一种电路板异形器件插件装置及其路径记忆控制方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及机械设备技术领域,具体是涉及一种电路板异形器件插件装置及其路径记忆控制方法。
背景技术
印制电路板(PCB板)组装,按元器件的类别一般分为自动装配和人工装配两类,自动装配主要对表面贴装元件进行自动贴片装配(SMT),人工装配主要对需要在PCB板上打孔安装的元件进行手动插装。随着技术的发展,PCB板插装逐渐由手工插装变为设备自动插装,以提高插装效率,但是现有的插装设备一般都只能对卷装料(Tape Reel)包装的端子进行插装,不具有通用性,当需要在PCB板上进行继电器等异形器件的插装时,由于异形器件都是散装包装,无法自动连续地上料,仍然需要进行手动插件操作,不能自动化、连续化的插装操作,工作效率低。
发明内容
本发明的目的就是为了解决现有技术之不足而提供的一种可自动化、连续化对电路板异形器件进行插装操作的插件装置。
本发明是采用如下技术解决方案来实现上述目的:
一种电路板异形器件插件装置,包括机架、设置在所述机架上的电路板输送机构和端子插装机构,其特征在于,所述电路板输送机构包括沿Y轴方向平行设置的第一导轨、第二导轨,以及活动连接于所述第一导轨上的第一滑块、活动连接于所述第二导轨上的第二滑块,其中所述第一滑块与所述第二滑块经动力装置驱动分别沿所述第一导轨与所述第二导轨滑动,所述第一滑块与所述第二滑块的内侧中部设置有容纳电路板的容置腔;
所述端子插装机构包括龙门架、以及活动连接于所述龙门架上的插装头组件,其中所述龙门架上沿X轴方向设置有第一驱动装置,所述第一驱动装置驱动所述插装头组件在所述龙门架上沿X轴往复移动,所述插装头组件上沿Z轴方向设置有第二驱动装置,所述第二驱动装置驱动所述插装头组件在龙门架上沿Z轴往复移动。
作为上述方案的进一步说明,所述第一滑块与所述第二滑块之间通过连接件固定连接。
进一步地,所述动力装置包括设置在所述机架上的输送皮带、设置在所述输送皮带两端的皮带轮,所述皮带轮由电机驱动,所述输送皮带与所述第一滑块固定连接。
进一步地,所述龙门架顶部设置有用来容纳所述第一驱动装置的凹位部,所述第一驱动装置包括第一皮带、设置在所述第一皮带两端的第一皮带轮,所述第一皮带轮由第一电机驱动,所述插装头组件与所述第一皮带固定连接。
进一步地,所述插装头组件包括与所述龙门架活动连接的连接座,以及与所述连接座滑动连接的插装头。
进一步地,所述第二驱动装置包括气缸与气缸杆,所述气缸固定连接于所述连接座上,所述气缸杆穿过所述连接座与所述插装头固定连接。
进一步地,所述导轨底部设置有光电传感器,用于电路板的视觉定位。
进一步地,所述动力装置、所述第一驱动装置、所述第二驱动装置、所述光电传感器均与PLC控制系统电气连接。
进一步地,所述PLC控制系统设置有报警机构。
