服饰附属品的涂装方法
文献发布时间:2023-06-19 10:58:46
技术领域
本发明涉及一种服饰附属品的涂装方法,更详细而言涉及用多种涂料对扣子、扣子用部件、拉链用部件等服饰附属品进行涂装的方法。
背景技术
壳帽是扣子、扣子用止档件等的一种构成部件,如日本发明专利公开公报特开2017-125263的图9以及国际专利申请公开公报WO2016/139788中图13所例示的,壳帽包括圆板部以及从圆板部周缘立起的周侧部。已知通过对扣子或扣子用壳帽等服饰附属品涂覆颜色或粘度不同的多种涂料能够赋予其各种设计或图案。例如,对扣子的整个表面一样地涂覆第1颜色的第1涂料之后,呈多点状喷涂第2颜色的第2涂料,或者在上述第1涂料上或第2涂料上最后涂上透明的透明涂层,进而或者在扣子的表面呈较大的多点状喷涂第1涂料之后呈较小的多点状喷涂第2涂料等。然后,还涂覆第3颜色的第3涂料、进一步涂覆第4颜色的第4涂料或者最后加工的透明涂层等。
在用多种涂料对扣子进行涂装的情况下,将多个扣子沿纵横方向配置在托盘上,使该托盘如下述那样移动来进行涂装。即,首先,将托盘输送至涂装室对各扣子涂覆第1涂料,接着将托盘移动至干燥室使各扣子的第1涂料干燥、固化。然后,将托盘输送至与上述相同或不同的涂装室对各扣子涂覆颜色或粘度与第1涂料不同的第2涂料,接着将托盘移动至干燥室使各扣子的第2涂料干燥。进一步,在涂覆第3涂料、第4涂料的情况下也同样地,在涂覆了各涂料之后使其干燥。这样,在现有的涂装方法中,反复进行涂料的涂覆工序和干燥工序。
上述现有的涂装方法存在如下所述的问题。即,在多个涂覆工序中的每个涂覆工序之后都进行干燥工序,因此截止至最后的干燥工序结束而涂装作业完成时花费了过多的时间。另外,在前一涂覆工序与下一涂覆工序之间使托盘移动来进行干燥工序,因此在前一涂覆工序与下一涂覆工序之间有空余时间。因此,存在该期间内尘埃附着于扣子的情况,涂覆工序数量越多尘埃的附着率越高。而且,由于在之前被涂覆的涂料干燥、固化之后涂覆下一涂料,所以涂覆工序的数量越多扣子上的涂装膜越厚,当涂装膜变得过厚时,还存在例如无法使扣子保持在扣子安装机的安装模中的情况。而且,由于在前一工序的涂装干燥、固化之后进行后一工序的涂装,所以在前后的涂装层之间比较容易产生剥离。
发明内容
本发明是着眼于上述问题而完成的,其目的在于提供一种服饰附属品的涂装方法,其能够以更短的时间高效率地进行对扣子等服饰附属品涂覆多种涂料并截止至干燥结束的涂装作业,能够减少或消除尘埃等附着于服饰附属品,并且涂装膜不会变得过厚,在涂装层之间难以产生剥离。
本发明的另一目的在于提供一种服饰附属品的涂装方法,能够对服饰附属品赋予在对服饰附属品涂覆多种涂料的现有涂装方法中无法获得的新的设计或图案。
为了解决上述问题,根据本发明,提供一种服饰附属品的涂装方法,用于对服饰附属品进行涂装,包括:对所述服饰附属品涂覆颜色及粘度中的至少一方不同的多种涂料的涂覆工序;以及在所述涂覆工序之后使所述服饰附属品上的所述多种涂料干燥的干燥工序,所述涂覆工序包括:对所述服饰附属品涂覆第1涂料的第1涂覆工序;以及在所述第1涂覆工序之后并且所述第1涂料干燥之前对所述服饰附属品涂覆颜色及粘度中的至少一方与所述第1涂料不同的第2涂料的第2涂覆工序。
在本发明中,服饰附属品是指被安装于衣类或包类、能够对它们的时尚性产生影响的物品,特别是金属制的物品,作为具体例,能够列举扣子、扣子安装部件、壳帽等扣子用部件、下止件、上止件、拉头、拉片等拉链用部件、孔眼、钩眼等。此外,涂料的颜色包括无色透明、有色透明。
