一种钢丝绳与枇杷头焊接方法
文献发布时间:2024-01-17 01:21:27
技术领域
本申请涉及钢丝绳焊接领域,特别是一种钢丝绳与枇杷头焊接方法。
背景技术
枇杷头是起重的重要工具,无论是吊运物件还是吊机设备本身,它都离不开枇杷头,比如船舶的克令吊、船舶起重船等吊机,船舶在修理过程中,需要经常更换与枇杷头连接的受损钢丝,其中,枇杷头与钢丝绳的固定方式尤为重要。
现有的钢丝绳主要采用编结法、绳卡固定法、压套法、斜楔固定法、压板固结法、灌铅法等方法进行固定,然而以上几种方法都是厂家在生产新的钢丝绳时使用的方法,但在船舶的修理过程中,要更换枇杷头中的新的钢丝绳时就无法进行了,比如克林吊的钢丝与吊钩的链接(单股钢丝链接),因为这些船舶的起重设备,都是使用单股钢丝,主要原因是使用双股钢丝,吊塔机房和设备要比单股钢丝的空间大,成本也要大,对一艘货船多台克林吊来说,这些因素是影响整艘船设备布局的,因此在钢丝使用一段时间后的更换,采取何种方法来进行钢丝与吊钩来连接是人们关心的问题。
发明内容
有鉴于此,本申请提供了一种钢丝绳与枇杷头焊接方法,用于实现钢丝绳与吊钩的枇杷头的焊接。
为了实现上述目的,现提出的方案如下:
一种钢丝绳与枇杷头焊接方法,包括:
对旧枇杷头进行除杂处理,得到待接枇杷头;
将钢丝绳末端从所述待接枇杷头尾部穿入,并将所述钢丝绳末端拆分成散状钢丝;
利用耐火泥封住所述待接枇杷头尾部;
在所述待接枇杷头尾部的耐火泥中,横向插入钢气管;
对所述待接枇杷头和所述散状钢丝进行预热加温;
将白合金灌注到加温后的所述待接枇杷头和所述散状钢丝;
利用所述钢气管通入氩气对灌注后的白合金进行冷却凝固,将所述钢丝绳末端与所述待接枇杷头焊接固定。
可选的,所述白合金为牌号ZSnSb11Cu6的锡基合金。
可选的,所述对旧枇杷头进行除杂处理,得到待接枇杷头,包括:
利用风灯对所述旧枇杷头进行加热;
对加热后的所述旧枇杷头进行清洁;
利用保温布包裹对清洁后的旧枇杷头进行冷却,得到待接枇杷头。
可选的,将所述钢丝绳末端拆分成散状钢丝,包括:
将所述钢丝绳末端进行单元分股,得到多股分钢丝;
对所述多股分钢丝进行拆分,得到散状钢丝。
可选的,在利用耐火泥封住所述待接枇杷头尾部之前,还包括:
利用锅炉烟门带将所述待接枇杷头尾部包裹一周;
包裹后再利用所述耐火泥封住所述待接枇杷头尾部。
可选的,在利用所述钢气管通入氩气对灌注后的白合金进行冷却固定之前,还包括:
利用胶管接驳一段钢管,并将所述钢管从所述待接枇杷头尾部插入所述钢气管;
将所述氩气依次从所述胶管、所述钢管和所述钢气管通入对灌注后的白合金进行冷却固定。
可选的,在将白合金灌注加温后的所述待接枇杷头和所述散状钢丝之前,还包括对所述白合金的预处理过程,该过程包括:
将所述白合金熔化成液态白合金;
利用预热的金属勺对所述液态白合金进行搅拌除杂操作,得到除杂后的液态白合金;
将除杂后的液态白合金灌注加温后的所述待接枇杷头和所述散状钢丝。
可选的,所述金属勺由厚度不小于5mm的钢板压制而成。
