一种涡桨飞机发动机整流唇口及其柔性整体成形方法
文献发布时间:2024-01-17 01:19:37
技术领域
本申请涉及飞机制造领域的一种钣金塑性成形技术,具体是一种涡桨飞机发动机整流唇口及其多道次区域渐变柔性整体成形方法。
背景技术
飞机发动机整流唇口是与飞机短舱衔接实现气动功能,确保发动机在超高频率、超高强度、冷热交替载荷下正常工作最为关键的零部件。从空气动力学角度出发,整流唇口越流线,不仅飞机阻力与扰流越小,而且作用于整流唇口的破坏力也更小,整流唇口服役寿命也越高。从使用功能角度出发,整流唇口需要轻质、坚韧、耐热、热传导性好。目前国际上针对涡桨发动机整流唇口尚实现钣金整体成形,可能实现的技术手段主要有复材和3D打印成形,但均未装机应用。原因是复材热传导差无法满足散热除冰要求,而3D打印产品为铸态组织,无法满足工作环境长期高频率、高强度抗震韧性要求。钣金材料高致密度、坚韧性突出优点,从冷兵器时代到现代航空、航天、汽车等领域广泛应用已达数千年,因此作为飞机气动部位关键零件,钣金加工整流唇口仍然是国际公认最可靠的技术手段。采用钣金塑性加工整体、流线的整流唇口,在结构轻量化同时,还能显著提高气动效率及服役寿命。
公知,整流唇口用途是保护发动机内部燃油管路、精密控制系统等正常工作。但是受涡桨发动机内部结构影响,其整流唇口结构形状与涡扇发动机结构有本质的区别,气动设计结构以及整体制造可实现性一直是制约飞行性能、服役寿命的重大难题。现有国际上涡桨发动机唇口多数为两至三个大小及高度不等、相互独立的立体环状进气口组成多阶梯壳体结构。主要存在如下缺陷:一是独立进气口之间过渡区域流线性较差,且存在垂直于航向的间隙甚至较大的扰流平面;高速飞行时既导致动力损失,又产生影响飞行的扰流。二是独立进气口间过渡区域形状棱角尖锐,不利于实现整体成形,必须采取多段分体加工,在整体装配到发动机上后配合精度差。三是在焊铆组合过程中在容易变形、存在增重、影响美观、结构强度等诸多缺陷。另外为了解决现有分体整流唇口因分段制造,导致装配精度差等方面缺陷,国内专利公开号CN110434216A、CN110899501A、CN114160700A等均公开了发动机唇口整体成形方法。上述现有技术均仅针对结构近似圆环、变形原理相对简单的单个进气口整流唇口整体成形。对于形状复杂的涡桨发动机整流唇口,长期以来不得不采取分体铆焊组合结构,实现整体成形一直是国际塑性成形领域长期未攻克的极端难题。
发明内容
为了克服现有涡桨发动机整流唇口结构流线性较差,因形状过于复杂整体成形面临死皱与破裂两个极端矛盾并存、影响气动效率、制约整体成形、服役性能等方面的难题。本申请的目的之一在于提供一种外形流线的涡桨发动机整流唇口;本申请的目的之二在于提供一种涡桨发动机整流唇口的整体柔性成形方法。
一种涡桨飞机发动机整流唇口,其特征在于:所述涡桨飞机发动机整流唇口为整体成形的金属钣金壳体结构,其上设有三个独立的进气口,第一进气口位于壳体结构的上部,是近似圆形整流壳体,第二进气口位于壳体结构的中部,是近似方形整流壳体,第三进气口位于壳体结构的下部,是近似椭圆形整流壳体,每个进气口含有内侧壁和外侧壁,内侧壁和外侧壁顶部连贯为抛物线形状,三个进气口的内侧壁相互独立,三个进气口的外侧壁连贯衔接为整体。
