一种注胶式轴向磁通电机转子、制作工具及制作方法
文献发布时间:2023-07-05 06:30:04
技术领域
本发明涉及轴向磁通电机转子技术领域,尤其涉及一种注胶式轴向磁通电机转子、制作工具及制作方法。
背景技术
目前,轴向磁通电机因其体积小,重量轻的优点,受到电机行业的广泛关注,尤其是新能源驱动领域。轴向磁通电机转子的设计与制造是其最重要的一个环节,直接关系到产品的质量、成本与可靠性等方面。目前,轴向磁通电机转子主要有以下两种方式,a、用紧固件将磁钢固定在金属支架上;b、用胶水将磁钢固定在非金属支架上,外圈用碳纤维缠绕。第一类方案属于常规的结构设计,材料强度可以充分保证,但是对于零部件的加工精度较高,高速旋转过程紧固件存在失效风险,同时存在较大的高频涡流损耗。第二类方案属于创新型设计,应用了新材料与新工艺,有效解决高频涡流损耗引起的发热问题,但是相比金属材料,强度存在隐患,制造工艺复杂,成本较高,产品可靠性有待验证。现有技术存在如下问题,转子结构设计难度大,存在较大的失效风险;转子零配件精度要求高,加工工艺复杂,制造难度大;复合材料强度低,容易出现撕裂、扫膛等问题;金属材料强度高但是存在较大的高频涡流损耗,磁钢有退磁风险,效率偏低。
例如,一种在中国专利文献上公开的“轴向磁通集磁转子结构”,其公告号:CN103812245A,公开了包括间隔布置的第一磁石组和第二磁石组,第一磁石组和第二磁石组的充磁方向互相垂直,但是该方案也没有解决上述问题。
发明内容
为了解决现有技术中转子结构复杂、强度低可靠性低的问题,本发明提供一种注胶式轴向磁通电机转子、制作工具及制作方法,复合材料强度高,同时减少了高频涡流损耗,结构简单可靠。
为了实现上述目的,本发明提供如下技术方案:
一种注胶式轴向磁通电机转子,包括:金属骨架,金属骨架边缘处阵列布置有多个开口,开口底部为等腰梯形,开口内容纳有磁钢,金属骨架正反两面均设有纤维织布,纤维织布中设有胶水,纤维织布和金属骨架之间设有胶水,磁钢由多个长度依次增加的条状结构组成。金属骨架为米字形薄片,金属骨架的厚度小于磁钢的整体厚度,磁钢朝向金属骨架中心端的宽度小于朝向金属骨架外侧边缘端的宽度,金属骨架末端长于磁钢的整体长度,通过纤维织布和胶水增加结构的可靠性同时减少高频涡流损耗,便于进行制造装配。强度高、低损耗,便于制造。
作为优选的,金属骨架上位于任意两个相邻的开口之间设有第一圆孔,金属骨架中心处设有第二圆孔,金属骨架上位于第一圆孔与第二圆孔之间设有第三圆孔,第三圆孔数量少于第二圆孔的数量。第一圆孔中充满胶水,第一圆孔用于浇注时胶水在金属骨架正反面的流动;第三圆孔用于在浇注时获取胶水,通过第三圆孔和第二圆孔实现金属骨架正反面的连通,便于浇注工艺的实现,降低工艺难度,同时减少金属材料的使用,增大整体中胶水的含量,使得胶水均匀分布于转子内部,减少高频涡流损耗。