在本发明中,由于在对服饰附属品涂覆颜色及粘度中的至少一方不同的多种涂料之后使服饰附属品上的所述多种涂料干燥,所以不针对多种涂料中的每种涂料的涂覆而进行干燥工序。因此,能够以更短的时间高效率地进行截止至干燥工序结束的涂装作业。
本发明中的涂覆工序包括:对所述服饰附属品涂覆第1涂料的第1涂覆工序;以及在所述第1涂覆工序之后并且所述第1涂料干燥之前对所述服饰附属品涂覆颜色及粘度中的至少一方与所述第1涂料不同的第2涂料的第2涂覆工序。这样,在通过第1涂覆工序对服饰附属品涂覆的第1涂料干燥之前、即第1涂料干燥、固化之前通过第2涂覆工序涂覆第2涂料,因此第1涂覆工序与第2涂覆工序之间几乎没有空余时间。因此,能够减少或消除该期间内附着于服饰附属品的尘埃。另外,由于在第1涂料干燥之前对服饰附属品涂覆第2涂料,所以第1涂料和第2涂料发生渗透,在涂膜形成时涂膜层一体化,因此在第1涂料层与第2涂料层之间难以产生剥离。因此,能够抑制发生损伤或剥离等层露出的不良情况。另外,与现有的二次涂装相比,还能够抑制涂装膜厚变得过厚。
在本发明中,所述第1涂覆工序可以是在所述服饰附属品上均匀地涂覆所述第1涂料的工序,所述第2涂覆工序可以是在所述服饰附属品上均匀地涂覆所述第2涂料的工序。作为这样的均匀地涂覆涂料的工序的具体例,能够列举珍珠类涂料或着色透明涂料的平滑涂装,但是并不限于此。另外,在本发明中,所述第1涂覆工序可以是在所述服饰附属品上呈点状喷涂所述第1涂料的工序,所述第2涂覆工序可以是在所述服饰附属品上呈点状喷涂所述第2涂料的工序。而且,第1涂覆工序可以是均匀涂覆涂料的工序。呈点状喷涂涂料是指在服饰附属品的对象面上使涂料呈多点状四散的涂覆方式。在本发明中,也能够在第1涂覆工序中呈点状喷涂第1涂料,在第2涂覆工序中对第2涂料进行平滑涂装。
在本发明的一实施方式中,在所述第1涂覆工序及第2涂覆工序中,在所述服饰附属品上赋予基于所述第1涂料形成的多个第1点和基于所述第2涂料形成的多个第2点。在作为对服饰附属品涂覆涂料的装置的一个示例的空气喷枪中,涂料由压缩空气雾化后,将其喷雾到服饰附属品上。越降低空气喷枪的空气压力,越能够增大被喷雾的涂料的一个个颗粒,这些颗粒可以形成多个点(并非完美的圆)而分散在服饰附属品上。在本实施方式中,使第1涂覆工序的第1涂料形成多个第1点分散在服饰附属品上,并且在第1点干燥之前使第2涂覆工序的第2涂料形成多个第2点分散在服饰附属品上。由此,在服饰附属品上第1点和第2点重合的部分发生渗透等而能够带来至今未有的独特设计或图案。
在本发明的一实施方式中,在所述第1涂覆工序及第2涂覆工序中,产生了所述第1涂料和第2涂料局部重合的重复部分、以及所述第1涂料和第2涂料不重合的非重复部分。在本实施方式中,使第1涂覆工序的第1涂料形成多个第1点分散在服饰附属品上,并且在第1点干燥之前使第2涂覆工序的第2涂料形成多个第2点分散在服饰附属品上。由此,在服饰附属品上第1点和第2点重合的部分发生渗透,能够带来至今未有的独特的设计或图案。
在本发明的一实施方式中,在所述第1涂覆工序及第2涂覆工序中,产生了所述第1涂料和第2涂料局部重合的重复部分、以及所述第1涂料和第2涂料不重合的非重复部分。本实施方式中,在服饰附属品上,在第1涂料和第2涂料局部重合的重复部分第1涂料和第2涂料混合而渗透,在第1涂料和第2涂料不重合的部分第1涂料和第2涂料保持原样,因此在服饰附属品上能够利用第1涂料部分、第2涂料部分、以及两种涂料混合的部分带来至今未有的独特的设计或图案。