从上述的技术方案可以看出,本申请实施例提供的一种钢丝绳与枇杷头焊接方法,通过除杂处理,可以去除旧枇杷头中的杂质和不良部分,得到质量更高的待接枇杷头,通过将钢丝绳末端拆分成散状钢丝,并利用耐火泥封住待接枇杷头尾部和横向插入钢气管,可以在白合金灌注加温后,通过冷却凝固的方式,实现钢丝绳末端与待接枇杷头之间的焊接固定,从而保证焊接的可靠性和稳定性。通过对待接枇杷头和散状钢丝进行预热加温,可以加快白合金灌注的流动速度和凝固时间,从而缩短整个加工过程的时间,提高生产效率。通过灌注白合金对待接枇杷头和散状钢丝进行焊接,可以实现更加均匀和牢固的焊接,从而提高整个产品的质量和可靠性。
附图说明
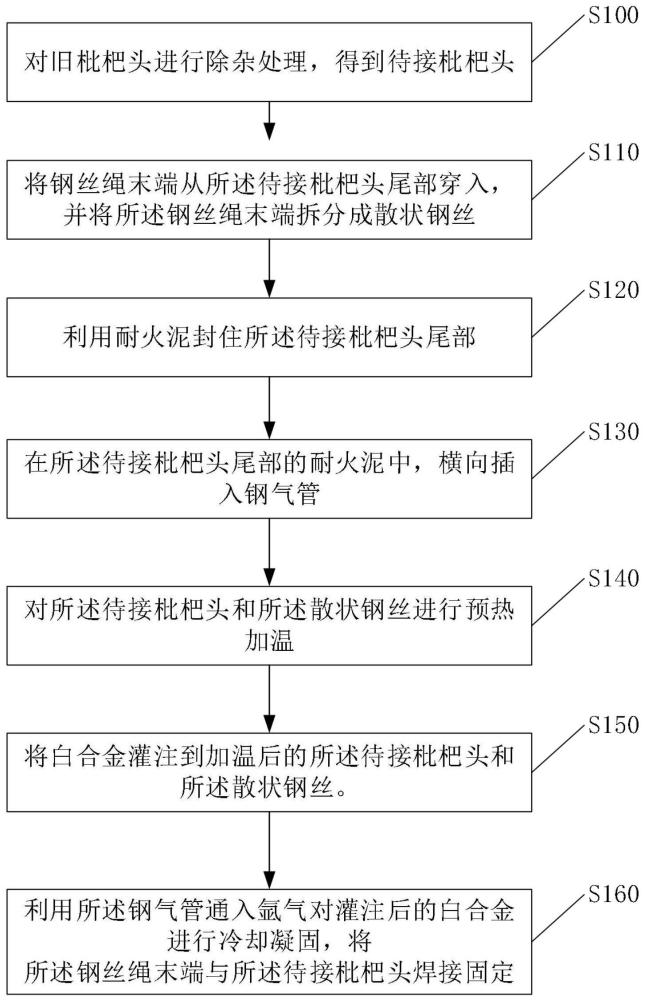
图1为本申请实施例提供的一种钢丝绳与枇杷头焊接方法流程图;
图2为本申请实施例提供的一种枇杷头除杂流程图;
图3为本申请实施例提供的一种白合金预处理流程图;
图4为本申请实施例提供的一种钢丝绳与枇杷头焊接结构示意图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
图1为本申请实施例提供的一种钢丝绳与枇杷头焊接方法,该方法可以包括以下步骤:
步骤S100、对旧枇杷头进行除杂处理,得到待接枇杷头。
具体的,旧枇杷头内往往会有之前断掉的钢丝、厂家加入的胶状物和铁锈等杂物,需要对旧枇杷头进行除杂处理,得到待接枇杷头。
步骤S110、将钢丝绳末端从所述待接枇杷头尾部穿入,并将所述钢丝绳末端拆分成散状钢丝。
具体的,可以将钢丝绳末端从待接枇杷头尾部穿入,将钢丝绳末端拆分成散状钢丝,散状钢丝有利于粘黏、附藏后续的焊材白合金。
步骤S120、利用耐火泥封住所述待接枇杷头尾部。
具体的,耐火泥可以是用水稀释的泥巴状,用于防止灌注白合金过程中溶液从枇杷头尾部流出太多的锡水,可以利用耐火泥封住待接枇杷头尾部。
步骤S130、在所述待接枇杷头尾部的耐火泥中,横向插入钢气管。
具体的,横向插入钢气管可以避免被锡水堵住出气口,为了便于冷却,可以在待接枇杷头尾部的耐火泥中,横向插入钢气管。
步骤S140、对所述待接枇杷头和所述散状钢丝进行预热加温。
具体的,以免引起锡水突然遇冷产生飞溅发生的安全事故,可以对待接枇杷头和散状钢丝进行预热加温,示例如加热到60-80℃。
步骤S150、将白合金灌注到加温后的所述待接枇杷头和所述散状钢丝。
具体的,可以把白合金灌注到加温后的待接枇杷头和散状钢丝,通过白合金可以将待接枇杷头和散状钢丝进行焊接。
步骤S160、利用所述钢气管通入氩气对灌注后的白合金进行冷却凝固,将所述钢丝绳末端与所述待接枇杷头焊接固定。
具体的,可以利用氩气对白合金进行冷却,利用钢气管通入氩气对灌注后的白合金进行冷却凝固,将钢丝绳末端与所述待接枇杷头焊接固定。
上述实施例可以通过去除旧枇杷头中的杂质和不良部分,得到质量更高的待接枇杷头,将钢丝绳末端拆分成散状钢丝,并利用耐火泥封住待接枇杷头尾部和横向插入钢气管,可以在白合金灌注加温后,通过冷却凝固的方式,实现钢丝绳末端与待接枇杷头之间的固定焊接,从而保证焊接的可靠性和稳定性。
在本申请的一些实施例中,下面对步骤S100、对旧枇杷头进行除杂处理,得到待接枇杷头的过程进行介绍,如图2所示,该过程可以包括如下步骤:
步骤S101、利用风灯对所述旧枇杷头进行加热。
具体的,利用风灯对旧枇杷头进行加热可以将旧枇杷头内的杂物示例如胶状物等进行软化,方便进行下一步操作。