进一步地,所述涡桨飞机发动机整流唇口的第二进气口外侧壁高度及宽度均小于第一进气口及第三进气口高度及宽度,第二进气口的外侧壁将第一进气口和第三进气口的外侧壁通过反翘马鞍曲面流线衔接。
实现上述涡桨飞机发动机整流唇口的整体成形方法,已知该整流唇口的设计数模,其特征在于包含以下步骤及内容:
1)根据整流唇口的设计数模,构造第一工艺模型,第一工艺模型含有盆腔和第一法兰边,所述盆腔的侧壁包含第一进气口的内侧壁,盆腔的底部为工艺补充圆形底面,所述第一法兰边与第一进气口顶面处于同一高度平面,其轮廓与整流唇口外侧壁的平面展开轮廓匹配;
2)根据整流唇口的设计数模及第一工艺模型,构造第二工艺模型,第二工艺模型将第一工艺模型盆腔外侧的第一法兰边成形为第一进气口的外侧壁和第二进气口、第三进气口的第一过渡外形和第二法兰边,第一过渡外形为凸起的壳状体,第一过渡外形的边缘与第二进气口、第三进气口的外侧壁边缘匹配,第一过渡外形高度小于第二进气口、第三进气口的对应外侧壁高度,第二法兰边环绕在第一进气口的外侧壁和第一过渡外形的边缘上;
3)根据整流唇口的设计数模及第二工艺模型,构造第三工艺模型,第三工艺模型将第二进气口、第三进气口的第一过渡外形成形为第二进气口、第三进气口的第二过渡外形,将第二工艺模型的第二法兰边成形为第三法兰边,第二过渡外形外侧壁包含与第二进气口、第三进气口的外侧壁,第三法兰边环绕在整流唇口外侧壁边缘上;
4)根据整流唇口的设计数模及第三工艺模型,构造第四工艺模型,第四工艺模型上含有与第二进气口、第三进气口对应的第一环形槽、第二环形槽,第一环形槽的外侧壁与第二进气口的内侧壁匹配,第一环形槽的内侧壁顶部形成第一补充面,第二环形槽的外侧壁与第三进气口的内侧壁匹配,第二环形槽的内侧壁顶部形成第二补充面;
5)根据第一工艺模型对展开板料进行被动充液拉深,成形与整流唇口第一进气口对应的盆腔和第一法兰边,形成与第一工艺模型匹配的第一半成品;
6)根据第二工艺模型对第一半成品进行被动充液拉深,成形第一进气口的外侧壁、第二法兰边、以及第二进气口和第三进气口的第一过渡外形,形成与第二工艺模型匹配的第二半成品;
7)根据第三工艺模型对第二半成品主动充液拉深,使其下部的第一过渡外形胀大成形为第二过渡外形,第二过渡外形外侧壁包含第二进气口、第三进气口的外侧壁型面,形成与第三工艺模型匹配的第三半成品;
8)根据第四工艺模型对第三半成品橡皮成形,将第二进气口、第三进气口的第二过渡外形进行局部成形,在第二过渡外形上形成与第一环形槽和第二环形槽位置分别对应的第一环形筋和第二环形筋,形成第四半成品,第四半成品的第一环形筋和第二环形筋深度分别小于第一环形槽和第二环形槽高度;
9)对第四半成品中第一进气口对应的盆腔底部和第二进气口对应的第一环形筋底部,以及与第三进气口对应的第二环形筋底部进行切割去除后,再根据整流唇口的第四工艺模型对第四半成品进行橡皮成形,完成第一进气口、第二进气口、第三进气口内侧壁和外侧壁的完全成形,形成与第四工艺模型匹配的整流唇口成品。