在本发明中,涂覆多种涂料的涂覆工序并不仅限于第1涂覆工序及第2涂覆工序。例如,所述涂覆工序能够包括在所述第1涂覆工序及第2涂覆工序之后并且所述第1涂料及第2涂料干燥之前对所述服饰附属品涂覆颜色及粘度中的至少一方与所述第2涂料不同的第3涂料的第3涂覆工序。此外,第3涂料既可以是颜色及粘度中的至少一方与第1涂料不同的涂料,也可以是颜色及粘度与第1涂料相同的涂料。而且,本发明中,所述涂覆工序能够包括对服饰附属品涂覆第4涂料、第5涂料的第4涂覆工序、第5涂覆工序。
在本发明的一实施方式中,在所述涂覆工序与所述干燥工序之间包括将所述服饰附属品在常温中放置的常温工序。通过该常温工序,能够在干燥工序之前将通过涂覆工序涂覆在服饰附属品上的多种涂料放置于常温中使其融合于服饰附属品。
发明效果
在本发明中,由于在将颜色及粘度中的至少一方不同的多种涂料涂覆于服饰附属品之后使服饰附属品上的所述多种涂料干燥,所以不针对多种涂料中的每种涂料的涂覆来进行干燥工序。因此,能够以更短的时间高效率地进行截止至干燥工序结束的涂装作业。另外,由于在之前对服饰附属品涂覆的涂料干燥之前对该服饰附属品涂覆下一涂料,所以在前一涂料的涂覆工序与下一涂料的涂覆工序之间几乎没有空余时间,所以能够减少或消除该期间内附着于服饰附属品的尘埃。而且,由于在前一涂料干燥之前对服饰附属品涂覆下一涂料,所以涂装膜不会变得过厚。而且,在涂膜形成时,在前后的涂覆工序中形成的涂膜层一体化,因此在第1涂料层与第2涂料层之间难以产生剥离。
附图说明
图1是作为本发明的涂装对象即服饰附属品的一个示例的扣子的截面图,面料及扣子安装件均由虚线示出。
图2是表示涂装前扣子的表面的俯视图。
图3是概略表示用于执行本发明的涂装设备的侧视图。
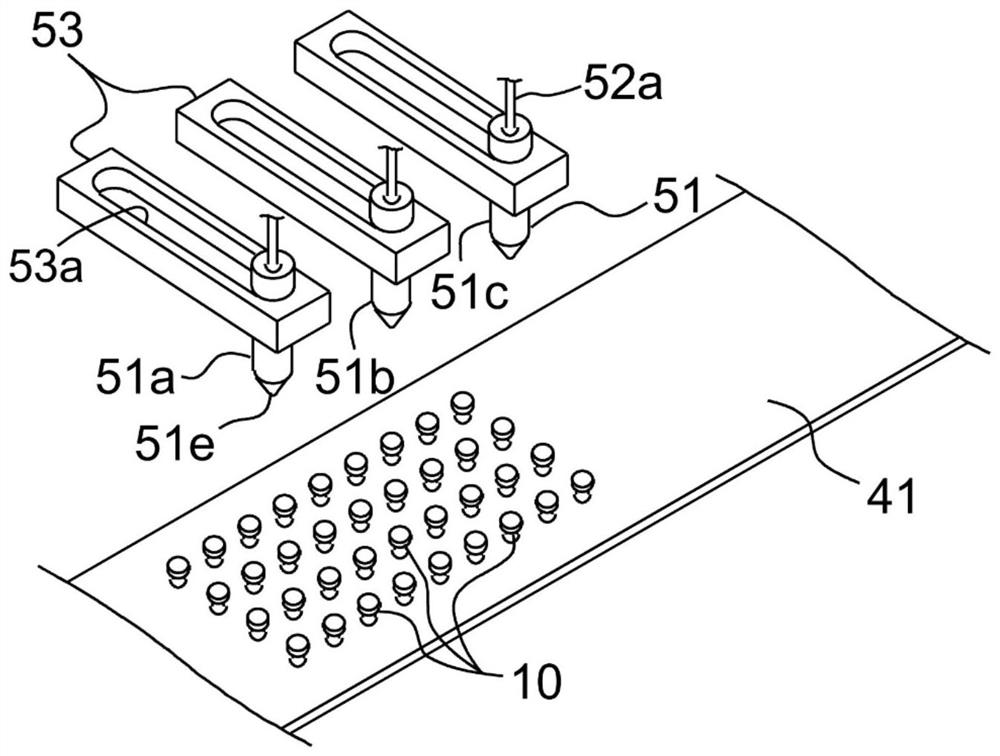
图4是概略表示涂装部的内部的立体说明图。
图5是概略表示涂装部的内部的主视说明图。
图6是表示在第1涂覆工序中被赋予了基于第1涂料形成的第1颜色的第1点的扣子表面的俯视图。
图7是表示在第2涂覆工序中由第2喷枪对图6的扣子表面赋予了基于第2涂料形成的第2颜色的第2点的状态的俯视图。
图8是表示在第3涂覆工序中由第3喷枪对图7的扣子表面赋予了基于第3涂料形成的第3颜色的第3点的状态的俯视图。
图9是由图8的长方形R包围的部分的放大图。
图10是表示平滑涂装有珍珠类涂料的状态的壳帽的俯视图。
图11是表示在珍珠类涂料上平滑涂装有着色透明涂料的状态的壳帽110的俯视图。
图12是壳帽的局部截面图,表示壳帽表面上的珍珠类涂料和着色透明涂料的叠层状态。
图13是表示平滑涂装有第1珍珠类涂料的状态的壳帽的俯视图。
图14是表示在第1珍珠类涂料上平滑涂装有第1着色透明涂料的状态的壳帽的俯视图。
图15是表示在第1着色透明涂料上平滑涂装有第2珍珠类涂料状态的壳帽的俯视图。
图16是表示在第2珍珠类涂料上平滑涂装有第2着色透明涂料的状态的壳帽的俯视图。
图17是壳帽的局部截面图,表示壳帽表面上的第1及第2珍珠类涂料和第1及第2着色透明涂料的叠层状态。
图18是概略表示涂装部的喷枪等的变形例的主视说明图。
图19是概略表示涂装部的喷枪等的变形例的主视说明图。
图20是在设置于涂装部内的喷枪附加有空气供给单元的与图5同样的主视说明图。
附图标记说明
10 扣子(服饰附属品)
11 主干部
12 头部
12a 扣子的表面
20 第1点
21 第2点
22 第3点
20a 第1重复部分(第1渗透部)
20b 第2重复部分(第2渗透部)