本发明还在于提供一种路径记忆控制方法,其特征在于,包括步骤1:在动力装置运行前,由人工操作电路板输送机构的Y轴方向运动轨迹并记录位置、脉冲值;步骤2:在第一驱动装置运行前,由人工操作插装头组件的X轴方向运动轨迹并记录位置、脉冲值;步骤3:在第二驱动装置运行前,由人工操作插装头的Z轴方向运动轨迹并记录位置、脉冲值;步骤4:复零后,脉冲值预设在PLC系统中并编辑型号,加工开始后,PLC系统调入预设参数执行。
本发明采用上述技术解决方案所能达到的有益效果是:
本发明通过在机架上设置有电路板输送机构和端子插装机构,使得电路板能够沿Y轴方向输送并进行连续插装,大大提高插接效率,同时第一驱动装置与第二驱动装置精确控制插装头组件在X轴与Z轴方向的加工轨迹,提高系统运行可靠性。
附图说明
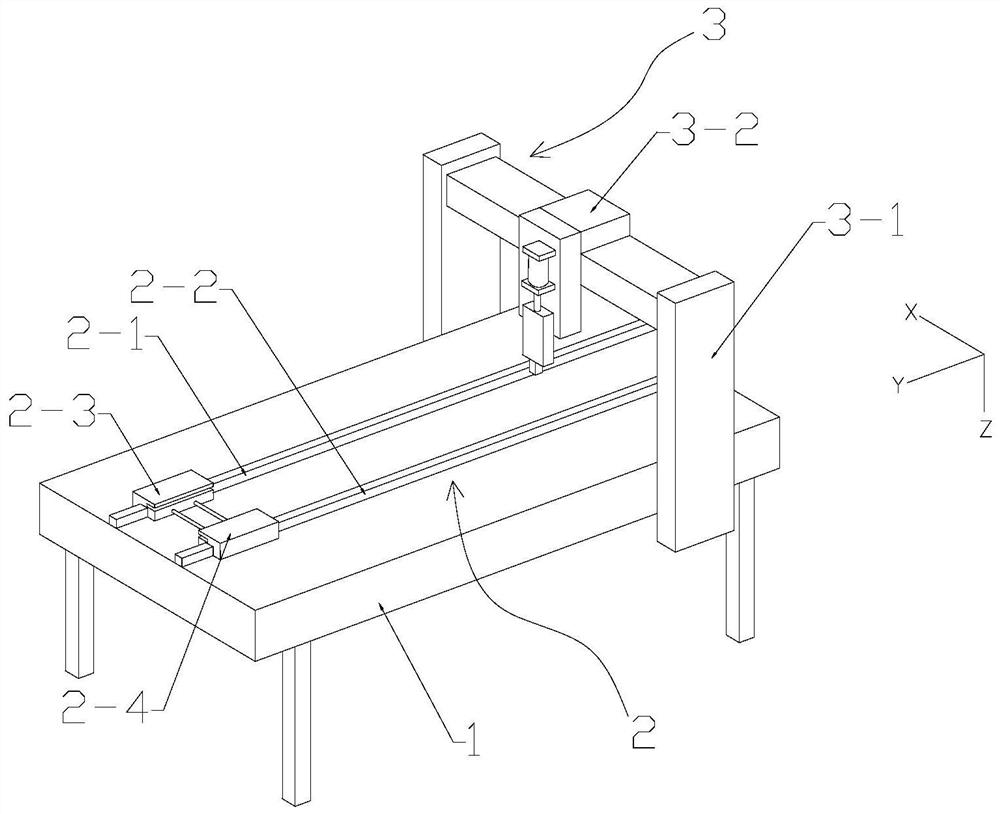
图1为本发明的结构示意图。
图2为本发明提供的电路板输送机构的俯视图。
图3为图2中A-A方向剖面结构示意图。
图4为本发明提供的端子插装机构的俯视图。
图5为图4中B-B方向剖面结构示意图。
图6为实施例二的结构示意图。
附图标记说明:1、机架, 2、电路板输送机构, 2-1、第一导轨, 2-2、第二导轨, 2-3、第一滑块, 2-4、第二滑块, 2-5、容置腔, 2-6、连接件, 3、端子插装机构, 3-1、龙门架,3-2、插装头组件, 3-2-1、连接座, 3-2-2、插装头, 4、动力装置, 4-1、输送皮带, 4-2、皮带轮, 5、第一驱动装置, 5-1、第一皮带, 5-2、第一皮带轮, 6、第二驱动装置, 6-1、气缸,6-2、气缸杆。
具体实施方式
以下结合具体实施例对本技术方案作详细的描述。
实施例一
如图1所示,本发明是一种电路板异形器件插件装置,包括机架1、设置在所述机架1上的电路板输送机构2和端子插装机构3,其特征在于,所述电路板输送机构2包括沿Y轴方向平行设置的第一导轨2-1、第二导轨2-2,以及活动连接于所述第一导轨2-1上的第一滑块2-3、活动连接于所述第二导轨2-2上的第二滑块2-4,其中所述第一滑块2-3与所述第二滑块2-4经动力装置4驱动分别沿所述第一导轨2-1与所述第二导轨2-2滑动,所述第一滑块2-3与所述第二滑块2-4的内侧中部设置有容纳电路板的容置腔2-5;
所述端子插装机构3包括龙门架3-1、以及活动连接于所述龙门架3-1上的插装头组件3-2,其中所述龙门架3-1上沿X轴方向设置有第一驱动装置5,所述第一驱动装置5驱动所述插装头组件3-2在所述龙门架3-1上沿X轴往复移动,所述插装头组件3-2上沿Z轴方向设置有第二驱动装置6,所述第二驱动装置6驱动所述插装头组件3-2在龙门架3-1上沿Z轴往复移动。
更具体的,所述第一滑块2-3与所述第二滑块2-4之间通过连接件2-6固定连接,保证第一滑块2-3与第二滑块2-4在输送电路板的过程中,保持同步运行,提高电路板定位的准确性。
