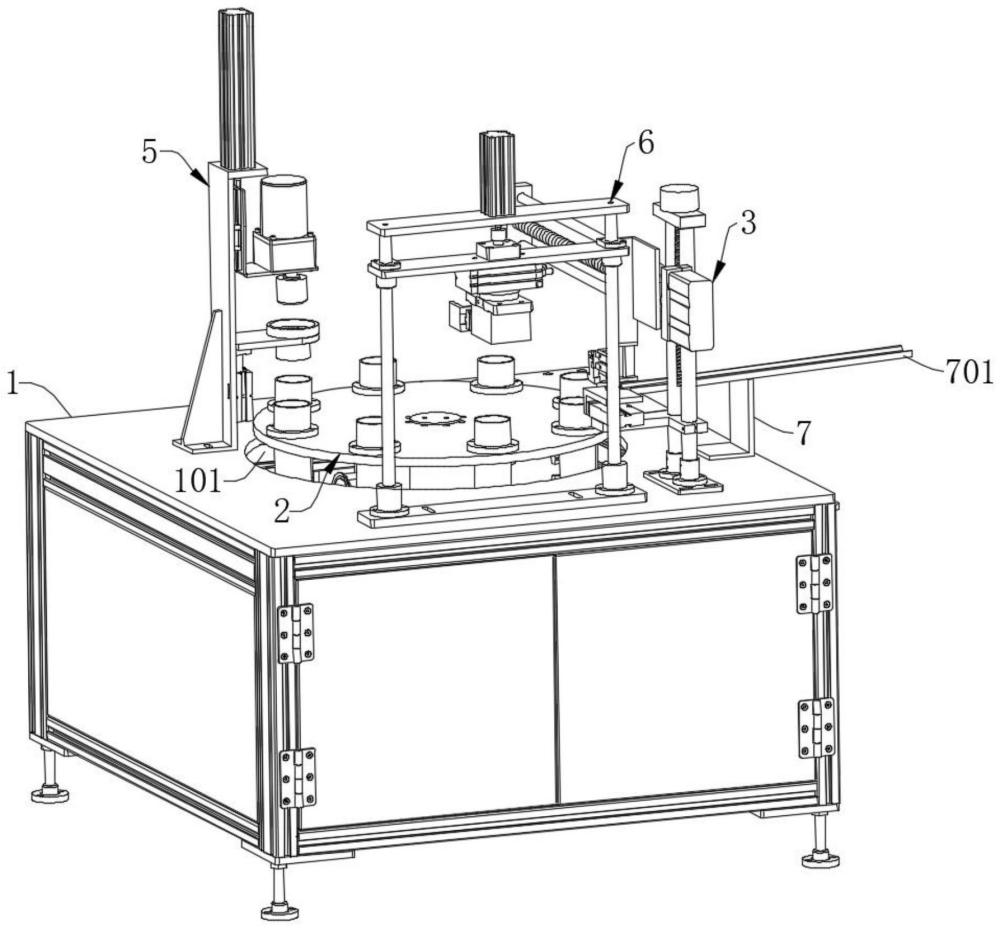
图1为本发明整体结构示意图。
图2为本发明旋转组件结构示意图。
图3为本发明上料组件结构示意图。
图4为本发明升降块与第一升降板装配结构示意图。
图5为本发明移板结构示意图。
图6为本发明磨削组件结构示意图。
图7为本发明翻转组件结构示意图。
图中:1、操作台;101、通孔;2、旋转组件;201、固定架;202、旋转盘;203、第一电机;204、物料筒;3、上料组件;301、第一滑杆;302、第一顶板;303、第一丝杆;304、第二电机;305、升降块;306、第一升降板;307、第一滑环;308、第一螺母;309、第二滑杆;310、第二丝杆;311、第三电机;312、移板;313、第二滑环;314、第二螺母;315、第一液压缸;316、连接板;317、第一电动夹爪;4、延伸板;401、第二液压缸;402、置物板;403、置物槽;5、磨削组件;501、支撑板;502、第三液压缸;503、升降架;504、第四电机;505、打磨头;506、第四液压缸;507、水平板;508、活动筒;509、限位环;6、翻转组件;601、第三滑杆;602、第二顶板;603、第五液压缸;604、第二升降板;605、第五电机;606、旋转板;607、第六电机;608、第二电动夹爪;7、支板;701、上料滑板。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
如图1-图7所示,本发明所述的一种弹簧端面磨削机构,包括操作台1、旋转组件2、上料组件3、磨削组件5和翻转组件6,操作台1顶部中心开设有通孔101,旋转组件2安装操作台1通孔101内,上料组件3、磨削组件5和翻转组件6均安装在操作台1顶部,且上料组件3、磨削组件5和翻转组件6分别位于通孔101周侧,该机构通过使用上料组件3进行上料,一方面,不需要人工进行上料,使该机构的使用更加节省人力,同时,该机构使用上料组件3上料后,再利用旋转组件2将弹簧送到磨削组件5旁,使操作该机构的人员能够远离磨削组件5,进而避免磨削组件5伤人,从而提高该机构使用的安全性,另一方面,上料组件3进行上料,可以持续不断进行上料,进而使该机构对弹簧端面磨削加工可以持续不断进行,使该机构的加工能力更强,同时,该上料组件3上料速度,可以更好的与该机构磨削组件5加工速度适配,使该机构磨削组件5的加工过程不出现间断,充分发挥出该机构磨削组件5的磨削加工性能,进而提高该机构磨削组件5对弹簧端面磨削的速度,从而提高该机构使用的效率,通过旋转组件2对弹簧进行运转,旋转组件2中的旋转盘202将弹簧送至磨削组件5处进行磨削加工,旋转组件2将磨削加工一端的弹簧送至翻转组件6处,利用翻转组件6将弹簧翻转,旋转组件2将翻转后的弹簧再次送至磨削组件5处,由磨削组件5对弹簧的另一端面进行磨削加工,一方面,该机构中翻转组件6对弹簧进行翻转,使该机构能对弹簧的两端进行磨削加工,从而进一步提高该机构对弹簧端面磨削加工的能力,另一方面,磨削组件5先对旋转组件2上所有的弹簧一端进行磨削加工,之后再对弹簧的另一端进行加工,使得每个弹簧两端磨削加工之间有着一定时间间隔,使弹簧端面磨削加工后有着充足的时间冷却,避免弹簧出现过热导致变形,从而使该机构磨削加工的弹簧的品质更高;
