一种常温条件下聚合物的3D打印方法及装置
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及3D打印领域,具体涉及一种常温条件下聚合物的3D打印方法。
背景技术
3D打印又被称为增材制造,它基于三维模型,利用金属粉末或聚合物等可粘结性材料进行连续叠加、逐层增加材料形成三维实体结构,是一种快速成型技术。其中聚合物的3D打印通常以对材料进行加热熔融为主,常用的方法有选择性激光烧结成型和熔丝沉积成型。但两种加工方法都有一定缺点,首先3D打印耐高温聚合物时,打印喷头、成型平台以及其他打印部件均需承受更高的温度,因此使得设备造价昂贵。其次打印材料种类受限,如无法成型一些热固性材料、熔融温度高于分解温度的材料。而且打印材料的形貌受限,如选择性激光烧结成型仅适用于聚合物粉末、熔丝沉积成型仅适用于打印线材。
发明内容
本发明提出了一种常温条件下聚合物的3D打印方法,将溶有聚合物材料的打印浆料在打印平台上沿设定路线挤出,通过控制空气中环境相对湿度,实现在打印过程中浆料固化成型,按需排布并层层堆积形成三维立体结构。该过程的成型原理为:打印浆料从喷头挤出后与空气中水蒸气相遇,打印浆料表面因发生相分离出现固化,表层溶剂被析出,余下的溶质即聚合物可堆积于指定位置上。
本发明一种常温条件下聚合物的3D打印方法以耐高温的特种工程塑料——聚醚酰亚胺(PEI)、有机溶剂为N-甲基吡咯烷酮(NMP)为例,其具体步骤包括:
步骤一:建立三维模型,对三维模型切片分层得到相应的打印路径,选择打印速度为10mm/s、打印层高0.48mm。
步骤二:制备40wt%PEI/NMP打印浆料,按该比例称量PEI粉末和可溶解该聚合物的有机溶剂NMP,将称量好的PEI粉末与有机溶剂NMP混合,经80℃、4h搅拌得到分散均一的打印浆料。其中PEI材料不溶于水,而可溶解PEI的有机溶剂NMP易溶于水。
步骤三:打印浆料挤出部分,采用气辅驱动挤出方式,以干燥后的压缩空气作为打印浆料的驱动力,打印浆料受干燥处理的压缩空气驱动,由料筒经输料管由打印喷头挤出。打印喷头固定在可实现X、Z轴运动的二维模组上,打印平台上沿Y轴方向运动。所述的压缩空气的压力选择0.4Mpa,所述的打印喷头直径为0.6mm。
步骤四:环境相对湿度调控,湿度控制器通过湿度传感器对微孔雾化器和排风扇控制环境相对湿度,当湿度传感器感应到环境湿度达到预设值70-75%RH后,开始进行打印工作。
步骤五:3D打印成型,打印喷头与打印平台共同完成三维方向的运动,打印浆料通过压力控制系统配合三维运动按需挤出,打印喷头在环境相对湿度为70-75%RH的范围下按照既定的打印路径在打印平台上铺设打印浆料,打印浆料表层的有机溶剂NMP析出而聚合物材料PEI固化成型,聚合物材料按一定打印路径层层堆叠得到打印坯体。
本发明一种常温条件下聚合物的3D打印方法的打印浆料是按一定比例将高性能聚合物溶于有机溶剂中,在相应温度下,经过一定时间的搅拌得到的均一浆料。所述的有机溶剂应可溶解聚合物同时也溶于水,所述的聚合物应溶于有机溶剂但不溶于水,所述的打印浆料的粘度满足稳定挤出并保持一定形状的要求。以聚醚酰亚胺(PEI)为例,打印浆料可选择40wt%的PEI/NMP。
本发明一种常温条件下聚合物的3D打印装置,的湿度控制系统由打印平台上的加湿部件、湿度控制器、湿度传感器、排风扇组成。所述的加湿部件由微孔雾化喷头和装有蒸馏水的水箱构成,湿度控制器通过控制雾量以及排风量确定环境中的相对湿度。