进一步地,步骤1)中所述第一工艺模型的第一法兰边边缘距整流唇口外侧壁在第一法兰边上投影边缘间距为流线变宽度结构,投影边缘间距在马鞍曲面最小截面两侧处最宽。
进一步地,步骤2)中所述第二工艺模型的第二法兰边轮廓总体小于第一工艺模型的第一法兰边轮廓,第二法兰边为流线变宽度结构,其宽度在第一进气口的外侧壁区最窄,在第二进气口马鞍曲面最小截面两侧处最宽。
进一步地,步骤3)中所述第三工艺模型的第三法兰边与第二工艺模型的第二法兰边处于同一高度平面内,第三法兰边也为流线变宽度结构,第三法兰边与第二工艺模型第二法兰边在第一进气口至第二进气口马鞍曲面最小截面区轮廓匹配,第三法兰边在第三进气口的外侧壁区最窄,在第二进气口马鞍曲面最小截面两侧处最宽。
进一步地,步骤4)中所述第四工艺模型的第一环形槽与第二环形槽的宽度为15-20倍待成形板料厚度,第一环形槽的第一补充面与第二环形槽的第二补充面到第一环形槽与第二环形槽顶面高度差分别为第二进气口、第三进气口内侧壁宽度的0.10-0.15倍。
进一步地,步骤5)中所述第一半成品被动充液拉深变形分二个阶段,第一阶段对展开板料进行向上预胀形使第一工艺模型补充圆形底面形成浅球形鼓包,第二阶段将球形鼓包压平,并随盆腔深度增加持续升高液体压强,直至第一半成品盆腔完全成形。
进一步地,步骤6)中所述第二半成品被动充液拉深成形分三个阶段,第一阶段先随成形深度增加升高第一半成品下表面液体压强,在第二进气口马鞍曲面两侧形成吸皱鼓包;第二阶段随成形深度增加降低第一半成品下表面液体压强,使第二进气口马鞍曲面两侧吸皱鼓包逐步消失,并在第二进气口顶面形成有益开皱;第三阶段刚性合模自动消除有益开皱。
进一步地,步骤7)中所述第三半成品主动充液拉深胀形分两次进行,先预胀形使其下部的第一过渡外形沿第三进气口长度方向预胀大成形,预胀大后的第一过渡外形在第三进气口中还形成有储料鼓包;再终胀形使预胀大后第一过渡外形沿第三进气口深度方向胀大成形,第三进气口两侧第一过渡外形型面先产生悬空变形,后随液体增加又逐步完成贴模。
再进一步地,步骤7)中预胀形时在第二半成品第三进气口的第一过渡外形下表面填充软质固态混合物,终胀形时清理预胀大后的第一过渡外形下表面软质固态混合物。
更进一步地,步骤7)中使用的固态混合物具有体积可压缩、受高压可结块、自然状态受力可疏散、可循环使用特性。
进一步地,步骤8)中所述第四半成品橡皮预成形前,在第二进气口的第一环形槽、第三进气口的第二环形槽、第一环形槽的第一补充面、第二环形槽的第二补充面上涂油润滑。
有益效果
1)本申请整流唇口采用两端反翘马鞍曲面流线衔接外侧壁,使整流唇口整体外形流畅,无垂直航向扰流平面,易于实现整流唇口与发动机短舱蒙皮直接流线对接,气流作用于整流唇口产生分流既可减少飞行阻力,又减少超高速气流对整流唇口的破坏,同时气流又可通过进气口为发动提供充足空气用于燃烧或内部降温,提高发动机燃效比。
2)本申请针对整流口整体因存在成形深度差、截面突变、形状复杂面临死皱与破裂并存难题,采取柔性逐区渐变工艺方案,通过多道次变形量分配,借助非有效型面充分减薄,有利于降低有效型面形变损伤,提高服役寿命。