其中,磨削组件5包括支撑板501、升降架503和水平板507,支撑板501固定在操作台1顶部,升降架503和水平板507均升降配合在支撑板501靠近通孔101的一侧,且升降架503位于水平板507的上方,升降架503底部转动配合有打磨头505,升降架503顶部安装有驱动打磨头505转动的第四电机504,水平板507底部固定有活动筒508,通过第四液压缸506带动活动筒508上下移动,与高度固定的物料筒204进行配合,一方面,使物料筒204与活动筒508能够适用不同长度的弹簧,进而使该机构能对不同长度的弹簧进行加工,从而提高该机构的适用范围,另一方面,通过调节活动筒508的高度,对弹簧伸出活动筒508的长度进行调节,使弹簧的垂直度更高,从而提高该机构对弹簧端面磨削的精度,水平板507顶部固定有与活动筒508连通的限位环509,限位环509位于打磨头505的正下方,通过设置限位环509,一方面,使打磨头505磨削弹簧端面时产生的金属花火不会到处飞溅,避免伤人,从而进一步提高该机构使用的安全性,同时,也避免金属火花飞溅对周围环境造成污染,从而提高该机构使用的环保性,同时,也避免金属火花飞溅到弹簧上,影响弹簧的品质,另一方面,使打磨头505只与限位环509以及活动筒508发生摩擦,使物料筒204不受磨削加工的影响,进而使该机构再长时间使用后,只需要更换一个限位环509以及一个活动筒508即可,从而降低了该机构后期维护更换的成本。
本实施例的一个可选实施方式中,旋转组件2包括固定架201、旋转盘202和物料筒204,固定架201固定在操作台1内,旋转盘202转动配合在固定架201顶部,固定架201上安装有驱动旋转盘202转动的第一电机203,若干个物料筒204嵌设在旋转盘202顶部靠近边缘处。
本实施例的一个可选实施方式中,支撑板501靠近通孔101一侧底部竖直安装有第四液压缸506,第四液压缸506的顶部设有第四液压杆,第四液压缸506通过第四液压杆带动水平板507上下移动,支撑板501靠近通孔101一侧顶部竖直安装有第三液压缸502,第三液压缸502底部设有第三液压杆,第三液压缸502通过第三液压杆带动升降架503上下移动。
本实施例的一个可选实施方式中,上料组件3包括第一滑杆301、升降块305和第一电动夹爪317(型号:FY-JGP-64-1),第一滑杆301竖直固定在操作台1顶部,升降块305一侧靠近第一滑杆301的一端连接有第一升降板306,升降块305通过第一升降板306升降配合在第一滑杆301上,升降块305靠近第一升降板306的一侧水平固定有第二滑杆309,第二滑杆309位于升降块305远离第一升降板306的一端,第二滑杆309上移动配合有移板312,移板312侧部竖直固定有第一液压缸315,第一液压缸315的底部设有第一液压杆,第一液压缸315通过第一液压杆连接有连接板316,第一电动夹爪317安装在连接板316一侧靠近底部处。