步骤S102、对加热后的所述旧枇杷头进行清洁。
具体的,清洁方式示例如将旧枇杷头倒置,并进一步利用风灯的火焰对其灼烧,使得内部的胶状物脱落,之后可以通过毛刷抹布等工具对其表面进行清洁。
步骤S103、利用保温布包裹对清洁后的旧枇杷头进行冷却,得到待接枇杷头。
具体的,不可用水急速冷却,以免影响枇杷头材质变脆降低使用性能,需要利用保温布包裹对清洁后的旧枇杷头进行冷却,得到待接枇杷头。
在本申请的一些实施例中,下面对步骤S150、将白合金灌注到加温后的所述待接枇杷头和所述散状钢丝的过程进行介绍,该过程可以包括:
步骤S151、将所述钢丝绳末端进行单元分股,得到多股分钢丝。
具体的,钢丝绳可以由多股钢丝编织而成,可以先将钢丝绳末端进行单元分股,得到多股分钢丝。
步骤S152、对所述多股分钢丝进行拆分,得到散状钢丝。
具体的,每一股钢丝可以由多根最小单元的钢丝编织而成,可以进一步对股分钢丝进行拆分,得到散状钢丝。
在本申请的一些实施例中,在步骤S120、利用耐火泥封住所述待接枇杷头尾部之前,本申请还可以包括以下步骤:
步骤S170、利用锅炉烟门带将所述待接枇杷头尾部包裹一周。
具体的,锅炉烟门带具有耐高温防漏风的特性,可以在待接枇杷头尾部包裹一周锅炉烟门带。
步骤S180、包裹后再利用所述耐火泥封住所述待接枇杷头尾部。
具体的,在利用锅炉烟门带包裹后,可以再利用耐火泥封住待接枇杷头尾部,实施双重密封。
进一步的,在本申请一些实施例中,在步骤S160、利用所述钢气管通入氩气对灌注后的白合金进行冷却凝固之前,本申请还可以包括以下步骤:
步骤S190、利用胶管接驳一段钢管,并将所述钢管从所述待接枇杷头尾部插入所述钢气管。
具体的,胶管的另一端可以与氩气瓶连接,为了方便氩气瓶中的氩气输送以及防止高温熔化胶管,胶管的一端可以接驳一段钢管,并将钢管从待接枇杷头尾部插入钢气管。
步骤S200、将所述氩气依次从所述胶管、所述钢管和所述钢气管通入对灌注后的白合金进行冷却固定。
具体的,由于胶管、钢管和钢气管依次连接,可以将氩气依次从胶管、钢管和钢气管通入,对灌注后的白合金进行冷却,冷却后白合金起到了固定效果。
在本申请的一些实施例中,本申请还可以包括对白合金的预处理过程,如图3所示,该过程可以包括以下步骤:
步骤S210、将所述白合金熔化成液态白合金。
具体的,白合金原料可以是固体,可以利用炉灶或风灯作为热源对白合金进行熔化,将白合金熔化成液态白合金,可以利用厚壁6mm的钢板压制成一个锅头来溶炼白合金。
步骤S220、利用预热的金属勺对所述液态白合金进行搅拌除杂操作,得到除杂后的液态白合金。
具体的,白合金在熔化过程中会出现杂物,可以利用金手勺对液态白合金进行搅拌除杂,为防止金属勺在接触液态白合金出现冷凝的情况,可以对金属勺进行预热,即可以利用预热的金属勺对液态白合金进行搅拌除杂操作,得到除杂后的液态白合金。
步骤S230、将除杂后的液态白合金灌注加温后的所述待接枇杷头和所述散状钢丝。
具体的,在对液态白合金除杂后,为均匀的灌注液态白合金使得液态白合金与枇杷头和散装钢丝之间充分接触,并防止液态白合金冷凝,可以将除杂后的液态白合金灌注加温后的待接枇杷头和散状钢丝。
