电热板及其制备方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及电加热领域,尤其涉及一种电热板及其制备方法。
背景技术
目前供暖常用方式有:水暖、空调、碳晶地暖。其中水暖以烧煤为主,产生的废气,空气污染严重,电热转化效率低;空调加热,有噪音,且空气干燥,在温度处于零下时,辅热效果极差,严重影响舒适感;碳晶地暖,近几年新兴起的供暖产品,热转换效率和舒适度均有所提高,且大有取代传统水暖趋势,但是碳晶生产工艺不环保,油墨与清洗剂气味重,对环境很不友好,废气废水不可避免,切经过几年的使用发现电热转化效率逐年衰减。因此,寻找一种电热转化效率高,面状发热,整个生产过程无污染,无有毒物质产生,使用寿命长的环保清洁发热板是当下关注的重点。
金属箔片作为电热层的电热板,该发热板电热转化效率高,几乎无衰减,生产过程无废水废气产生,全程无污染,使用过程中纯金属箔发热,无有害辐射、无污染,对人体无害。但是现有技术中为了增强电热板的机械强度,金属箔片的厚度采用0.02mm-0.1mm,虽然金属箔片越厚其强度越高,但是电阻却越小,故设计的电热层功率越高,电热转化效率却低,比如0.1mm厚度的金属箔片由于其电阻和较细的导电线无异,故具有较低的电热转化效率。然而金属箔片厚度越小,在加工过程中又极易损坏,进而影响电热板的发热功能。
因此,亟需一种电热板及其制备方法来解决上述技术问题。
发明内容
本发明的目的是提供一种电热板,该电热板的电热层由片材和厚度为5-15μm的金属箔片复合形成,电热转化效率高且金属箔片不易损坏。
本发明的又一目的是提供上述电热板的制备方法。
为实现以上目的,本发明提供了一种电热板,从上到下依次包括第一绝缘层、电热层、第一胶层、第二绝缘层,电热层从上到下依次由片材和金属箔片复合形成,片材为PET片材或PE片材,金属箔片的厚度为5-15μm。
与现有技术相比,本发明提供的电热板的电热层由片材和厚度为5-15μm的金属箔片复合形成。相较于现有技术中常规使用的厚度为0.02-0.1mm金属箔片,本发明的厚度为5-15μm的金属箔片则具有较薄的厚度,较小的横截面积,较大的电阻,而电阻越大,电热层功率较小,则电热转化效率较高,同时PET片材或PE片材为绝缘耐温材料,PET片材或PE片材作为托底又能增强金属箔片的机械强度,故本发明的电热层采用片材和厚度为5-15μm的金属箔片复合,既可提高电热转化效率又使得金属箔片不易损坏。另,本发明提供的电热板还包括第一绝缘层、第一胶层及第二绝缘层,其中第一胶层有助于将金属箔片和第二绝缘层粘结到一起,从而增强电热板的机械强度,进而避免在电压较高和电流较大时,导热板的结构强度受到影响;而第一绝缘层、第二绝缘层不仅可对金属箔片起到绝缘保护的作用,还能起到散热的作用,利于节约能源。
较佳者,本发明的第一绝缘层为半固化片。半固化片在热压的条件下由于自身还有的挥发物的作用会逐渐软化直至完全变成液态,逐渐熔化的树脂会与PET片材或PE片材发生反应产生很好的结合力从而粘结一起。
较佳者,本发明的第二绝缘层从上到下依次设置有环氧树脂板和半固化片。电热层的金属箔片与第二绝缘层粘结,而金属箔片被切割成目标形状,故需要借由环氧树脂板做为介质,以使得半固化片固化后形成的板材平面平整进而对金属箔片绝缘保护。
较佳者,本发明的第一胶层的材料为环氧树脂胶。
较佳者,本发明的片材的厚度为15-50μm。若片材的厚度小于15μm,则不能有效地增强金属箔片的机械强度;若片材的厚度大于50μm,又会影响片材和金属箔片之间的复合效果。
较佳者,本发明的金属箔片与片材借由胶粘复合一起。
较佳者,本发明的金属箔片的两端分别设有连接有用于与外界电连接的电极片。