3)本申请第一半成品采用预胀形与被动充液拉深成形相结合方法,利用工艺补充圆形底部充分减薄储料,既利于减少法兰流料维持变形过程,又避免法兰超宽区阻力过大破裂,提高第一半成品成形极限及法兰边质量。
4)本申请第二半成品采用被动充液与传统刚性拉深合模相结合方法,既利于液体升压阶段通过反胀将马鞍曲面顶面材料转移至两侧,同时达到抑制顶面起皱与缓解两侧破裂目的,又利于尽量加大第二半成品成形后过渡外形,降低第三半成品主动充液时过渡外形变形量过大破裂风险。
5)本申请第三半成品主动充液通过持续双向支撑控制形变方向及贴模顺序,极大增加了最后贴模区域参与变形面积,既避免因大悬空区先贴膜随液体压强增加摩擦增大导致第三进气口外侧壁两侧破裂,又可避免已成形马鞍曲面中部及两侧再次起皱。
6)本申请整第四半成品橡皮时,利用材料双拉受力方式预变形,可以促进中部第一补充面、第二补充面充分减薄储料,并完成实现较大预成形量,利于降低第二进气口、第三进气口内侧壁边缘减薄量。
因此本申请采取的多道次柔性整体成形方法,不仅能突破传统方法材料成形极限,而且能制造壁厚更均匀、低疲劳损伤的复杂整体整流唇口。
以下结合实施例附图对本申请作进一步详细描述:
附图说明
图1是本申请整流唇口结构示意图。
图2是本申请整流唇口的第一工艺模型结构示意图。
图3是本申请整流唇口的第二工艺模型结构示意图。
图4是本申请整流唇口的第三工艺模型结构示意图。
图5是本申请整流唇口的第四工艺模型结构示意图。
图6是本申请整流唇口第一半成品成形过程原理示意图。
图7是本申请整流唇口第二半成品马鞍曲面成形过程原理示意图。
图8是本申请整流唇口第三半成品第二过渡外形预胀形原理示意图。
图9是本申请整流唇口第三半成品第二过渡外形终胀形原理示意图。
图10是本申请整流唇口第四半成品橡皮局部成形原理示意图。
图11是本申请整流唇口内侧壁和外侧壁完全成形原理示意图。
图中编号说明:1.整流唇口,2.第一进气口,3.第二进气口,4.第三进气口,5.内侧壁,6.外侧壁,7.马鞍曲面,8.第一工艺模型,9.盆腔,10.第一法兰边,11.圆形底面,12.第二工艺模型,13.第一过渡外形,14.第二法兰边,15.第三工艺模型,16.第二过渡外形,17.第三法兰边,18.第四工艺模型,19.第一环形槽,20.第二环形槽,21.第一补充面,22.第二补充面,23.投影边缘,24.最小截面,25.第一半成品,26.第二半成品,27.第三半成品,28.第四半成品,29.第一环形筋,30.第二环形筋,31.球形鼓包,32.吸皱鼓包,33.有益开皱,34.固态混合物,35.储料鼓包。
具体实施方式
首先介绍本申请整流唇口结构及其气动特性优点。
参照附图1,本申请涡桨飞机发动机整流唇口1为整体成形的金属钣金壳体结构,其上设有三个独立的进气口,第一进气口2位于壳体结构的上部,是近似圆形整流壳体,第二进气口3位于壳体结构的中部,是近似方形整流壳体,第三进气口4位于壳体结构的下部,是近似椭圆形整流壳体,每个进气口含有内侧壁5和外侧壁6,内侧壁和外侧壁顶部连贯为抛物线形状,三个进气口的内侧壁5相互独立,三个进气口的外侧壁6连贯衔接为整体。