作为优选的,包括磁钢保护环,磁钢保护环设有多个能容纳金属骨架的第二凹槽,磁钢保护环内侧端面设有螺纹,螺纹与金属骨架末端、磁钢及纤维织布抵接,螺纹中也有胶水。磁钢保护环为圆环形结构,磁钢保护环的内侧直径与多个磁钢最外侧构成圆形相同,第二凹槽的宽度与金属骨架末端相同,相邻两个第二凹槽之间的距离与磁钢最外侧距离相同,第二凹槽内侧朝向圆心的侧壁设有螺纹,螺纹与金属骨架末端、磁钢及纤维织布抵接,螺纹用于增大胶水的附着力。能够保护磁钢,避免漏磁,通过第二凹槽和螺纹与金属骨架配合提高结构强度。
一种注胶式轴向磁通电机转子制作工具,包括注胶容器,注胶容器包括整体为圆盘形的主体,主体一个表面设有圆形阵列布置的多个第一凹槽,主体的另一个表面设有注胶部,注胶部用于将胶水注入到第一凹槽所在的主体表面。注胶容器的主体上表面设有圆盘状凹槽,圆盘状凹槽的直径与磁钢保护环的外围直径相同,第一凹槽位于圆盘状凹槽中,注胶部与圆盘状凹槽连通,圆盘状凹槽与注胶部分别位于主体正反两面;位于主体正面圆盘状凹槽边缘外侧设有螺栓,位于圆盘状凹槽中心处设有圆柱状突起,圆柱状突起上端面设有螺孔,圆柱状突起的直径与第二圆孔相同。能够将磁钢、磁钢保护环、纤维织布及金属骨架分别按照安装位置放在圆盘状凹槽中。一次成型容易制造。
作为优选的,注胶部包括多个圆柱型空腔,圆柱型空腔包括多个呈圆周排列在主体同一表面,圆柱型空腔一侧末端设有第一开口,第一开口位于第一凹槽所在的主体表面,圆柱型空腔另一侧末端设有第二开口,第二开口共同连接于同一个注入腔。注胶部包括圆柱状管,注入腔位于圆柱状管内,注入腔为贯穿圆柱状管的圆柱型通腔,圆柱状管顶部与圆柱状突起的底部对应连接,注入腔顶部位于圆柱状突起底部下方;第二开口依次排列于注入腔侧壁顶端,第二开口将注入腔和圆柱型空腔连通,第二开口的数目与磁钢的数目相同,圆柱型空腔的数目与磁钢的数目相同,圆柱型空腔与圆柱状管的轴线及主体背面构成直角三角形,圆柱型空腔圆形阵列布置在圆柱状管周围。能够将胶水均匀的注入到主体两侧。
作为优选的,注胶容器顶部盖有盘状件,盘状件靠近注胶容器一端面设有凸起,盘状件设有贯穿的顶部圆孔,顶部圆孔呈多个阵列布置于盘状件上,凸起外缘面连接有密封圈,密封圈用于将注胶容器内部和外界的隔离,从而保持真空并放置胶水外漏。盘状件中心设有第二螺孔,第二螺孔与圆柱状突起上端面的螺孔同心并且直径相同,第二螺孔与螺孔内连接有同一根中心螺栓,盘状件正面边缘处设有固定孔,固定孔与主体正面的螺栓一一对应,固定孔与螺栓固定连接;凸起位于盘状件的下端面,凸起下端面与金属骨架的距离和金属骨架与圆盘状凹槽的距离相同,凸起中心设有中心槽,中心槽与圆柱状凸起连接,第二螺孔贯穿中心槽连通盘状件的上端面和下端面。能够通过盘状件和将注胶容器配合将磁钢、金属骨架、纤维织布及磁钢保护环固定,便于通过注胶容器进行注胶,能够在注胶时让胶水无法外流从而进入转子各结构的缝隙之间。
一种注胶式轴向磁通电机转子制作方法,包括如下步骤:S1、将金属外环和扇形磁钢放入注胶容器中;S2、将裁剪后的纤维织布铺到注胶容器内;S3、将金属骨架放入注胶容器内并粗定位;S4、再次铺相同数目的纤维织布到注胶容器中;S5、将注胶容器锁紧,将注胶容器内抽真空后将胶水注入注胶容器中;S6、定形。将金属保护环、扇形磁钢、纤维织布及金属骨架依次放入注胶容器,使其按照安装位置固定,然后进行注胶定形,成形率高,工艺方便。