20c 第3重复部分(第3渗透部)
21a 第4重复部分(第4渗透部)
40 输送机构
41 输送单元
42 驱动单元
50 涂装部
51、151 喷枪
52 涂料供给源
53、153 引导部件
54 空气供给单元
60 干燥部
70 常温放置部
100 涂装设备
110 壳帽(服饰附属品)
112a 壳帽表面
120 珍珠类涂料层
121 着色透明涂料层
122 第1珍珠类涂料层
123 第1着色透明涂料层
124 第2珍珠类涂料层
125 第2着色透明涂料层
具体实施方式
以下,参照附图对本发明的几个实施方式进行说明,但是本发明不限于这样的实施方式能够在权利要求范围及均等的范围内适当变更等。图1是作为本发明的涂装对象即服饰附属品的一个示例的扣子10的截面图,面料1及扣子安装件2均由虚线示出。扣子10包括:采用金属板构成的外壳部件10a、以及设置在外壳部件10a内的后述的金属制或树脂制的头部芯部12b。外壳部件10a形成大致圆筒状的主干部11、在主干部11的上端侧(关于扣子10及扣子安装件2的上下方向,是基于图1的纸面而言的。)向半径方向外侧扩张的圆形的头部12。头部12的表面(上表面)12a即扣子10的表面12a在本实施方式中是作为涂装对象的面,图2示出涂装前的扣子10的表面12a。扣子安装件2具备圆板状的基部2a、以及从基部2a向上方延伸且朝向顶端而变细的轴部2b。本例中的扣子10包括:在向面料1安装时使向上方贯穿面料1的扣子安装件2的轴部2b穿过的内筒部13;以及被收容在头部12内部的头部芯部12b,头部芯部12b起到在轴向上将穿过内筒部13的轴部2b的顶端部压扁的作用。由于轴部2b的顶端部遭挤压,轴部2b无法从内筒部13脱离,由此扣子10被固定于面料1。以上的扣子10向面料1的安装作业通过未图示的扣子安装机来进行。
图3是概略表示用于执行本发明的涂装设备100的侧视图。涂装设备100具备:用于将多个扣子10从上游(图3的纸面左侧)向下游(图3的纸面右侧)水平输送的输送机构40;设置在输送机构40的上游侧的涂装部50;设置在输送机构40的下游侧的干燥部60;以及设置在涂装部50与干燥部60之间的常温放置部70。输送机构40具备:直接或经由托盘等配置有多个扣子10的环形带;卷纸等输送单元41;电动机等驱动源(未图示);用于利用驱动源的输出来驱动输送单元41的辊以及链条等驱动单元42。在本实施方式中,多个扣子10以使表面12a朝上的方式沿纵横方向配置在输送单元41上,但是也可以将多个扣子10配置在托盘等中并将该托盘等放置在输送单元41上。虽然未图示,但是在干燥部60设置有加热器、风扇、排风机等。
在本实施方式中,通过驱动单元42使输送单元41沿顺时针方向旋转移动,将被载置于输送单元41的上方部分41a的多个扣子10从上游向下游输送。图3中,附图标记41b是输送单元41的下方部分。以下,也将由输送机构40的输送单元41输送扣子10的方向称为“输送方向”。在输送机构40中,通过调节电动机的转速,能够按期望变更输送单元41的移动速度另外,通过适当调整电动机的ON(开)及OFF(关),能够使输送单元41连续或间歇地移动、或者使其停止。而且,如后面对图18及图19所描述的那样,也能够使电动机正反向旋转而使输送单元41在输送方向的上游侧与下游侧之间往复移动。