进一步的,上述实施例中的金属勺可以的由厚度不小于5mm的钢板压制而成示例如用5mm或6mm的钢板。其中,白合金可以是牌号为ZSnSb11Cu6的锡基合金,一种软基体上分布着硬颗粒相的低熔点轴承合金。有锡基、铅基、镉基三个系列。锡基巴氏合金的代表成分(质量分数)为:锑3%~15%,铜2%~6%,镉<1%,锡余量。具有减摩特性的锡基和铅基轴承合金,由美国人巴比特发明而得名,因其呈白色,又称白合金,乌金,具有减摩特性的锡基巴氏合金和铅基巴氏合金是唯一适合相对于低硬度轴转动的材料,与其它轴承材料相比,具有更好的适应性和压入性,广泛用于大型船用柴油机、涡轮机、交流发电机,以及其它矿山机械和大型旋转机械等。
下面介绍一种本申请方案的应用场景:
首先将旧钢丝绳的末端位置用风灯使用氧、煤气把它溶断,然后用高温溶化掉藏在枇杷头里面的钢丝,注意火焰对准钢丝来进行,通常厂家会加入一些胶物状,在融化过程中会产生燃烧的现象,最好的脱落方法就是在燃烧一段时间后将枇杷头倒置,然后火焰从枇杷头的未端(即钢丝进入方向,也是枇杷头的小头),从而得到完整的枇杷头外壳。
将枇杷头窝内里的胶渣、铁锈等杂物清除干净,可以使用风灯进行加温溶化,特别对胶浆灌注料,用火烤是最好的清除办法,确认旧浇注物干净之后,保温布包裹缓冷,切不可用水急速冷却,以免影响枇杷头材质变脆降低使用性能。
把新的钢丝拆开,根据使用的长度裁剪出来,将钢丝穿入枇杷头里面后,在钢丝的末端把整股钢丝的单元分股钢丝拆解分离开来,变成多股小体积的钢丝,钢丝拆解分离尺寸根据枇杷头包裹部分的长度(通常长度在140mm左右),然后再把多股分股钢丝完全拆解成每条钢丝,也就是越散越好,有利于粘黏、附藏后续的焊材白合金,如图4所示,图4提供了一种钢丝绳与枇杷头焊接结构示意图,包括钢丝绳、耐火泥、通气管(钢管)、拆散开的钢丝、枇杷头。
上述的步骤做好之后,将钢丝连接枇杷头的整套使用工装吊起来固定好,在吊起来之前先做一个工装,使用角钢做一个80mm高的操作平台,中间使用一段钢管,钢管直径根据枇杷头大小尺寸来选用,然后使用锅炉烟门带包裹一周再用锅炉耐火泥,这样做的目的是避免高温锡水直接流到泥巴引起爆炸,最后用水稀释耐火泥搅拌成泥巴状,把耐火泥泥巴封住枇杷头尾部,防止在灌注白合金过程中溶液从枇杷头尾部流出太多的锡水,另外在灌注白合金前要将枇杷头和钢丝加温后才灌注,以免引起锡水突然遇冷产生飞溅发生的安全事故。
在枇杷头末端(即穿钢丝的小头)使用一条6mm的胶管接驳一段4mm的钢管,利用钢丝拆分之间的缝隙,进行灌吹氩气的方法来进行末端锡水的快速凝固和保护,减小锡水从钢丝的缝隙里泄漏出来的流量,气体流量的控制使用减压阀来调节,具体的做法是:在泥巴中间横向插入钢气管(横插可以避免被锡水堵住出气口),没有灌注合金之前通气试验,查看是否有气体从枇杷头里冒出来,如出现被耐火泥堵塞,用钢丝插入通气管在确认有气源从枇杷头末端钢丝中出来后,才进行下一道工序的操作。
做一个炉灶,使用焦炭作为燃料,炉灶里面埋入一条风管,用于催燃焦炭的作用,如果没有空旷地方条件的,可以用风灯来代替焦炭进行加热,使用厚壁6mm的钢板压制成一个锅头来溶炼白合金,另外用一个5mm的直径150mm的钢板,压制一个勺子来舀白合金溶液,注意的是勺子每次去锅头里舀白合金溶液的时候,都要放到焦炭里面加热后才能去舀白合金溶液,否则会产生爆溅白合金液体出来,危害操作人员的安全问题,特别是眼睛的保护。