本实施例的一个可选实施方式中,第一滑杆301顶部水平固定有第一顶板302,第一顶板302的底部竖直转动配合有第一丝杆303,第一顶板302顶部竖直安装有驱动第一丝杆303转动的第二电机304,第一升降板306靠近第一滑杆301的一侧焊接有第一滑环307和第一螺母308,第一滑环307套设在第一滑杆301上,第一螺母308螺纹配合在第一丝杆303上。
本实施例的一个可选实施方式中,升降块305靠近第二滑杆309的一侧水平转动配合有第二丝杆310,升降块305远离第二滑杆309的一侧水平安装有驱动第二丝杆310转动的第三电机311,移板312靠近第二滑杆309的一侧焊接有第二滑环313和第二螺母314,第二滑环313套设在第二滑杆309上,第二螺母314螺纹配合在第二丝杆310上。
本实施例的一个可选实施方式中,第一滑杆301上位于升降块305下方水平固定有延伸板4,延伸板4顶部水平固定有第二液压缸401,第二液压缸401一端设有第二液压杆,第二液压缸401通过第二液压杆连接有置物板402,置物板402顶部开设有置物槽403,通过使用置物板402与上料滑板701配合,上料滑板701内最靠近置物板402的一个弹簧滑入到置物板402的置物槽403内,第二液压缸401将置物板402推出,使置物槽403内的一个弹簧与上料滑板701上的弹簧错开,供上料组件3的第一电动夹爪317夹取,这样一方面,使第一电动夹爪317更加方便夹取弹簧,提高上料组件3上料的速度,从而进一步提高该机构的效率,另一方面,使第一电动夹爪317夹取弹簧时,不会将上料滑板701上的弹簧碰落,从而使该机构的使用更加可靠。
本实施例的一个可选实施方式中,操作台1顶部靠近上料组件3处固定有支板7,支板7上倾斜固定有上料滑板701,上料滑板701截面呈“U”字型结构,上料滑板701靠近上料组件3的一端与置物槽403对齐。
本实施例的一个可选实施方式中,翻转组件6包括第三滑杆601、第二升降板604和第二电动夹爪608(型号:FY-JGP-64-1),第三滑杆601竖直固定在操作台1顶部,第二升降板604升降配合在第三滑杆601上,第三滑杆601顶部水平固定有第二顶板602,第二顶板602顶部竖直固定有第五液压缸603,第五液压缸603底部设有第五液压杆,第五液压缸603通过第五液压杆带动第二升降板604上下移动,第二升降板604底部中间固定有第五电机605,第五电机605底部通过转轴连接有旋转板606,旋转板606底部固定有第六电机607,第二电动夹爪608通过转轴连接在第六电机607一端,通过设置第五电机605,带动旋转板606转动,对第二电动夹爪608的朝向进行调整,使第二电动夹爪608可以将弹簧端部朝向该机构外,方便人们对弹簧端部的磨削情况进行观察,进而方便人们了解该机构对弹簧端部的磨削情况,以及方便人们调试该设备。