图4及图5分别是概略表示涂装部50的内部的立体说明图及主视说明图。在本例中,在涂装部50内作为一个示例沿输送方向并排设置有三个喷枪51。以下,从输送方向上游向着下游还将这三个喷枪51称为“第1喷枪51a”、“第2喷枪51b”、以及“第3喷枪51c”。能够通过三个喷枪51将颜色及粘度中的至少一方不同的三种涂料涂覆于扣子10。涂装部50中的喷枪51的数量为两个以上,也可以是五个以上,为两个至十个左右。在本例中,喷枪51是空气喷枪,但并不限于此。各喷枪51分别通过涂料管52a与收容有规定涂料的涂料供给源52(参照图5)连接,并且通过空气管与作为空气源的空气压缩机连接。各喷枪51在顶端部具有喷出从涂料供给源52及空气压缩机被供给的涂料及压缩空气的喷嘴51e。在各涂料供给源52收容有颜色或粘度不同的涂料。在扣子10的涂装中,除了三个喷枪51全部使用的情况以外,还存在仅使用三个喷枪中的两个的情况。此外,虽然未图示,但是也可以使用四个以上的喷枪。涂料通过压缩空气而被雾化并被涂覆于扣子10。在较高的空气压力下涂料形成微细的颗粒而被喷雾,被均匀地涂覆于扣子10的整个表面12a。越降低空气压力,越能够增大被喷雾的涂料的一个个颗粒,由此能够对扣子10的表面12a赋予点状的图案(参照图6~图8的附图标记20、21、22)。
通过未图示的驱动单元能够使各喷枪51在水平面上沿着与输送方向垂直的横向移动,图4等示出对向横向的移动进行引导的引导部件53。引导部件53具有仅容许喷枪51向横向移动的横向较长的引导孔53a。各喷枪51以使其在引导孔53a的横向一端与另一端之间进行往复移动的方式被驱动。通过该横向的移动,各喷枪51能够对在输送单元41上横向排列的全部扣子10进行涂装。
接着,对本发明的一实施方式中的涂覆工序进行说明。这里,列举用三种涂料对扣子10进行涂装的例子,但并不限于此。第1、第2及第3喷枪51a、51b、51c的各涂料供给源52中分别存储有颜色及粘度不同的规定涂料。以下,分别将从第1、第2及第3喷枪51a、51b、51c涂覆的涂料称为“第1涂料”、“第2涂料”及“第3涂料”,分别将第1涂料、第2涂料及第3涂料的颜色称为“第1颜色”、“第2颜色”及“第3颜色”。在本实施方式中,对使第1涂料~第3涂料在扣子的表面12a上形成大小不同的点进行涂装的例子进行说明。详细情况在后面描述,在扣子10的表面12a上,以使基于第1涂料形成的点(第1点20)最大、基于第3涂料形成的点(第3点22)最小、基于第2涂料形成的点(第2点21)为第1点20与第3点22中间的大小的方式,将第1喷枪51a的空气压力设定得低于第2喷枪51b的空气压力,并且将第2喷枪51b的空气压力设定得低于第3喷枪51c的空气压力。接着,驱动涂装设备100的输送机构40,将配置在输送单元41上的多个扣子10向下游输送。当多个扣子10进入涂装部50中时,首先,从下游侧的扣子10的列开始依次由第1喷枪51a涂覆第1涂料(第1涂覆工序)。接着,被涂覆了第1涂料的扣子10的列在第1涂料干燥、固化之前由第2喷枪51b涂覆第2涂料(第2涂覆工序),进而,在第1及第2涂料干燥、固化之前由第3喷枪51c涂覆第3涂料(第3涂覆工序)。此外,第3涂覆工序也可以说是相对于前面的第1或第2涂覆工序而言的后面的涂覆工序。第1~第3喷枪51a、51b、51c分别一边沿横向往复移动一边对朝向下游移动的输送单元41上的全部扣子10涂覆第1~第3涂料。