需要强调的是,所述涡桨飞机发动机整流唇口的第二进气口3高度及宽度均小于第一进气口2及第三进气口4高度及宽度,第一进气口和第三进气口外侧壁6通过第二进气口处两端反翘马鞍曲面7流线衔接。针对该整流唇口结构,需要解释如下三个方面:一是工作时气流经过整流唇口1抛物线形状内侧壁5和外侧壁6产生分流,部分气流进入发动机内部为燃烧与冷却提供所需空气,既可明显减少飞行扰流及迎风飞行阻力,又能提高发动机燃效比。二是在塑性成形工艺性方面,整流唇口1流线性越好,越利于提高整体成形可实施工艺性,既可降低因多段复杂型面的装配难度,又可避免分体式唇口对缝处结构强度缺陷,显著提高服役寿命。三是整流唇口1实现整体成形,不仅避免传统分体结构装配精度差,焊铆组合变形等问题,又便于装配时整流唇口1与不规则八字形短舱蒙皮直接流线对接,提高发动机气动区整体装配精度。因此本申请整流唇口1与传统分体涡桨发动机唇口比较,具有飞行阻力小,燃效比高、装配简单、服役寿命高等显著优势。
其次介绍本申请整流唇口实现整体成形的工艺方法。
参照附图1至附图11,根据该整流唇口的设计数模,其实现整体成形主要步骤及内容如下:
步骤1)参照附图1、附图2,根据整流唇口1的设计数模,构造第一工艺模型8,第一工艺模型8含有盆腔9和第一法兰边10,所述盆腔9的侧壁包含第一进气口2的内侧壁5,盆腔的底部为工艺补充圆形底面11;所述第一法兰边10与第一进气口2顶面处于同一高度平面,其轮廓与整流唇口外侧壁6的平面展开轮廓匹配。需要解释说明两点:一是所述第一工艺模型8盆腔高度略大于第一进气口的内侧壁5高度,增加高度主要目的是构造补充圆角,满足成形需求。二是所述第一工艺模型8的第一法兰边10边缘距整流唇口外侧壁6在第一法兰边上投影边缘23间距为流线变宽度结构,投影边缘23间距在马鞍曲面最小截面24两侧处最宽,增加此处法兰尺寸原因是后续成形过程该区域承受剪切应力较大,目的是提高后续成形时法兰抗剪载荷能力。
步骤2)参照附图2、附图3,根据整流唇口1的设计数模及第一工艺模型8,构造第二工艺模型12。第二工艺模型12将第一工艺模型8盆腔外侧的第一法兰边10成形为第一进气口2的外侧壁6和第二进气口3、第三进气口4的第一过渡外形13和第二法兰边14。第一过渡外形13为凸起的壳状体,第一过渡外形13的边缘与第二进气口3、第三进气口4的外侧壁6边缘匹配,第一过渡外形13高度小于第二进气口2、第三进气口4对应外侧壁6高度。第二法兰边14环绕在第一进气口的外侧壁6和第一过渡外形13的边缘上。需要解释说明两点:一是所述第二工艺模型第一进气口的外侧壁6高度略大于整流唇口第一进气口的外侧壁6高度;增加高度主要目的也是构造补充圆角,满足成形需求。二是所述第二工艺模型12的第二法兰边14轮廓总体小于第一工艺模型8的第一法兰边10轮廓,第二法兰边14为流线变宽度结构;其宽度在第一进气口的外侧壁6区最窄,在第二进气口马鞍曲面最小截面24两侧处最宽,原因是按第二工艺模型12成形以及后续成形过程该区域承受剪切应力,目的也是提高后续成形法兰抗剪载荷能力。