作为优选的,S6中包括对注胶完成的注胶容器整体进行加热固化,将固化后注胶容器内的注胶式轴向磁通电机转子冷却并进行孔位加工和外圆车加工。通过对加热固化后的整体进行加工,减少加工难度,降低加工精度要求。
作为优选的,孔位加工和外圆车加工后进行转子动平衡和整体充磁。从而完成转子的制作,避免加工时对转子的磁通性能造成影响。
本发明具有如下优点:
(1)通过纤维织布和胶水增加结构的可靠性同时减少高频涡流损耗,便于进行制造装配;(2)高强度、低损耗、易设计、一次成型易制造;(3)能够通过盘状件和将注胶容器配合将磁钢、金属骨架、纤维织布及磁钢保护环固定,便于通过注胶容器进行注胶,能够在注胶时让胶水无法外流从而进入转子各结构的缝隙之间。
附图说明
下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
图1是本发明的整体结构示意图。
图2是本发明的整体截面示意图。
图3是本发明中轴向磁通电机转子的结构示意图。
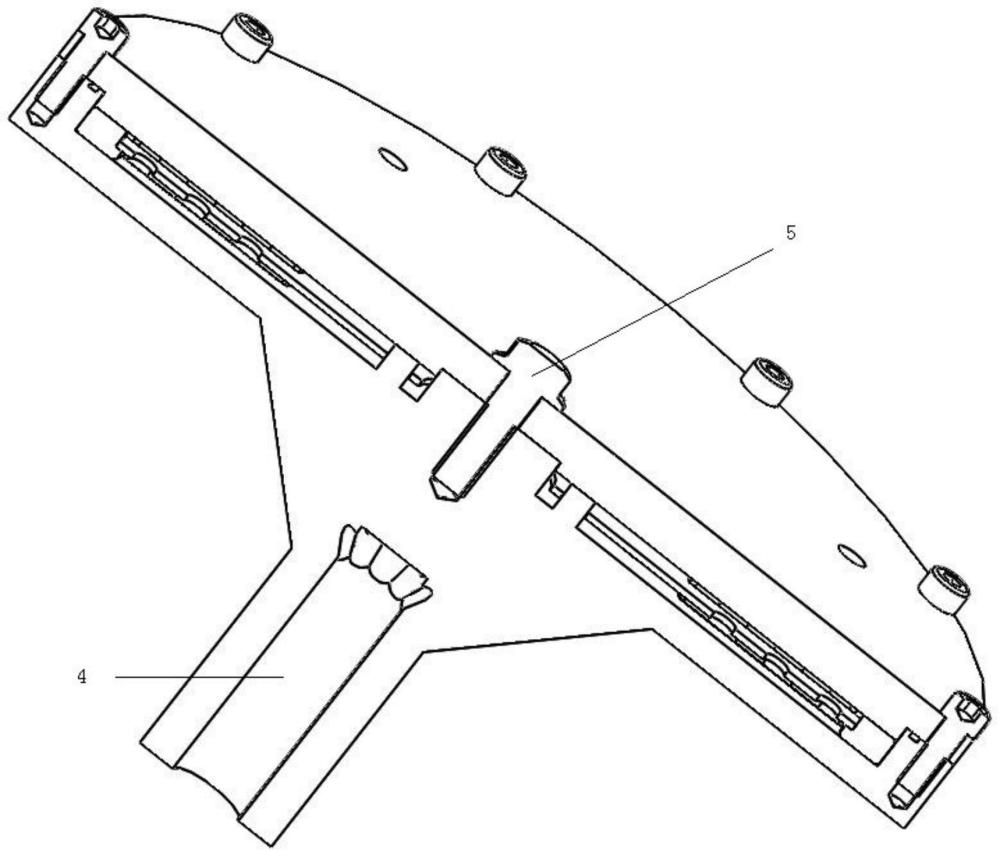
图4是本发明中注胶容器的截面结构示意图。
图5是本发明中盘状件的结构示意图。
图6是本发明中制作方法的步骤示意图。
图中:
1-主体;2-盘状件;3-注胶部;4-注入腔;5-中心螺栓;6-磁钢保护环;7-金属骨架8-磁钢;9-第二圆孔;10-第一圆孔;11-第三圆孔;12-第一凹槽;13-圆盘状凹槽;14-第一开口;15-凸起;16-中心槽。
具体实施方式
以下由特定的具体实施例说明本发明的实施方式,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1-3所示,在一个较佳的实施例中,本发明公开了一种注胶式轴向磁通电机转子,包括:金属骨架7,金属骨架7边缘处阵列布置有多个开口,开口底部为等腰梯形,开口内容纳有磁钢8,金属骨架7正反两面均设有纤维织布,多层纤维织布中设有胶水,纤维织布和金属骨架7之间设有胶水,磁钢8由多个长度依次增加的条状结构组成。金属骨架7为米字形薄片,金属骨架7的厚度小于磁钢8的整体厚度,磁钢8朝向金属骨架7中心端的宽度小于朝向金属骨架7外侧边缘端的宽度,金属骨架7末端长于磁钢8的整体长度,通过纤维织布和胶水增加结构的可靠性同时减少高频涡流损耗,便于进行制造装配。金属骨架7上位于任意两个相邻的开口之间设有第一圆孔10,金属骨架7中心处设有第二圆孔9,金属骨架7上位于第一圆孔10与第二圆孔9之间设有第三圆孔11,第三圆孔11数量少于第二圆孔9的数量。第一圆孔10中充满胶水,第一圆孔10用于浇注时胶水在金属骨架7正反面的流动;第三圆孔11用于在浇注时获取胶水,通过第三圆孔11和第二圆孔9实现金属骨架7正反面的连通,便于浇注工艺的实现,降低工艺难度,同时减少金属材料的使用,增大整体中胶水的含量,减少高频涡流损耗。