图6是表示扣子10的表面12a的俯视图,该扣子10在第1涂覆工序中由第1喷枪51a赋予了基于第1涂料形成的第1颜色的第1点20。图6中,为了便于说明,用相同大小的圆形表示四个第1点20,但实际上并非这样完美的圆,也存在为近似于变形的矩形或多边形的形状的情况,各自的大小也大致相同但并不完全一样。这一点对于后述的第2及第3点21、22也是同样的。图7是表示在第2涂覆工序中由第2喷枪51b对图6的扣子10的表面12a赋予了基于第2涂料形成的第2颜色的第2点21的状态的俯视图。图8是表示在第3涂覆工序中由第3喷枪51c对图7的扣子10的表面12a赋予了基于第3涂料形成的第3颜色的第3点22的状态的俯视图。第2点21小于第1点20,并且大于第3点22。图9是由图8的长方形R包围的部分的放大图。
参照图8,在第3涂覆工序结束的时刻,在扣子10的表面12a产生了如下部分:与第2点21或第3点22不重合的第1点20的部分;与第1点20或第3点22不重合的第2点21的部分;与第1点20或第2点21不重合的第3点22的部分;第1点20和第2点21重合的第1重复部分20a;第1点20和第3点22重合的第2重复部分20b;第1点20、第2点21和第3点22重合的第3重复部分20c;以及第2点21和第3点22重合的第4重复部分21a。在图9的放大图中,示出了第1重复部分20a和第2重复部分20b。第1重复部分20a中,第1点20的第1颜色和第2点21的第2颜色混合渗透,成为第1渗透部20a。第2重复部分20b中,第1点20的第1颜色和第3点22的第3颜色混合渗透,成为第2渗透部20b。第3重复部分20c中,第1点20的第1颜色、第2点21的第2颜色和第3点22的第3颜色混合渗透,成为第3渗透部20c。第4重复部分21a中,第2点21的第2颜色和第3点22的第3颜色混合渗透,成为第4渗透部21a。由此,能够对扣子10的表面12a赋予由表面12a的底色、第1~第3点20、21、22的第1~第3颜色、第1~第4渗透部20a、20b、20c、21a构成的现有涂装方法中无法获得的新且独特的设计或图案。
接着,涂覆工序结束的扣子10的组由输送单元41输送至常温放置部70,在这里在常温中放置规定时间(常温工序)。此外,“常温中放置”是指,不使输送单元41的扣子10由加热器加热、由冷却器冷却、或者受风扇、排风机等的影响而遭遇空气的流动或风,而是在一定的室温等温度下保存。由此,能够使第1涂料~第3涂料融合于扣子10。在常温放置部70内,可以使输送单元41的移动停止,但是也可以不使移动停止。在不使输送单元41的移动停止的情况下,通过调整涂装部50与干燥部60的间隔(距离),能够使第1涂料~第3涂料适当地融合于扣子10。接着,扣子10由输送单元41输送至干燥部60,使扣子10上的第1涂料~第3涂料干燥及固化(干燥工序)。由此,涂装作业完成。本实施方式中,在涂覆工序中,在对扣子10涂覆的第1涂料干燥之前涂覆第2涂料,在第1及第2涂料干燥之前涂覆第3涂料,然后进行干燥工序,由此能够以更短的时间高效率地进行截止至干燥工序结束的涂装作业。另外,由于在针对扣子10的第1涂覆工序与第2涂覆工序之间以及第2涂覆工序与第3涂覆工序之间几乎没有空余时间,所以能够不产生或几乎消除该期间内尘埃附着于扣子10的情况。而且,扣子10上的涂装膜也不会变得过厚。
以上的实施方式中,列举了利用三种涂料即第1涂料~第3涂料对扣子10的表面12a赋予第1~第3点20、21、22的点喷的例子,但是本发明并不限于此,能够对扣子、壳帽(shell c ap)等服饰附属品的外侧面赋予两种颜色或四种颜色以上、重复涂覆多层使涂料均匀地涂覆于整个对象面的平滑涂装、重复涂覆多层平滑涂装及点喷、或者在平滑涂装或点喷上重复涂覆透明的着色透明涂料(透明涂层)。其中,着色透明涂料是指:使用了染料或透明性颜料等,在看到涂料颜色的同时能够透视到其下的金属反射色或底涂膜颜色等的涂料。