在使用时,首先,将弹簧放置在上料滑板701内,弹簧从上料滑板701滑入置物板402的置物槽403内,通过第二液压缸401带动置物板402移动,通过移动置物板402,将置物槽403内的弹簧送至第一电动夹爪317的正下方,第一液压缸315通过连接板316带动第一电动夹爪317向下移动,使第一电动夹爪317靠近置物槽403内的弹簧,通过第一电动夹爪317将置物槽403内的弹簧夹持,并通过第一液压缸315带动第一电动夹爪317向上移动,将置物槽403内的弹簧夹取起来,通过第三电机311带动第二丝杆310转动,使第二螺母314移动,第二螺母314带动移板312移动,通过移动移板312,带动第一电动夹爪317移动,将夹持有弹簧的第一电动夹爪317移动至旋转盘202上物料筒204的正上方,通过第二电机304带动第一丝杆303转动,使第一螺母308上下移动,第一螺母308通过第一升降板306带动升降块305上下移动,通过上下移动升降块305调节第一电动夹爪317的高度,将第一电动夹爪317向下移动,使第一电动夹爪317夹持的弹簧插入物料筒204内,第一电动夹爪317将弹簧放入物料筒204,该机构通过使用上料组件3进行上料,一方面,不需要人工进行上料,使该机构的使用更加节省人力,同时,该机构使用上料组件3上料后,再利用旋转组件2将弹簧送到磨削组件5旁,使操作该机构的人员能够远离磨削组件5,进而避免磨削组件5伤人,从而提高该机构使用的安全性,另一方面,上料组件3进行上料,可以持续不断进行上料,进而使该机构对弹簧端面磨削加工可以持续不断进行,使该机构的加工能力更强,同时,该上料组件3上料速度,可以更好的与该机构磨削组件5加工速度适配,使该机构磨削组件5的加工过程不出现间断,充分发挥出该机构磨削组件5的磨削加工性能,进而提高该机构磨削组件5对弹簧端面磨削的速度,从而提高该机构使用的效率,通过使用置物板402与上料滑板701配合,上料滑板701内最靠近置物板402的一个弹簧滑入到置物板402的置物槽403内,第二液压缸401将置物板402推出,使置物槽403内的一个弹簧与上料滑板701上的弹簧错开,供上料组件3的第一电动夹爪317夹取,这样一方面,使第一电动夹爪317更加方便夹取弹簧,提高上料组件3上料的速度,从而进一步提高该机构的效率,另一方面,使第一电动夹爪317夹取弹簧时,不会将上料滑板701上的弹簧碰落,从而使该机构的使用更加可靠,然后,通过第一电机203带动旋转盘202转动,通过转动旋转盘202,将放有弹簧的物料筒204移动至磨削组件5旁,通过第四液压缸506带动水平板507向下移动,将活动筒508插入放有弹簧的物料筒204内,使弹簧位于活动筒508内,且使弹簧顶端位于限位环509内,通过第三液压缸502带动升降架503向下移动,使打磨头505向下移动至限位环509内,且打磨头505底部与限位环509内的弹簧顶端接触,通过第四电机504带动打磨头505转动,对弹簧的端面进行磨削,对弹簧一处端面磨削加工结束后,将打磨头505向上移出限位环509,并向上移动水平板507,将活动筒508从物料筒204内移出,通过第四液压缸506带动活动筒508上下移动,与高度固定的物料筒204进行配合,一方面,使物料筒204与活动筒508能够适用不同长度的弹簧,进而使该机构能对不同长度的弹簧进行加工,从而提高该机构的适用范围,另