本发明一种常温条件下聚合物的3D打印方法的环境相对湿度需要满足打印浆料挤出后及时固化且层与层之间紧密结合的要求。经试验初步验证,当打印速度为10mm/s时,40%的PEI/NMP打印浆料在环境相对湿度65%RH以上时丝料表层可及时固化成型,当环境相对湿度高于75%RH,层与层之间无法满足紧密结合的要求,因此环境相对湿度的选择范围为70-75%RH。
本发明一种常温条件下聚合物的3D打印方法的浆料挤出部分采用气辅驱动挤出,气辅驱动部分由压力控制器、空气压缩机、压缩空气精密过滤器组成。空气经空气压缩机压缩后经压缩空气精密过滤器去除压缩空气中的水、水蒸气、油雾等有害物质,经压力控制器调节空气压力来控制浆料挤出流量。挤出部分由打印喷头、料筒和输料管组成,喷头固定在二维运动模组上,可实现X、Z两轴方向上的运动。
本发明一种常温条件下聚合物的3D打印方法的特点:在常温条件下实现对聚合物的3D打印成型,通过控制环境相对湿度实现打印浆料由液态到固态的及时转化。因为打印浆料中的聚合物材料可溶于有机溶剂中但不溶于水,而有机溶剂易溶于水,所以在打印过程中,打印浆料从喷头挤出后与环境中的水蒸气相遇,打印浆料中的有机溶剂与环境中水蒸气相结合,导致打印浆料中的聚合物材料析出,实现打印浆料由液态向固态的转化。
本发明提出一种常温条件下聚合物的3D打印装置,主要包括空气压缩机、压缩空气精密过滤器、压力控制器、输料管、打印浆料、料筒、打印平台、竖直运动模组、打印喷头、湿度传感器、打印坯体、排风扇、雾化喷头、湿度控制器、水平运动模组、微孔雾化器和水箱。空气经空气压缩机压缩后通过压缩空气精密过滤器去除压缩空气中的水、水蒸气、油雾等有害物质,经压力控制器调节空气压力调控打印浆料的挤出流量。打印浆料由料筒经输料管由打印喷头挤出。打印喷头固定在可实现X、Z轴运动的竖直运动模组上,打印平台上位于水平运动模组上。湿度控制器通过湿度传感器对微孔雾化器的雾化喷头和排风扇预设打印环境相对湿度。打印喷头与打印平台联动实现三维方向的运动,打印浆料通过空气压缩机和压力控制器经料筒和输料管由打印喷头挤出,打印浆料挤出后打印环境相对湿度高,环境中水蒸气含量占比大,打印浆料中的有机溶剂与环境中的水蒸气互溶并析出使聚合物发生固化成型,余下的溶质即聚合物得以在打印路径上按需排布、堆叠成型得到打印坯体。
本发明一种常温条件下聚合物的3D打印方法及装置的优点:相对于传统3D打印成型需对材料加热熔融后再打印,本发明无需对材料加热熔融,仅通过控制环境相对湿度便可成型。本发明可适用于多种材料,对材料的原始形貌没有要求,对材料的熔点没有要求。本发明相比其他直写式3D打印技术能够提供更好的成型质量,层与层之间结合更为紧密,也具有更好的力学性能。本发明可用于添加了陶瓷、导电材料、增强材料的聚合物复合材料的打印,扩宽了打印材料的选择范围,适配多种材料及多种复合材料。
附图说明
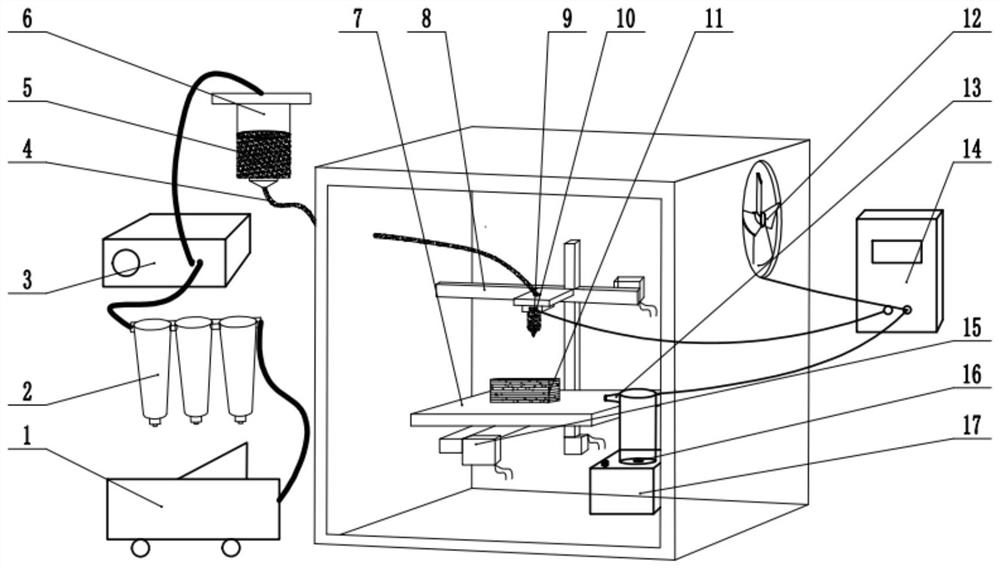
图1是本发明一种常温条件下聚合物的3D打印装置的整体示意图。
图中:1-空气压缩机、2-压缩空气精密过滤器、3-压力控制器、4-输料管、5-打印浆料、6-料筒、7-打印平台、8-竖直运动模组、9-打印喷头、10-湿度传感器、11-打印坯体、12-排风扇、13-雾化喷头、14-湿度控制器、15-水平运动模组、16-微孔雾化器、17-水箱。
具体实施方式