图10~图12表示用两种涂料对作为服饰附属品的另一例子的壳帽110的表面112a进行平滑涂装的例子。壳帽110在输送单元41上沿纵横方向配置有多个,在涂装设备100内由输送机构40从上游向下游输送。此时,在涂装部50内进行以下所述的涂覆工序及干燥工序等。在涂装部50内,首先,由第1喷枪51a将作为第1涂料的珍珠类涂料均匀地涂覆于壳帽110的整个表面112a(第1涂覆工序)。图10是表示平滑涂装有珍珠类涂料的状态的壳帽110的俯视图。在图10中,方便起见用多条较短的横线表示被涂覆于壳帽110的表面112a的珍珠类涂料。接着,在涂装部50内,在通过第1涂覆工序涂覆的珍珠类涂料干燥、固化之前,由第2喷枪51b将作为第2涂料的着色透明涂料均匀地涂覆于整个珍珠类涂料上(第2涂覆工序)。图11是表示在珍珠类涂料上平滑涂装有着色透明涂料的状态的壳帽110的俯视图。在图11中,方便起见用多条较短的纵线表示被涂覆于壳帽110的表面112a的着色透明涂料。另外,图12是壳帽110的局部截面图,表示壳帽110的表面112a上的珍珠类涂料层120和着色透明涂料层121的层叠状态。着色透明涂料是透明的,是用于使作为底涂层的珍珠类涂料透过并且显现出聚氨酯的光泽感的厚涂类涂料。接着,将涂覆工序结束的输送单元41上的壳帽110输送至常温放置部70,在常温放置部70在常温中放置规定时间(常温工序)。由此,能够使珍珠类涂料及着色透明涂料融合于壳帽110。接着,将壳帽110输送至干燥部60,使壳帽110上的珍珠类涂料及着色透明涂料干燥及固化(干燥工序)。在本实施方式中,通过在珍珠类涂料干燥之前涂覆着色透明涂料,能够使涂装膜厚形成得比现有的方法薄,并且难以产生珍珠类涂料层与着色透明涂料层之间的剥离。
图13~图17是表示用4种涂料对壳帽110的表面112a进行平滑涂装的例子。在本实施方式中,在涂装设备100的涂装部50内,作为四个喷枪51,除了上述的第1~第3喷枪51a、51b、51c以外还包括第4喷枪(未图示)。在涂装设备100的涂装部50内,首先,由第1喷枪51a将作为第1涂料的第1珍珠类涂料均匀地涂覆于壳帽110的整个表面112a(第1涂覆工序)。图13是表示平滑涂装有第1珍珠类涂料的状态的壳帽110的俯视图。在图13中,方便起见用多条较短的横线表示被涂覆于壳帽110的表面112a的第1珍珠类涂料。接着,在涂装部50内,在通过第1涂覆工序涂覆的第1珍珠类涂料干燥、固化之前,由第2喷枪51b将作为第2涂料的第1着色透明涂料均匀地涂覆于整个第1珍珠类涂料上(第2涂覆工序)。图14是表示在第1珍珠类涂料上平滑涂装有第1着色透明涂料的状态的壳帽110的俯视图。在图14中,方便起见用多条较短的纵线表示被涂覆于壳帽110的表面112a的第2着色透明涂料。接着,在涂装部50内,在通过第2涂覆工序涂覆的第1着色透明涂料干燥、固化之前,由第3喷枪51c将作为第3涂料的第2珍珠类涂料均匀地涂覆于整个第1着色透明涂料上(第3涂覆工序)。第2珍珠类涂料的颜色及粘度中的至少一方与第1珍珠类涂料不同。图15是表示在第1着色透明涂料上平滑涂装有第2珍珠类涂料的状态的壳帽110的俯视图。在图15中,方便起见用多条较短的向左侧且向下方倾斜的斜线表示被涂覆于壳帽110的表面112a的第2珍珠类涂料。接着,在涂装部50内,在通过第3涂覆工序涂覆的第2珍珠类涂料干燥、固化之前,由第4喷枪将作为第4涂料的第2着色透明涂料均匀地涂覆于整个第2珍珠类涂料上(第4涂覆工序)。