一方面,通过调节活动筒508的高度,对弹簧伸出活动筒508的长度进行调节,使弹簧的垂直度更高,从而提高该机构对弹簧端面磨削的精度,通过设置限位环509,一方面,使打磨头505磨削弹簧端面时产生的金属花火不会到处飞溅,避免伤人,从而进一步提高该机构使用的安全性,同时,也避免金属火花飞溅对周围环境造成污染,从而提高该机构使用的环保性,同时,也避免金属火花飞溅到弹簧上,影响弹簧的品质,另一方面,使打磨头505只与限位环509以及活动筒508发生摩擦,使物料筒204不受磨削加工的影响,进而使该机构再长时间使用后,只需要更换一个限位环509以及一个活动筒508即可,从而降低了该机构后期维护更换的成本,最后,通过第一电机203带动旋转盘202转动,将一个端面磨削加工后的弹簧移动至翻转组件6旁,通过第五液压缸603带动第二升降板604向下移动,将第二电动夹爪608移动至一个端面磨削加工后的弹簧处,通过第二电动夹爪608将该弹簧夹持,通过第五液压缸603带动第二升降板604向上移动,使第二电动夹爪608将该弹簧从物料筒204中夹取起来,通过第六电机607带动第二电动夹爪608转动,将第二电动夹爪608夹持的弹簧翻转,通过第五液压缸603再次带动第二升降板604向下移动,第二电动夹爪608将翻转后的弹簧放回到物料筒204中,使弹簧未磨削的一端处于弹簧上方,通过旋转组件2带动,将该弹簧再次移动至磨削组件5处,通过磨削组件5对该弹簧未磨削的一端进行磨削加工,待该弹簧的两端均被磨削组件5磨削加工后,通过旋转组件2将该弹簧送至上料组件3处,通过上料组件3的第一电动夹爪317将该弹簧从物料筒204中取出,通过旋转组件2对弹簧进行运转,旋转组件2中的旋转盘202将弹簧送至磨削组件5处进行磨削加工,旋转组件2将磨削加工一端的弹簧送至翻转组件6处,利用翻转组件6将弹簧翻转,旋转组件2将翻转后的弹簧再次送至磨削组件5处,由磨削组件5对弹簧的另一端面进行磨削加工,一方面,该机构中翻转组件6对弹簧进行翻转,使该机构能对弹簧的两端进行磨削加工,从而进一步提高该机构对弹簧端面磨削加工的能力,另一方面,磨削组件5先对旋转组件2上所有的弹簧一端进行磨削加工,之后再对弹簧的另一端进行加工,使得每个弹簧两端磨削加工之间有着一定时间间隔,使弹簧端面磨削加工后有着充足的时间冷却,避免弹簧出现过热导致变形,从而使该机构磨削加工的弹簧的品质更高。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施方式和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入本发明要求保护的范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种弹簧端面磨削机
- 一种小弹簧双端面机械密封装置的制造方法
- 一种双端面弹簧机械密封及其安装方法
- 一种用测力传感器在线监测高压断路器机构弹簧的方法
- 一种用弹簧测力机构、测力机、测力方法
- 螺旋弹簧端面自动磨削方法及其磨削机
- 用于弹簧端面磨削装置的进给机构