本发明一种常温条件下聚合物的3D打印方法,具体步骤如下:
步骤一:建立三维模型,对三维模型切片分层得到相应的打印路径,设置打印参数、设置环境相对湿度,确定打印浆料挤出的空气压力。
步骤二:制备打印浆料5,按一定比例称量聚合物粉末和可溶解该聚合物的有机溶剂,将称量好的聚合物粉末加入有机溶剂中,在一定温度下,经一定时间搅拌混合得到分散均一的打印浆料5。
步骤三:打印浆料5的挤出,空气经空气压缩机1压缩后通过压缩空气精密过滤器2去除压缩空气中的水、水蒸气、油雾等有害物质,经压力控制器3调节空气压力调控打印浆料5的挤出流量。打印浆料5由料筒6经输料管4由打印喷头9挤出。打印喷头9固定在可实现X、Z轴运动的竖直运动模组8上,打印平台7上位于水平运动模组15上。
步骤四:进行打印环境的准备,向加湿器的水箱17中加入蒸馏水,将微孔雾化器16置于雾化喷头13中,将雾化喷头13调整至朝向打印平台7。湿度控制器14通过湿度传感器10对微孔雾化器13和排风扇12预设打印环境相对湿度,当湿度传感器10感应到环境湿度达到预设值后,开始进行打印工作。
步骤五:打印工作开始,打印过程中打印喷头9与打印平台7联动实现三维方向的运动,打印浆料5通过空气压缩机1和压力控制器3经料筒6和输料管4由打印喷头9挤出,打印浆料5挤出后打印环境相对湿度高,环境中水蒸气含量占比大,打印浆料5中的有机溶剂与环境中的水蒸气互溶并析出使聚合物发生固化成型,余下的溶质即聚合物得以在打印路径上按需排布、堆叠成型得到打印坯体3。
经过试验验证,列举以下三种具体实施案例:
1、打印浆料为35wt%-40%的PEI/NMP,挤出压力为0.4MPa,为打印环境相对湿度为70%-75%RH。
2、打印浆料为38wt%的PEI/NMP中添加3wt%-8wt%的碳纤维短纤,挤出压力为0.4MPa,打印环境相对湿度为65%-75%RH。
3、打印浆料为38wt%的PEI/NMP中添加了10wt%-20wt%的纳米级HA,挤出压力为0.4MPa,打印环境相对湿度为65%-75%RH。
其中PEI为聚醚酰亚胺、NMP为N-甲基吡络烷酮、HA为羟基磷灰石。本发明包括但不仅限于以上三种打印实例。
本发明提出一种常温条件下聚合物的3D打印装置,如图1所示,主要包括空气压缩机1、压缩空气精密过滤器2、压力控制器3、输料管4、打印浆料5、料筒6、打印平台7、竖直运动模组8、打印喷头9、湿度传感器10、打印坯体11、排风扇12、雾化喷头13、湿度控制器14、水平运动模组15、微孔雾化器16和水箱17。空气经空气压缩机1压缩后通过压缩空气精密过滤器2去除压缩空气中的水、水蒸气、油雾等有害物质,经压力控制器3调节空气压力调控打印浆料5的挤出流量。打印浆料5由料筒6经输料管4由打印喷头9挤出。打印喷头9固定在可实现X、Z轴运动的竖直运动模组8上,打印平台7上位于水平运动模组15上。湿度控制器14通过湿度传感器10对微孔雾化器16的雾化喷头13和排风扇12预设打印环境相对湿度。打印喷头9与打印平台7联动实现三维方向的运动,打印浆料5通过空气压缩机1和压力控制器3经料筒6和输料管4由打印喷头9挤出,打印浆料5挤出后打印环境相对湿度高,环境中水蒸气含量占比大,打印浆料5中的有机溶剂与环境中的水蒸气互溶并析出使聚合物发生固化成型,余下的溶质即聚合物得以在打印路径上按需排布、堆叠成型得到打印坯体3。
- 一种常温条件下聚合物的3D打印方法及装置
- 一种结晶聚合物工件的3D打印方法和装置