较佳者,本发明的电热板靠近电极片的端面开设有使得电极片暴露于外的电极孔。
本发明还提供了一种上述电热板的制备方法,步骤包括:
(1)将金属箔片和片材胶粘复合形成电热层,其中金属箔片的厚度为5-15μm,片材的厚度为15-50μm,片材为PET片材或PE片材;
(2)对金属箔片激光或模切处理形成目标形状;
(3)于环氧树脂板表面丝印环氧树脂胶,然后将电热层的金属箔片贴合于环氧树脂胶上;
(4)于电热层的片材表面和环氧树脂板表面分别设置半固化片,然后热压处理并打出使得金属箔片上的电极片暴露于外的电极孔;
(5)于电极片处焊锡处理后接引出导线。
与现有技术相比,本发明的电热板的制备方法中先将较薄的金属箔片与片材复合一起再进行后序的加工处理,由于金属箔片以片材作为托底可增强金属箔片的机械强度,故后序加工不会使金属箔片损坏,且较薄的金属箔片还可使制得的电热板具有较好的电热转化效率。
附图说明
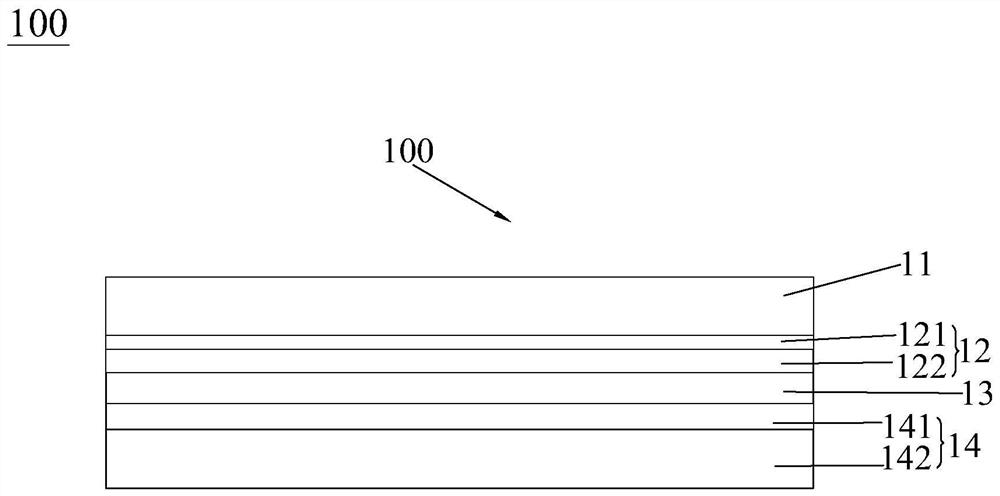
图1为本发明的电热板的结构示意图。
图2为本发明的金属箔片经过激光模切处理后形成的目标形状图。
具体实施方式
为了具体地说明本发明的目的、技术内容、技术效果,以下结合具体实施例并配合附图详予说明。
请参看图1,本发明的电热板100电热板100电热板100从上到下依次包括第一绝缘层11、电热层12、第一胶层13、第二绝缘层14,其中电热层12从上到下依次由片材121和厚度为5-15μm的金属箔片122复合形成,片材121可为PET片材或PE片材。厚度为5-15μm的金属箔片122可提高电热板100的电热转化效率,同时片材121作为托底又能增强金属箔片122的机械强度,进而使得金属箔片122在后序加工中不易损坏。
较佳地,第一绝缘层11为半固化片,第二绝缘层14从上到下依次设置有环氧树脂板141和半固化片142,半固化片固化后可对金属箔片122起到绝缘保护的作用又能增强电热板100的机械强度。较佳地,片材的厚度为15-50μm,同时金属箔片122与片材121通过胶粘而复合,第一胶层13的材料为环氧树脂胶。
请参看图2,金属箔片122的两端分别设有连接有用于与外界电连接的电极片1221,具体地,本发明的电热板100靠近电极片1221的端面开设有使得电极片1221暴露于外的电极孔。
本发明的电热板100的制备方法如下:
(1)将金属箔片和片材胶粘复合形成电热层,其中金属箔片的厚度为5-15μm,片材的厚度为15-50μm,片材为PET片材或PE片材;
(2)对金属箔片激光或模切处理形成目标形状;
(3)于环氧树脂板表面丝印环氧树脂胶,然后将电热层的金属箔片贴合于环氧树脂胶上;
(4)于电热层的片材表面和环氧树脂板表面分别设置半固化片,然后热压处理并打出使得金属箔片上的电极片暴露于外的电极孔;
(5)于电极片处焊锡处理后接引出导线。
下面将结合具体实施例对本发明的电热板100的制备方法进行详细说明,实施例中所有原料均可从市售获得。
实施例1
本实施例1中电热板从上到下依次包括半固化片、电热层、环氧树脂胶、环氧树脂板、半固化片,其中电热层从上到下依次由厚度为30μm的PET片材和厚度为5μm的金属箔片复合形成。
该电热板的制备方法如下:
(1)将厚度为5μm的金属箔片和厚度为30μm的PET片材胶粘复合一起形成电热层;
(2)对金属箔片激光或模切处理形成如图2所示的目标的形状;
(3)于环氧树脂板表面丝印环氧树脂胶,然后将电热层的金属箔片贴合于环氧树脂胶上;
(4)于电热层的PET片材表面和环氧树脂板表面分别设置半固化片,然后热压处理并打出使得金属箔片上的电极片暴露于外的电极孔;
(5)于电极片处焊锡处理后接引出导线。
实施例2
