小型预制构件翻转脱模设备
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及混凝土预制构件生产的技术领域,尤其涉及小型预制构件翻转脱模设备。
背景技术
对于混凝土预制构件在生产过程中,需要在工地现场需要制模、现场浇注等工序,成型后需要脱模。
传统的生产方式一般使用采用人工敲击模具实现脱模,费时费力,且模具与敲击锤直接接触,模具受力处容易破损,并且敲击只会让模具局部位置发生震动,因此会存在部分构件无法脱出甚至损坏的现象,影响后续生产的构件质量。
发明内容
本发明针对现有技术存在的不足,提供了小型预制构件翻转脱模设备,具体技术方案如下:
小型预制构件翻转脱模设备,包括:
环形架,设置有两组,两组所述环形架同轴线分布,所述环形架上开设有供模具进出的开口部;
机架,设置有两组,分别设置于两组环形架的底部,其中一组所述机架上设置有驱动件一,所述驱动件一能够带动环形架绕其轴线转动;
震动机构,所述震动机构包括沿水平方向设置于两组环形架之间的固定架,所述固定架一侧且位于两组所述环形架之间设置有移动架,所述固定架与移动架之间设置有震动组件;
输送机构,设置于移动架内,所述输送机构包括包括两组沿水平方向设置于移动架上的输送件,两组所述输送件之间设置有放置板,所述输送件沿移动架长度方向移动,控制模具进入以及移出;
其中,所述移动架侧壁并远离输送机构的一侧设置有限位部,所述限位部与输送机构相邻的一侧与模具相抵,所述输送机构上的模具在限位部的作用下,控制模具随环形架的旋转而翻转后脱模。
通过输送件将模具从开口部输送至该设备中,使得模具位于限位部与放置板之间,使得装有预制件的模具在翻转过程中不被甩出,启动驱动件一,驱动件一带动环形架转动,环形架带动震动机构旋转,震动机构通过输送机构带动模具翻转度,使得输送机构到达上方,启动震动组件,震动组件带动移动架上下震动,可以保证模具脱模完全。
所述震动组件包括设置于放置板上的震动电机,所述固定架和移动架的边角处均设置有三角板,同一竖直方向上的两组三角板之间设置有移动柱,所述移动柱的一端贯穿其中一组三角板并延伸至三角板外部,所述移动柱表面并位于两组三角板之间的一段缠绕有弹簧。
将移动柱设置于固定架和移动架的四角处,可以保证移动架的四个边角处能够同步震动,从而使得模具的各部位的同步震动,提高模具震动脱模的效果。
所述机架上并位于环形架两侧均设置有安装框,所述安装框内设置有限位辊,所述限位辊与环形架转动相抵,其中一组限位辊的端部与驱动件一传动连接。
通过限位辊可以将环形架进行支撑,并且可以环形架在转动过程中发生脱轨的问题。
所述驱动件一包括与限位辊相连的驱动辊,所述驱动辊与环形架之间传动设置有皮带,所述驱动辊的一端固定安装有电机一。
驱动辊带动对应位置处的环形架发生转动,从而使得该设备发生翻转。
所述输送件包括两组沿水平方向设置于移动架上的放置部,所述放置部的两端均转动连接有齿轮,沿所述移动架长度方向的两组齿轮之间绕设有输送链,沿所述移动架宽度方向的两组齿轮之间设置有转动轴,所述转动轴表面设置有驱动件二。
通过两组输送链可以将模具进行移出或移入。
所述驱动件二包括设置于移动架上的电机二,所述电机二的输出端设置有主动轮,所述转动轴表面固定套接有与主动轮相适配的从动轮。
电机二通过主动轮带动从动轮转动,从动轮带动转动轴转动。