步骤3)参照附图3、附图4,根据整流唇口1的设计数模及第二工艺模型12,构造第三工艺模型15。第三工艺模型15将第二进气口3、第三进气口4的第一过渡外形13成形为第二进气口3、第三进气口4的第二过渡外形16,将第二工艺模型12的第二法兰边14成形为第三法兰边17。第二过渡外形外侧壁6的包含第二进气口、第三进气口的外侧壁6;第三法兰边17绕在整流唇口外侧壁6边缘上。需要解释说明两点:所述第三法兰边17与第二工艺模型的第二法兰边14处于同一高度平面内,第三法兰边也为流线变宽度结构;原因是按第三工艺模型15成形时仅需将第一过渡外形13局部胀大形成为第二过渡外形16,因此第三法兰边17与第二法兰边14轮廓在第一进气口到第二进气口马鞍曲面最小截面24区几乎保持不变。二是所述第三法兰边17在第三进气口4的外侧壁6区最窄,在第二进气口马鞍曲面最小截面24两侧处最宽;减少第三进气口的外侧壁6法兰是为了降低流料阻力,降低第二过渡外形16减薄;而增加马鞍曲面最小截面24两侧法兰是为了提高后续变形抗剪载荷能力。
步骤4)参照附图4、附图5,根据整流唇口1的设计数模及第三工艺模型15,构造第四工艺模型18,第四工艺模型上含有与第二进气口3、第三进气口4对应的第一环形槽19、第二环形槽20。第一环形槽的19外侧壁与第二进气口3的内侧壁匹配,第一环形槽的内侧壁顶部形成第一补充面21。第二环形槽20的外侧壁与第三进气口4的内侧壁匹配,第二环形槽的内侧壁顶部形成第二补充面22。需要解释说明两点:一是所述第四工艺模型的第一环形槽19与第二环形槽20的宽度为15-20倍待成形板料厚度。第一补充面21与第二补充面22到第一环形槽与第二环形槽顶面高度差分别为第二进气口3、第三进气口4内侧壁宽度的0.10-0.15倍;其目的是橡皮成形时需要加大工艺补充面减薄,但又要避免变形量过大破裂。二是再保留补充面状态成形,材料受力形式为双拉,减薄极限远高于单拉;采取此措施可以利用非有效型面充分减薄维持变形过程,使成形后第二进气口3、第三进气口4内侧壁形变减薄量明显降低,提高变形后薄弱区服役寿命。
步骤5)参照附图2、附图6,根据第一工艺模型8对展开板料进行被动充液拉深,成形与整流唇口第一进气口2对应的盆腔9和第一法兰边10,形成与第一工艺模型8匹配的第一半成品25。需要解释说明二点:一是所述第一半成品25被动充液拉深分二个阶段,在附图6左侧中,第一阶段对展开板料进行向上预胀形,使第一工艺模型8补充圆形底面11形成浅球形鼓包31。在附图6右侧中,第二阶段将球形鼓包压平后,并随盆腔9深度增加持续升高液体压强,直至第一半成品25盆腔完全成形。二是需要强调的是,预胀形目的是加大圆形底面11中部区减薄,充分利用非有效型面减薄进行储料;转移补充圆形底面11材料至内侧壁5,既降低第一法兰边10较宽区型面减薄量,又提高第一法兰边10表面质量及厚度均匀性。