本实施例2中电热板从上到下依次包括半固化片、电热层、环氧树脂胶、环氧树脂板、半固化片,其中电热层从上到下依次由厚度为15μm的PE片材和厚度为10μm的金属箔片复合形成。
该电热板的制备方法如下:
(1)将厚度为10μm的金属箔片和厚度为15μm的PE片材胶粘复合一起形成电热层;
(2)对金属箔片激光或模切处理形成如图2所示的目标的形状;
(3)于环氧树脂板表面丝印环氧树脂胶,然后将电热层的金属箔片贴合于环氧树脂胶上;
(4)于电热层的PE片材表面和环氧树脂板表面分别设置半固化片,然后热压处理并打出使得金属箔片上的电极片暴露于外的电极孔;
(5)于电极片处焊锡处理后接引出导线。
实施例3
本实施例3中电热板从上到下依次包括半固化片、电热层、环氧树脂胶、环氧树脂板、半固化片,其中电热层从上到下依次由厚度为50μm的PET片材和厚度为15μm的金属箔片复合形成。
该电热板的制备方法如下:
(1)将厚度为15μm的金属箔片和厚度为50μm的PET片材胶粘复合一起形成电热层;
(2)对金属箔片激光或模切处理形成如图2所示的目标的形状;
(3)于环氧树脂板表面丝印环氧树脂胶,然后将电热层的金属箔片贴合于环氧树脂胶上;
(4)于电热层的PET片材表面和环氧树脂板表面分别设置半固化片,然后热压处理并打出使得金属箔片上的电极片暴露于外的电极孔;
(5)于电极片处焊锡处理后接引出导线。
对比例1
本对比例1中电热板从上到下依次包括半固化片、金属箔片、环氧树脂胶、环氧树脂板、半固化片,其中金属箔片厚度为5μm。
该电热板的制备方法如下:
(1)准备厚度为5μm的金属箔片;
(2)对金属箔片进行激光模切处理形成如图2所示的目标的形状;
(3)于环氧树脂板表面丝印环氧树脂胶,然后将金属箔片贴合于环氧树脂胶上;
(4)于电热层的PET片材表面和环氧树脂板表面分别铺上半固化片,然后热压处理并打出使得金属箔片上的电极片暴露于外的电极孔;
(5)于电极片处焊锡处理后接引出导线。
对比例2
一种电热板的制备方法如下:
本对比例2中电热板从上到下依次包括半固化片、电热层、环氧树脂胶、环氧树脂板、半固化片,其中电热层从上到下依次由厚度为30μm的PET片材和厚度为30μm的金属箔片复合形成。
该电热板的制备方法如下:
(1)将厚度为30μm的金属箔片和厚度为30μm的PET片材胶粘复合一起形成电热层;
(2)对金属箔片激光模切处理形成如图2所示的目标的形状;
(3)于环氧树脂板表面丝印环氧树脂胶,然后将电热层的金属箔片贴合于环氧树脂胶上;
(4)于电热层的PET片材表面和环氧树脂板表面分别铺上半固化片,然后热压处理并打出使得金属箔片上的电极片暴露于外的电极孔;
(5)于电极片处焊锡处理后接引出导线。
对实施例1-3和对比例1-2的电热板的功能采用FPC全自动电测机进行测试,结果如表1所示。
对实施例1-3和对比例1-2的电热板的电热转化效率采用功率分析仪进行检测,结果如表1所示。
表1实施例1-3和对比例1-2的电热板的性能测试结果
由表1可知,实施例1-3及对比例2制得的电热板的功能均正常,而对比例1制得的电热板功能异常,这表明电热层若是只采用较薄的金属箔片构成,该金属箔片极易损坏,进而该电热板也不能正常工作。
由表1可知,实施例1-3制得的电热板的电热转化效率皆高于对比例2,这表明采用厚度为5-15μm的金属箔片制备的电热板的电热转化效率高于厚度为30μm的金属箔片制备的电热板。故本发明的电热板的电热层由片材和厚度为5-15μm的金属箔片复合形成,电热转化效率高且金属箔片不易损坏,电热板功能正常。
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照最佳实施例对本发明做了详细的说明,但本发明并不局限于以上揭示的实施例,而应当涵盖各种根据本发明的本质进行的修改、等效组合。