所述输送机构的下方设置有移动车,所述移动车上设置有升降台。
通过升降台可以将脱模的预制件进行承托。
本发明的有益效果:
通过输送件将模具从开口部输送至该设备中,使得模具位于限位部与放置板之间,使得装有预制件的模具在翻转过程中不被甩出,启动驱动件一,驱动件一带动环形架转动,环形架带动震动机构旋转,震动机构通过输送机构带动模具翻转度,使得输送机构到达上方,启动震动组件,震动组件带动移动架上下震动,在放置板将震动力进行传递,因此可以使得模具各个位置能够同步震动,可以保证模具脱模完全。
附图说明
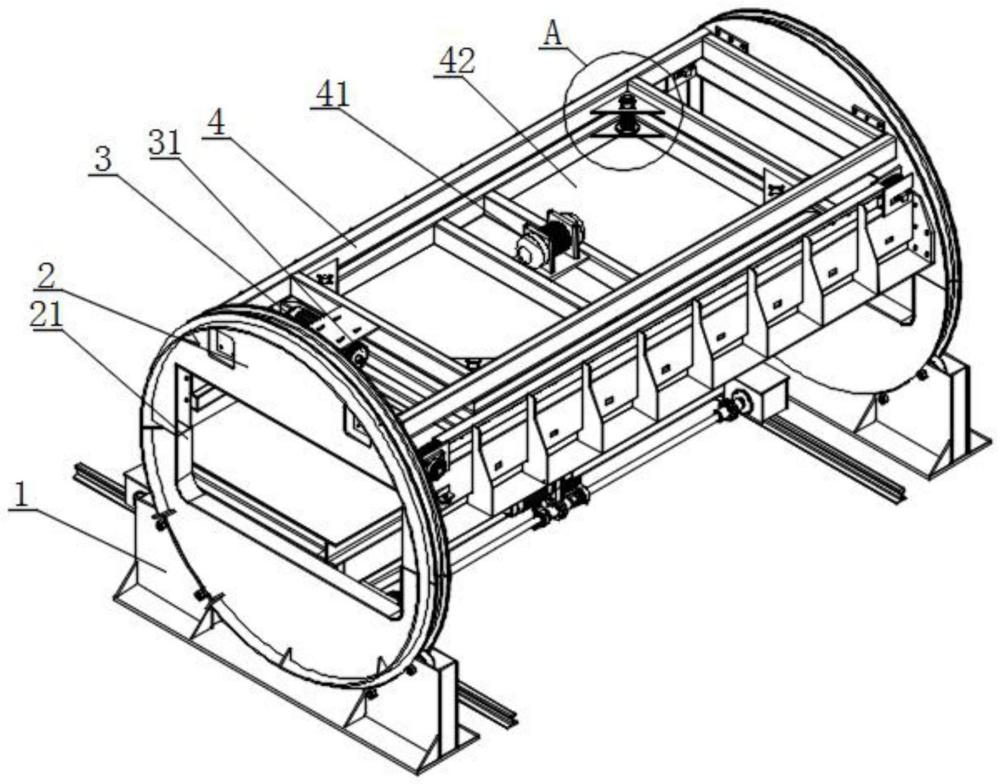
图1为本发明整体结构示意图;
图2为本发明中图1中A处放大结构图;
图3为本发明中实施方式中状态图之一
图4为本发明中实施方式中状态图之一;
图5为本发明中输送机构的结构示意图;
图6为本发明中驱动件二的结构示意图;
图7本发明中放置部的结构示意图;
图8本发明中环形架与驱动件一的连接结构示意图;
图9本发明中驱动件一的结构示意图。
附图标记:1、机架;11、安装框;12、限位辊;13、驱动辊;14、电机一;2、环形架;21、开口部;3、电机二;31、主动轮;4、固定架;41、震动电机;42、放置板;43、三角板;44、弹簧;45、移动柱;46、移动架;461、限位部;47、放置部;5、转动轴;51、从动轮;52、输送链;53、齿轮;6、移动车;61、升降台。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
小型预制构件翻转脱模设备,包括:
环形架2,设置有两组,两组所述环形架2同轴线分布,所述环形架2上开设有供模具进出的开口部21;
机架1,设置有两组,分别设置于两组环形架2的底部,其中一组所述机架1上设置有驱动件一,所述驱动件一能够带动环形架2绕其轴线转动;
震动机构,所述震动机构包括沿水平方向设置于两组环形架2之间的固定架,所述固定架4一侧且位于两组所述环形架2之间设置有移动架46,所述固定架4与移动架46之间设置有震动组件;
输送机构,设置于移动架46内,所述输送机构包括包括两组沿水平方向设置于移动架46上的输送件,两组所述输送件之间设置有放置板42,所述输送件沿移动架46长度方向移动,控制模具进入以及移出。
其中,所述移动架46侧壁并远离输送机构的一侧设置有限位部461,所述限位部461与输送机构相邻的一侧与模具相抵,所述输送机构上的模具在限位部461的作用下,控制模具随环形架2的旋转而翻转后脱模。
放置有预制件的模具从上工位传输下来以后,输送机构先处于下方,参考图3,输送件将模具从开口部21输送至该设备中,使得模具位于限位部461与放置板42之间,使得装有预制件的模具在翻转过程中不被甩出,启动驱动件一,驱动件一带动环形架2转动,环形架2带动震动机构旋转,震动机构通过输送机构带动模具翻转180度,使得输送机构到达上方,参考图4,此时装有预制件的模具也翻转到位,启动震动组件,震动组件带动移动架46上下震动,在放置板42将震动力进行传递,因此可以使得模具各个位置能够同步震动,提高预制件的脱模成品率,脱模完成后,驱动件一带动环形件2回转180度,复位,使得输送机构位于开下方,输送件将脱模后的模具输送至下一工位,该翻转脱模设置等待下一次翻转,以此类推不断进行脱模作业。