在本例中,第2着色透明涂料的颜色及粘度中的至少一方与第1着色透明涂料不同,但是第1着色透明涂料和第2着色透明涂料也可以是相同的。图16是表示在第2珍珠类涂料上平滑涂装有第2着色透明涂料的状态的壳帽110的俯视图。在图16中,方便起见用多条较短的向右侧且向下方倾斜的斜线表示被涂覆于壳帽110的表面112a的第2着色透明涂料。另外,图17是壳帽110的局部截面图,表示表面112a上的第1珍珠类涂料层122、第1着色透明涂料层123、第2珍珠类涂料层124和第2着色透明涂料层125的叠层状态。接着,将以上的涂覆工序结束的壳帽110输送至常温放置部70,在常温放置部70在常温中放置规定时间(常温工序)。由此,能够使第1及第2珍珠类涂料以及第1及第2着色透明涂料融合于壳帽110。接着,将壳帽110输送至干燥部60,使壳帽110上的第1及第2珍珠类涂料以及第1及第2着色透明涂料干燥及固化(干燥工序)。在本实施方式中,在第1珍珠类涂料干燥之前涂覆第1着色透明涂料,并且在第2珍珠类涂料干燥之前涂覆第2着色透明涂料,由此能够使涂装膜厚形成得比现有方法薄,由此不会产生膜厚过厚而无法适用于后续工序的安装模等的问题。另外,在第1及第2珍珠类涂料以及第1及第2着色透明涂料的各层间难以产生剥离。
在本发明中,涂装部50内的喷枪或涂覆工序时的扣子10等的输送方式并不限于上述方式,以下对其变形例进行说明。图18及图19是概略表示涂装部50的喷枪等的变形例的主视说明图。在图18及图19中,输送机构40的输送单元41或喷枪的涂料供给源52及涂料管52a与上述的装置实质上通用,因此标注相同的附图标记。在该例中,喷枪151中,用于涂覆第1涂料的上游侧的第1喷枪151a和用于涂覆第2涂料的下游侧的第2喷枪151b相邻而一体化。该喷枪151被由第1喷枪151a及第2喷枪151b共用的一个引导部件153引导,在第1涂料及第2涂料的第1涂覆工序及第2涂覆工序中沿横向往复移动。另外,输送单元41在通过第1喷枪151a进行的第1涂覆工序中沿顺时针方向旋转移动,将扣子10输送至输送方向下游(参照图18),在由第2喷枪151b进行的第2涂覆工序中沿逆时针方向旋转移动,使扣子10返回输送方向上游(参照图19)。虽然未图示,但是在涂装部50内的输送方向上游配置有与第1喷枪151a及第2喷枪151b同样一体化的第3喷枪及第4喷枪,通过该第3喷枪及第4喷枪能够与第1涂覆工序及第2涂覆工序同样地执行第3涂覆工序及第4涂覆工序。在以上描述的示例中,喷枪通过引导部件53、153仅能够沿横向移动,但是并不限于此,例如也能够设计为使喷枪一边相对于静止状态的输送单元41沿输送方向及横向移动一边对输送单元41上的扣子10等涂覆涂料。
图20是设置在涂装设备100的涂装部50内的喷枪51附加有空气供给单元54的与图5同样的主视说明图。图20中的第1~第3喷枪51a、51b、51c、涂料供给源52、涂料管52a及引导部件53与图5的装置实质上相同,因此标注相同的附图标记并省略说明。第1~第3喷枪51a51b、51c通过涂料管52a与涂料供给源52连接,并且通过空气管54a与空气供给单元54连接作为空气供给单元,能够列举空气压缩机等。通过改变从空气供给单元54通过空气管54a被供给到各喷枪51的空气压力,能够将从各喷枪51的喷嘴51e被涂覆的涂料均匀地涂覆或者呈点状涂覆于扣子10的表面12a等。另外,越降低空气压力,越能够增大点喷的点。
- 服饰附属品的涂装方法
- 透明涂装方法、涂装方法及涂膜结构