一种激光复合焊接方法
文献发布时间:2024-01-17 01:15:20
技术领域
本发明涉及金属焊接技术领域,特别涉及一种激光复合焊接方法。
背景技术
激光复合焊技术是近年来随着激光焊接技术应用不断扩展的背景下出现的一种新型焊接技术,激光和电弧能量同时作用,电弧焊的低温低密度的电弧等离子体使得光致等离子体云被稀释,激光能量传输效率提高;同时电弧对母材进行加热,使母材温度升高,母材对激光的吸收率提高,焊接熔深增加;激光熔化金属,为电弧提供自由电子,降低了电弧通道的电阻,电弧的能量利用率也提高,从而使得总的能量利用率提高,熔深大大增加;激光束对电弧还有聚焦、引导作用,使得焊接过程中的电弧更加稳点。二者相互促进,互有增益,实现了1+1>2的技术特性。激光复合焊常应用在中厚板的焊接中,具有焊接熔深大,焊接变形小,焊接速度快等优势。
目前的激光复合焊技术,对于焊缝间隙要求比较高,要求待焊接的间隙不大于0.5mm(极限情况可扩展到0.8mm),该工艺的桥接能力比较差,在实际的工程焊缝间隙常常出现局部超出该范围值,导致局部焊缝不合格。同时,激光复合焊工艺窗口很窄,焊接过程中常常在焊缝底部出现驼峰的现象,制约了激光复合焊接技术的推广应用,针对该问题有大量的研究和工艺探索,希望可以找到一个有效抑制驼峰现象的工艺方案。
发明内容
本发明要解决的技术问题是提供一种激光复合焊接方法,可以有效提高该焊接技术的桥接性能,并改善焊缝成型能力,且可以基本抑制焊缝底部驼峰的的出现。其技术方案如下:
本发明的一种激光复合焊接方法,该方法包括以下步骤:
将待焊接的第一基材和第二基材按照预定焊接方式对接形成焊接部,或者,当所述第一基材和所述第二基材的厚度超过12mm时在所述第一基材和所述第二基材相对端开具Y型坡口以形成所述焊接部;
电弧焊枪产生的高能电弧在所述焊接部熔化焊丝,形成焊接熔池,激光源产生的激光束经过振镜偏转装置后在预定范围内摆动并照射到所述焊接熔池内,在设定范围内对焊接熔池内的材料进行加热;
所述高能电弧和所述激光束共同对所述焊接熔池作用以生成焊缝组织。
进一步地,通过所述振镜偏转装置的旋转或者摆动来实现所述激光束的反射和摆动,所述激光束在焊接熔池内形成“一”字型、圆形、椭圆形、“8”字型或者“∞”型的摆动形状,所述激光束的摆动幅度小于或者等于4mm。
进一步地,所述激光束照射到所述焊接熔池内的位置与焊丝前端相距0.5mm-6mm,且所述激光束的照射点按照设定轨迹进行循环运动。
进一步地,所述高能电弧与所述第一基材或/和所述第二基材呈10°-60°夹角,所述激光束与所述第一基材或/和所述第二基材呈75°-90°夹角。
进一步地,所述激光束的激光能量为1000W-20kW,所述高能电弧的电弧能量为800W-20kW。
进一步地,所述激光束的摆动通过激光头内部振镜实现,或者通过激光头固定机构的摆动实现;所述高能电弧采用等离子束、电子束替代。
本发明提供的激光复合焊接方法的有益效果是:
通过振镜对激光源进行偏转,获得有效作用范围超过激光焦点宽度的摆动光束;利用摆动激光束进行激光复合焊接,可以有效解决现有激光复合焊技术中焊接驼峰和桥接能力差的问题,可以极大的拓宽激光复合焊工艺的适用性。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
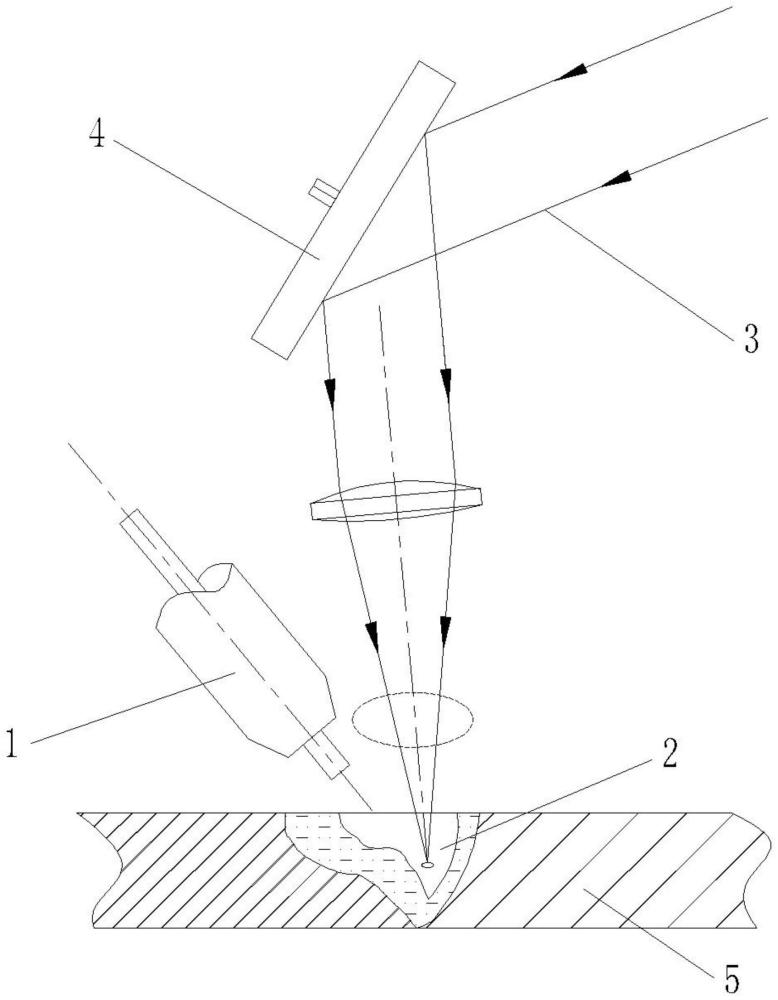
图1是本发明实施激光复合焊接方法时的示意图;
图2是本发明激光复合焊接方法实施5mm板厚对接焊缝切面照片,其中,焊缝间隙1.5mm;
图3是本发明激光复合焊接方法实施5mm厚侧接焊缝切面照片。
具体实施方式
为了使本技术领域的人员更好地理解本发明实施例中的技术方案,并使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式作进一步的说明。
在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
请参考图1至图3,本实施例的一种激光复合焊接方法,该方法包括以下步骤:
将待焊接的第一基材和第二基材按照预定焊接方式对接形成焊接部,或者,当第一基材和第二基材的厚度超过12mm时在第一基材和第二基材相对端开具Y型坡口以形成焊接部;
电弧焊枪产生的高能电弧1在焊接部熔化焊丝,形成焊接熔池2,激光源产生的激光束3经过振镜偏转装置4后在预定范围内摆动并照射到焊接熔池2内;
高能电弧1和激光束3共同对焊接熔池2作用以生成焊缝组织5。
优选地,通过振镜偏转装置4的旋转或者摆动来实现激光束3的反射和摆动,激光束3在焊接熔池内形成“一”字型、圆形、椭圆形、“8”字型或者“∞”型的摆动形状,激光束3的摆动幅度小于或者等于4mm。
优选地,激光束3照射到焊接熔池2内的位置与焊丝前端相距0.5mm-6mm,且激光束3的照射点按照设定轨迹进行循环运动。
优选地,高能电弧1与第一基材或/和第二基材呈10°-60°夹角,激光束3与第一基材或/和第二基材呈75°-90°夹角。
优选地,激光束3的激光能量为1000W-20kW,高能电弧1的电弧能量为800W-20kW。
优选地,激光束3的摆动通过激光头内部振镜实现,或者通过激光头固定机构的摆动实现;高能电弧1采用等离子束、电子束替代。
本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其它实施例的不同之处。
以上结合附图对本发明的实施方式作出详细说明,但本发明不局限于所描述的实施方式。对本领域的技术人员而言,在不脱离本发明的原理和精神的情况下对这些实施例进行的多种变化、修改、替换和变型均仍落入在本发明的保护范围之内。
- 一种用于激光焊接的聚酯复合材料及其制备方法
- 一种高强镁合金厚板的激光复合焊接工艺方法
- 一种激光-搅拌摩擦复合焊接大厚度板材的方法
- 激光电弧复合焊接方法和激光电弧复合焊接设备
- 激光-电弧复合焊接方法和激光-电弧复合焊接系统