在一个实施例中,参考图1和图2,所述震动组件包括设置于放置板42上的震动电机41,所述固定架4和移动架46的边角处均设置有三角板43,同一竖直方向上的两组三角板43之间设置有移动柱45,所述移动柱45的一端贯穿其中一组三角板43并延伸至三角板43外部,所述移动柱45表面并位于两组三角板43之间的一段缠绕有弹簧44。
具体的,震动电机41固定在放置板42上且远离模具的一侧,移动架46和固定架4之间通过移动柱45连接,震动电机41工作时,在弹簧44的作用下,放置板42带动移动架46可以上下震动,且移动柱45设置有四组,保证移动架46的四个边角处能够同步震动,从而使得模具的各部位的同步震动,提高模具震动脱模的效果。
在一个实施例中,参考图1、图8和图9,所述机架1上并位于环形架2两侧均设置有安装框11,所述安装框11内设置有限位辊12,所述限位辊12与环形架2转动相抵,其中一组限位辊12的端部与驱动件一传动连接。
具体的,安装框11与限位辊12均设置有四组,驱动件一与其中一组限位辊12连接,限位辊12一方面起到支撑环形架2的作用,另一方面通过限位辊12用于防止环形架2与支架脱离,环形架2可以在限位辊12上旋转。
在一个实施例中,参考图8和图9,所述驱动件一包括与限位辊12相连的驱动辊13,所述驱动辊13与环形架2之间传动设置有皮带,所述驱动辊13的一端固定安装有电机一14。
具体的,电机一14带动驱动辊13转动,驱动辊13与对应位置处的环形架2通过皮带连接,驱动辊13通过皮带带动对应的环形架2转动,从而带动整体转动。
为了便于将模具平稳的移入和移出,参考图5,所述输送件包括两组沿水平方向设置于移动架46上的放置部47,所述放置部47的两端均转动连接有齿轮53,沿所述移动架46长度方向的两组齿轮53之间绕设有输送链52,沿所述移动架46宽度方向的两组齿轮53之间设置有转动轴5,所述转动轴5表面设置有驱动件二,齿轮53设置有四组,沿水平方向设置的两组齿轮53之间绕设有输送链52,因此两组输送链52平行设置,输送链52与模具接触的端面与开口部21底部端面平行,便于模具的进出,模具进出时,驱动件二带动转动轴5转动,转动轴5带动与之相连接的两组齿轮53转动,两组齿轮53则分别带动两组输送链52转动,将模具运送。
在一个实施例中,参考图5、图6和图7,所述驱动件二包括设置于移动架46上的电机二3,所述电机二3的输出端设置有主动轮31,所述转动轴5表面固定套接有与主动轮31相适配的从动轮51,电机二3带动主动轮31转动,主动轮31带动从动轮51转动,从动轮51带动转动轴5发生转动。
为了使得脱模的预制件可以平稳的脱落,参考图4,所述输送机构的下方设置有移动车6,所述移动车6上设置有升降台61。
具体地,当输送机构转动至上方时,移动车6通过滑行轨道移动置输送机构的正下方,启动升降台61,使得升降台61向上移动与模具接触,当震动机构震动脱模时,预制件从模具中脱出,脱出的预制件可以落于升降台上,升降台61下降,移动车6带动升降台61移出输送机构的下方,完成一次接料。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明。
- 一种翻转振动式小型混凝土预制构件脱模装置
- 一种中小型混凝土预制构件自动脱模设备