步骤6)参照附图3、附图7,根据第二工艺模型12对第一半成品25进行被动充液拉深,成形第一进气口的外侧壁6、第二法兰边14、以及第二进气口和第三进气口的第一过渡外形13,形成与第二工艺模型匹配的第二半成品26。需要强调的是:所述第二半成品26被动充液拉深变形分三个阶段,在附图7左侧中,第一阶段先随成形深度增加升高第一半成品25下表面液体压强,在第二进气口马鞍曲面7两侧形成吸皱鼓包32。在附图7右侧中,第二阶段随成形深度增加降低第一半成品25下表面液体压强,使第二进气口马鞍曲面两侧吸皱鼓包32逐步消失,并在第二进气口顶面形成有益开皱33。在附图7右侧中,第三阶段刚性合模后自动消除有益开皱33。需要解释以下三点:一是第一过渡外形13形状对实现整体成形工艺性影响较大,第一过渡外形13过小时,成形第三半成品27的第二过渡外形16易破裂;而第一过渡外形13过大时,会面临第二进气口3中部起皱、第三进气口4两侧破裂相互矛盾难题。二是液体升压阶段第二进气口马鞍曲面7两侧因悬空变形类似吹气球,形成吸皱鼓包32,其目的防止马鞍曲面严重起皱;而降压阶段实质上更接近于传统刚性拉深,其目的是防止反胀压力过大破裂,因此液体降压后第二进气口马鞍曲面7两侧吸皱鼓包32会逐步消失,并在第二进气口顶面形成有益开皱33。三是为了解决升压与降压相互矛盾难题,其成形方法是被动充液与刚性拉深相结合,目的是在起皱不明显甚至来不及起皱情况下通过刚性合模自动消除有益开皱33,采取上述措施目的是尽量加大第一过渡外形13形状又避免死皱。
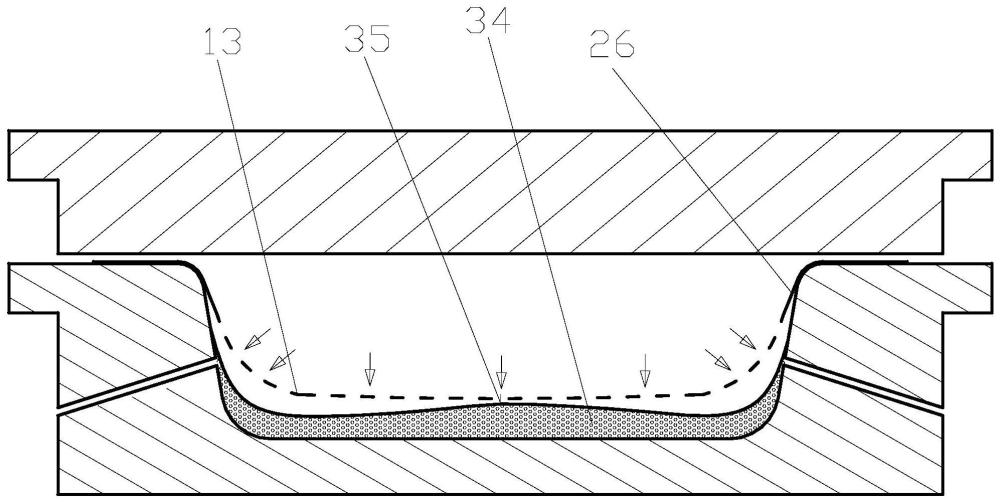
步骤7)参照附图4、附图8、附图9,根据第三工艺模型15对第二半成品26主动充液拉深,使其下部的第一过渡外形13胀大成形为第二过渡外形16。第二过渡外形外侧壁包含第二进气口3、第三进气口4的外侧壁,形成与第三工艺模型15匹配的第三半成品27。需要强调的是:所述第三半成品27主动充液拉深胀形分两次进行,预胀形时,在第二半成品26第三进气口的第一过渡外形13下表面填充固态混合物34;目的是使第一过渡外13形沿第三进气口4长度方向预胀大成形,预胀大后的第一过渡外形13在第三进气口中还形成有储料鼓包35。终胀形时清理固态混合物34,使预胀大后第一过渡外形13沿第三进气口4深度方向胀大成形,第三进气口两侧第一过渡外形13先产生悬空变形,后随液体增加又逐步完成贴模。需要解释以下三点:一是传统主动充液缺点是悬空较大、且平缓区易先贴模,随着液体压强增加模具与材料摩擦阻力增加,第三进气口4两侧相对小圆角区最后贴模容易破裂;而且第二进气口2马鞍区两侧型面还会因变形不均容易起皱。二是预胀形时填充软质固态混合物34作用如下:目的之一是诱导第三进气口处第一过渡外形13型面优先沿第三进气口4长度方向胀大;目的之二是减少第二过渡外形16与模具产生摩擦,将维持变形传力区转移到厚度最大的法兰边内侧根部区,迫使第三法兰边17更多材料流入;目的之三是在第三进气口4在中部形成储料鼓包35,用于缓解第三进气口4两侧减薄;目的之四是加大第一过渡外形13开始变形的初始压强,使其内、外表面在双向高压状态下变形,预防第二进气口2马鞍区型面变形支撑力不足起皱。三是固态混合物34的成分要求为湿润泥土、细砂、锯木面、塑料等组成疏松混合细颗粒;其目的是具有一定体积可压缩特性,且受高压能结块,便于清理,自然状态受力能疏散,可循环使用。上述措施最终目的不仅是预防本步骤胀形破裂,而且还要保留足够厚度,为第四半成品28橡皮成形加大补充面变形量创造条件。