上述的物件准备好之后,用木柴透火然后放焦炭进去,在开始燃烧初期不要吹风,等到焦炭完全点燃之后才透风来调节火源的大小,正常情况下,在溶炼白合金的过程中才需要吹风,等到块状的白合金变成液体之后关闭吹风。如使用风灯来代替焦炭进行加热的,简便很多,可忽视这些焦炭加热的操作。
使用牌号为ZSnSb11Cu6的锡基合金为灌注料,将白合金的固体块件放入锅头溶化出液体之后,把勺子放到火源加热,然后用勺子搅拌白合金液体,目的是将白合金的杂物分离出来,每次搅拌之后会有一层粉状的杂物浮在液体的表面上,然后将这些杂物舀离出来,经多次反复搅拌、舀离出杂物使白合金液体更纯,它的目的是,使钢丝与枇杷头焊接更加牢固,避免焊接出来的产品出现质量问题。
在溶炼过程中,要计算好大概需要多少白合金液体来浇铸,避免在浇铸过程中出现不够液体来焊接的现象,如果发生这种状况的话,那么本次的浇铸就会失败,要从头重新再来,因此在溶炼时要充分考虑流失、杂质和烧损等因素,尽可能多放固体白合金块件进去溶炼,就算有多余的溶液,也可以在下次重复利用。当溶液准备好之后,用保温的方法(即保持液体不要固化)准备焊接。
上述步骤完成之后,开始进行注焊白合金,使用牌号为ZSnSb11Cu6的锡基合金为灌注料,首先将枇杷头加热到60-80℃,然后用微弱的火焰(不能开氧气)远距离对枇杷头里面拆散的钢丝烘热,跟着用压制的勺子将白合金溶液倒入枇杷头里,溶液经拆散的钢丝绳流入到每一处的空隙之中,待注满白合金溶液冷却之后,完成焊接。
这种方法的创新点在:(1)突破传统的锁扣的连接方法和穿插缠绕叉丝的传统工艺。(2)比传统的更加牢固,不会松动脱落,抗拉强度更高,安全系数更加有保障。(3)对于大型的起吊,这种将钢丝与枇杷头溶灌焊接在一起的方法更加符合稳固的要求。(4)灌吹氩气的方法来进行末端锡水的快速凝固和保护,减小避免锡水从钢丝的缝隙里泄漏出来的流量,(5)使用锅炉耐火泥,用水稀释耐火泥搅拌成泥巴状来封堵枇杷头起到有效的焊接灌注封堵作用。
这种钢丝绳应用于克林吊及大型起重起吊钢丝焊接连接,采取灌注锡基合金来使两者焊接,同时采用灌吹氩气的方法来进行末端锡水的快速凝固和保护,减小避免锡水从钢丝的缝隙里泄漏出来的流量的方法,来达到船舶钢丝焊接符合起重设备的要求,实践生产证明本方法是稳固有效符合使用要求的。
最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间可以相互组合,且相同相似部分互相参见即可。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本申请。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本申请的精神或范围的情况下,在其它实施例中实现。因此,本申请将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种双头搅拌摩擦焊接装置及方法
- 一种搅拌摩擦焊接的搅拌头水冷却结构及冷却方法
- 一种基于有限元的钢丝绳芯输送带的钢丝绳排布分析方法
- 一种电梯钢丝绳头连接件焊接系统
- 一种电梯钢丝绳头连接件焊接系统