在使用时,金属骨架7上设有定位销孔,定位销孔包括多个,定位销孔位于第一开口14和第二圆孔9之间,定位销孔的数量少于第二圆孔的数量。对金属骨架通过定位销孔进行定位,同时防止金属骨架产生偏移。具体的,金属骨架表面设有圆周阵列的10的开口,每个开口内设有一个上窄下宽的磁钢,相邻的两个磁钢之间设有三个等间距布置的第一圆孔10,每个磁钢与第二圆孔之间均设有一个第一开口14。金属骨架的第二圆孔与圆柱状凸起之间存在细小间隙。
包括磁钢保护环6,磁钢保护环6设有多个能容纳金属骨架7的第二凹槽,磁钢保护环6内侧端面设有螺纹,螺纹与金属骨架7末端抵接,螺纹中也有胶水。磁钢保护环6为圆环形结构,磁钢保护环6的内侧直径与多个磁钢8最外侧构成圆形相同,第二凹槽的宽度与金属骨架7末端相同,相邻两个第二凹槽之间的距离与磁钢8最外侧距离相同,第二凹槽内侧朝向圆心的侧壁设有螺纹,螺纹与金属骨架7末端抵接,螺纹用于增大胶水的附着力。能够保护磁钢8,避免漏磁,通过第二凹槽和螺纹与金属骨架7配合提高结构强度。磁钢末端面、纤维织布、金属骨架末端面均与螺纹抵接。
在使用时,磁钢保护环包围在金属骨架和磁钢外围,磁钢保护环内侧位于第二凹槽处设有凸台状件,凸台状件的上端面与金属骨架末端的下端面抵接,能够保持金属骨架与磁钢的相对高度,凸台状件的前端面与磁钢保护环的内侧壁位于同一平面。
如图4-5所示,本发明公开了一种注胶式轴向磁通电机转子制作工具,包括注胶容器,注胶容器包括整体为圆盘形的主体1,主体1一个表面设有圆形阵列布置的多个第一凹槽12,主体1的另一个表面设有注胶部3,注胶部3用于将胶水注入到第一凹槽12所在的主体1表面。注胶容器的主体1上表面设有圆盘状凹槽13,圆盘状凹槽13的直径与磁钢保护环6的外围直径相同,第一凹槽12位于圆盘状凹槽13中,注胶部3与圆盘状凹槽13连通,圆盘状凹槽13与注胶部3分别位于主体1正反两面;位于主体1正面圆盘状凹槽13边缘外侧设有螺栓,位于圆盘状凹槽13中心处设有圆柱状突起,圆柱状突起上端面设有螺孔,圆柱状突起的直径与第二圆孔9相同。能够将磁钢8、磁钢保护环6、纤维织布及金属骨架7分别按照安装位置放在圆盘状凹槽13中。便于脱模。
在使用时,将未充磁的扇形磁钢放入容器底部的凹槽中,按照图纸对对纤维织布进行裁剪,将剪下来的织布一层层平铺到容器内;完成一半后,放入金属骨架,圆盘状凹槽中位于第一开口和圆柱状凸起间设有定位销,通过容器上的定位销做粗定位,将剩下一半的织布继续平铺在容器中,实现转子各部件的排布。
注胶部3包括多个圆柱型空腔,圆柱型空腔包括多个呈圆周排列在主体1同一表面,圆柱型空腔一侧末端设有第一开口14,第一开口14位于第一凹槽12所在的主体1表面,圆柱型空腔另一侧末端设有第二开口,第二开口共同连接于同一个注入腔4。注胶部3包括圆柱状管,注入腔4位于圆柱状管内,注入腔4为贯穿圆柱状管的圆柱型通腔,圆柱状管顶部与圆柱状突起的底部对应连接,注入腔4顶部位于圆柱状突起底部下方;第二开口依次排列于注入腔4侧壁顶端,第二开口将注入腔4和圆柱型空腔连通,第二开口的数目与磁钢8的数目相同,圆柱型空腔的数目与磁钢8的数目相同,圆柱型空腔与圆柱状管及主体1背面构成直角三角形,圆柱型空腔圆形阵列布置在圆柱状管周围。能够将胶水均匀的注入到主体1两侧。