步骤8)参照附图10,根据第四工艺模型18对第三半成品27橡皮成形,将第二进气口3、第三进气口4的第二过渡外形16进行局部成形。在第二过渡外形16上形成与第一环形槽19和第二环形槽20位置分别对应的第一环形筋29和第二环形筋30,形成第四半成品28。第四半成品的第一环形筋29和第二环形筋30深度分别小于第一环形槽19和第二环形槽20高度。需要强调以下两点:一是橡皮目的是利用非有效型面充分减薄维持变形过程,充分发挥材料双拉受力减薄极限高优点,使成形后第二进气口3、第三进气口4内侧壁边缘减薄明显降低。二是所述第四半成品橡皮成形前,在第二进气口的第一环形槽19、第三进气口的第二环形槽20、第一环形槽的第一补充面21、第二环形槽的第二补充面22上涂油润滑,目的是进一步提高补充面减薄均匀性。
步骤9)参照附图11,对第四半成品28中第一进气口对应的盆腔9底部和第二进气口对应的第一环形筋29底部,以及与第三进气口对应的第二环形筋30底部进行切割去除后。再根据第四工艺模型对切割后第四半成品28进行橡皮成形,完成第一进气口、第二进气口、第三进气口内侧壁5和外侧壁6的完全成形;形成与第四工艺模型18型面匹配的整流唇口1成品。需要解释的是:切割过程应力释放或受力第四半成品28会变形,因此橡皮成形目的有两个:一是对第二进气口3、第三进气口4内侧壁终成形;二是对第四半成品28切割变形进行整体校形。
最后为了便于本领域人员正确理解本申请技术内涵,需作进一步补充说明:
一是本申请涉及的涡桨发动机整流唇口整体成形是一项传统钣金塑性领域起皱与破裂相互矛盾的两个极端,是一项对成形工艺方案设计及实施技巧均追求极致的超高难度产品,建议非本领域专业水平不足人员不要随意模仿。本申请所涉及的技术方案每个环节力求将金属材料可成形性尽量发挥到极限,因此本申请说明书列举技术方案尽量为最优实施方案,但要着重强调该技术方法不是所有同类产品唯一实施方案。如果实施者根据同类产品形状差异、材料可成形工艺性等,适当调整技术方案达到类似整体成形目的应属本申请保护范围。
二是本申请重点保护范围如下:一是涡桨飞机发动机整流唇口设计结构,主要为整流唇口内侧壁相互独立和外侧壁流线衔接连贯为整体的结构特征,与整流唇口各进气口具体形状、尺寸或进气口数量或是否实现整体加工等无关,因此形状相近整流唇口,即便人为采用分体加工组合应属本申请保护范围。二是涡桨飞机发动机整流唇口整体成形工艺设计方案及实施方法,主要包括:类似产品采取先成形内侧,后成形外侧的形变顺序;过渡模型型面由小逐步增大、形状由浅逐步变深的区域渐变成形工艺构思方案;以及为了达到更好实施效果采取的成形方式、变形量分配、非有效型面材料转移补偿有效型面等实施要点。与是否采取刚性、柔性拉深手段或采取渐变的次数及渐变过渡模型具体形状无关。因形状相对简单或变形量相对较小类似产品,单纯借鉴工艺模型构思方案或有意替换每个实施环节操作方法,比如将柔性拉深改刚性拉深、适当增加或减少具体步骤,也可达到相近效果,因此借鉴本申请其中部分技术用于类似产品成形,也应属本申请保护范围。
- 一种飞机发动机环形唇口的整体成形模具及成形方法
- 一种飞机发动机唇口整体成形装置及方法