更具体的,如图2-图3所示,所述动力装置4包括设置在所述机架1上的输送皮带4-1、设置在所述输送皮带4-1两端的皮带轮4-2,所述皮带轮4-2由电机驱动,所述输送皮带4-1与所述第一滑块2-3固定连接,通过输送皮带的往复转动,带动第一滑块及第二滑块实现电路板沿Y轴的连续输送。
更具体的,如图4所示,所述龙门架3-1顶部设置有用来容纳所述第一驱动装置5的凹位部,所述第一驱动装置5包括第一皮带5-1、设置在所述第一皮带两端的第一皮带轮5-2,所述第一皮带轮由第一电机驱动,所述插装头组件3-2与所述第一皮带5-1固定连接,由第一皮带带动插装头组件在龙门架上沿X轴往复移动。
更具体的,如图5所示,所述插装头组件3-2包括与所述龙门架3-1活动连接的连接座3-2-1,以及与所述连接座3-2-1滑动连接的插装头3-2-2。
更具体的,所述第二驱动装置6包括气缸6-1与气缸杆6-2,所述气缸6-1固定连接于所述连接座3-2-1上,所述气缸杆6-2穿过所述连接座3-2-1与所述插装头3-2-2固定连接,由气缸杆推动所述插装头,实现Z轴方向的插装动作。
更具体的,所述导轨底部设置有光电传感器,用于电路板的视觉定位,在电路板设计制造的阶段,厂家通常会在板上设置铜质定位圆作为后续器件焊接及电路切割的定位标准,而这种铜质定位圆也称为基准点或Mark点,为装配工艺中的所有步骤提供共同的可测量点,保证了装配使用的每个设备能精确地定位电路图案,在电路板的输送过程中由光电传感器检测电路板上的Mark点,当电路板到达指定位置后,所述电路板输送机构停止运行,并通过所述端子插装机构将异形件插装。
更具体的,所述动力装置4、所述第一驱动装置5、所述第二驱动装置6、所述光电传感器均与PLC控制系统电气连接;所述PLC控制系统设置有报警机构。
在本实施例中,本发明还提供一种路径记忆控制方法,包括步骤1:在动力装置运行前,由人工操作电路板输送机构的Y轴方向运动轨迹并记录位置、脉冲值;步骤2:在第一驱动装置运行前,由人工操作插装头组件的X轴方向运动轨迹并记录位置、脉冲值;步骤3:在第二驱动装置运行前,由人工操作插装头的Z轴方向运动轨迹并记录位置、脉冲值;步骤4:复零后,脉冲值预设在PLC系统中并编辑型号,加工开始后,PLC系统调入预设参数执行。
本发明以PLC控制系统中的运动控制器为载体,在结构上满足加工系统对高实时性要求,加工动作均在运动控制器的控制下运行,实现运动轨迹的精确可靠。系统配置有报警机构,当记忆路径达不到预设位置时,蜂鸣器报警、设备停止运行,防止出现残次品生产线。
实施例二
本实施例提供的一种电路板异形件插件装置其结构与实施例一基本一致,区别在于:如图6所示,它的端子插装机构数量为3个,可分别对其上的插装头组件进行不同的路径记忆,可以实现不同种类异形器件在同一生产线上连续插装,大大提高插装效率。在其他实施例中,还可以根据生产需求设置多个端子插装机构,不限于本实施例。
以上所述的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。