在使用时,将圆柱状管下侧末端连接注胶设备。
注胶容器顶部盖有盘状件2,盘状件2靠近注胶容器一端面设有凸起15,盘状件2设有贯穿的顶部圆孔,顶部圆孔呈多个阵列布置于盘状件2上。盘状件2中心设有第二螺孔,第二螺孔与圆柱状突起上端面的螺孔同心并且直径相同,第二螺孔与螺孔内连接有同一根中心螺栓5,盘状件2正面边缘处设有固定孔,固定孔与主体1正面的螺栓一一对应,固定孔与螺栓固定连接;凸起15位于盘状件2的下端面,凸起15下端面与金属骨架7的距离和金属骨架7与圆盘状凹槽13的距离相同,凸起15中心设有中心槽16,中心槽16与圆柱状凸起15连接,第二螺孔贯穿中心槽16连通盘状件2的上端面和下端面。能够通过盘状件2和将注胶容器配合将磁钢8、金属骨架7、纤维织布及磁钢保护环6固定,便于通过注胶容器进行注胶,能够在注胶时让胶水无法外流从而进入转子各结构的缝隙之间。凸起外缘面连接有密封圈,密封圈用于将注胶容器内部和外界的隔离,从而保持真空并放置胶水外漏。
在使用时,依次将金属外环、扇形磁钢、一半纤维织布、金属骨架、另一半纤维织布按照凹槽放入注胶容器中并盖上盘状件,在第二螺孔和螺孔内拧紧一根中心螺栓进行中心固定,将螺栓和固定孔一一拧紧进行边缘固定,凸起将纤维织布和磁钢压紧,将顶部圆孔与抽真空设备连接,注胶时空气从盘状件顶部的顶部圆孔排出。
如图6所示,本发明公开了一种注胶式轴向磁通电机转子制作方法,包括如下步骤:S1、将金属外环和扇形磁钢8放入注胶容器中;S2、将裁剪后的纤维织布铺到注胶容器内;S3、将金属骨架7放入注胶容器内并粗定位;S4、再次铺相同数目的纤维织布到注胶容器中;S5、将注胶容器锁紧,将注胶容器内抽真空后将胶水注入注胶容器中;S6、定形。将金属保护环、扇形磁钢8、纤维织布及金属骨架7依次放入注胶容器,使其按照安装位置固定,然后进行注胶定形,成形率高,工艺方便。S6中包括对注胶完成的注胶容器整体进行加热固化,将固化后的注胶式轴向磁通电机转子冷却并进行孔位加工和外圆车加工。通过对加热固化后的整体进行加工,减少加工难度,降低加工精度要求。孔位加工和外圆车加工后进行转子动平衡和整体充磁。从而完成转子的制作,避免加工时对转子的磁通性能造成影响。
在使用时,依次将金属外环、扇形磁钢、一半纤维织布、金属骨架、另一半纤维织布按照凹槽放入注胶容器中并盖上盘状件,拧紧所有螺栓后通过注胶部进行注胶,注胶完成后将整体加热固化,冷却加工,将注胶容器和盘状件打开即可得到轴向磁通电机转子。
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
- 一种轴向磁通双转子电机定子铁芯的生产工装及制作方法
- 一种轴向磁通电机转子用注胶模具