一种考虑铣刀直径的平面补偿轨迹优化方法及装置
文献发布时间:2023-06-19 11:35:49
技术领域
本发明涉及数控机床技术领域,特别涉及一种考虑铣刀直径的平面补偿轨迹优化方法及装置。
背景技术
刀具的运动轨迹是实施数控加工的关键技术,直接关系到工件的加工质量、切削效率,以及刀具本身的使用寿命。然而在机加工软件中几何仿真确认为正确的程序,未必能加工出合格的工件,尤其是对于大平面工件的表面加工。究其原因是大平面工件在实际切削过程受到包括力、热等多方面的综合影响,导致实际成型表面与理想表面存在较大差异。因此通过建立误差模型、实时补偿来提高工件平面精度具有非常重要的意义。
生产实践中为了保证工件平面度精度,通常采用控制切削用量的方法,通过小切深逐步精修工件表面,使其达到精度要求。然而这种控制切深的方法对于工件夹紧力以及刀具切削力等导致的工件变形无能为力,由于误差的存在,加工的平面近似于不规则的3D曲面。现行的平面补偿方法是直接检测加工后的工件表面尺寸,和预先设定的工件尺寸进行比较后将差值反馈到CNC系统,CNC系统根据反馈对机床进给做出相应的调整。这种动态补偿方法采用小直径铣刀能达到较高的工件表面精度要求,但是应用于大平面加工时明显效率不足。
上述的平面度误差补偿方法将刀具理想化为直线,并没有考虑加工刀具直径对平面形貌的影响。而在实际采用大直径面铣刀进行大平面工件表面的高效加工补偿时,刀具直径不可忽略。当刀具中心按照光滑连续的补偿轨迹运行时,面铣刀刀尖会使工件平面在曲率反向处出现欠切或者过切现象,降低表面质量。
发明内容
本发明针对上述现有技术中存在的问题,提出一种考虑铣刀直径的平面补偿轨迹优化方法及装置,在平面补偿轨迹优化中考虑了铣刀直径,引入了刀具半径偏置系数并优化求解,能有效降低默认刀具半径偏置产生的表面误差。
为解决上述技术问题,本发明是通过如下技术方案实现的:
本发明提供一种考虑铣刀直径的平面补偿轨迹优化方法,其包括:
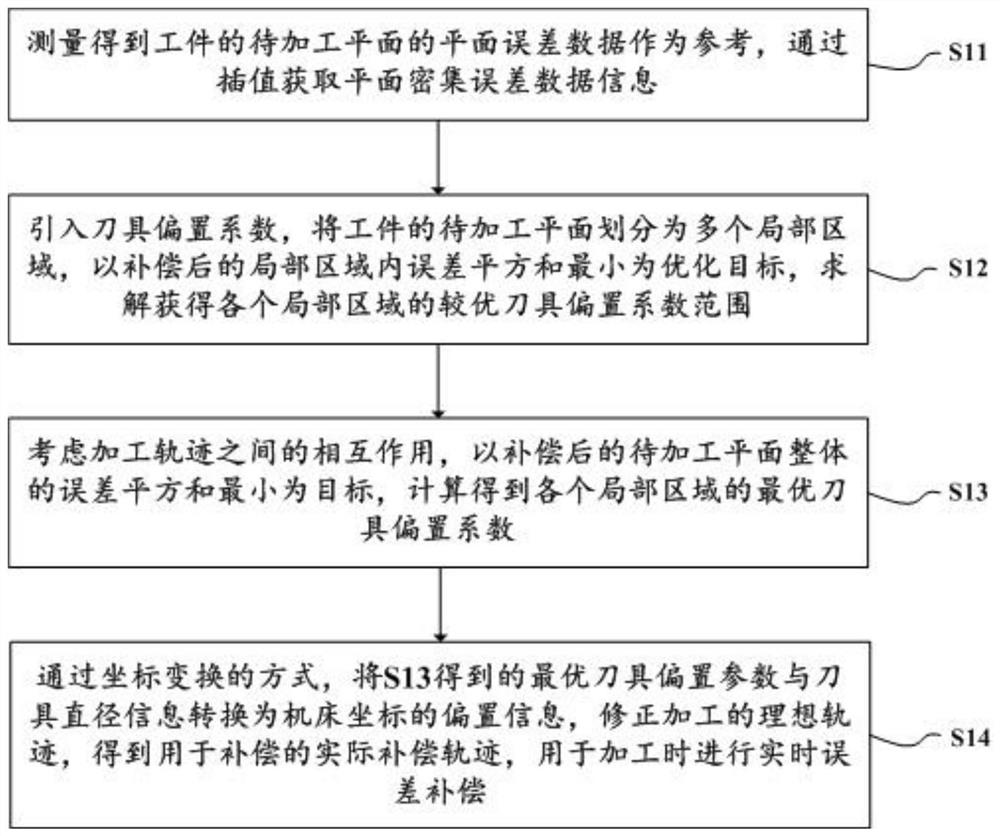
S11:测量得到工件的待加工平面的平面误差数据作为参考,通过插值获取平面密集误差数据信息;
S12:引入刀具偏置系数,将工件的待加工平面划分为多个局部区域,以不同刀具偏置系数生成仿真刀路对待加工平面进行补偿,以补偿后的局部区域内误差平方和最小为优化目标,求解获得各个局部区域的满足平面精度要求的较优刀具偏置系数范围;
S13:考虑加工轨迹之间的相互作用,以补偿后的待加工平面整体的误差平方和最小为目标,计算得到各个局部区域的最优刀具偏置系数;
S14:通过坐标变换的方式,将所述S13得到的最优刀具偏置参数与刀具直径信息转换为机床坐标的偏置信息,修正加工的理想轨迹,得到用于补偿的实际补偿轨迹,用于加工时进行实时误差补偿。
较佳地,所述S11进一步包括:
S111:通过测量设备得到工件的待加工平面的平面误差数据作为参考,所述平面误差数据为测量值与预设标准尺寸之间的差值;
S112:利用基于空间散乱点的插值方式,将平面误差数据密集为预设识别精度的平面密集误差数据信息。
较佳地,所述S12进一步包括:
S121:设定刀具直径为D,引入刀具偏置系数k,则机床在加工过程中引入偏置坐标D(k0+k),其中k0为默认固定刀具偏置系数;
S122:将工件的待加工平面划分为多个局部区域,遍历各个局部区域的刀具偏置系数,计算各刀具偏置系数下的刀具轨迹与待补偿的待加工平面的啮合区域;
S123:提取所述S122得到的啮合区域并计算补偿后的待加工平面的误差平方和,以补偿后的局部区域内的误差平方和最小为优化目标,即目标函数为:
其中,r
在不同刀具偏置系数k下,如果目标函数越小,说明该目标函数对应的刀具偏置系数越接近于理想值;
S124:根据所述S123的结果获得各个局部区域的满足平面精度要求的较优刀具偏置系数范围。
较佳地,所述S13进一步包括:
S131:考虑轨迹之间的相互作用,采取对该局部区域的相邻区域加权的方式,修正该局部区域的刀具偏置系数;
S132:遍历各个局部区域的较优偏置系数范围并修正,计算待加工平面整体的误差平方和;
S133:提取所述S132的待加工平面整体的误差平方和最小时的各局部区域最优刀具偏置系数。
本发明还提供一种考虑铣刀直径的平面补偿轨迹优化装置,其包括:平面密集误差数据信息获得模块、较优刀具偏置系数范围获得模块、最优刀具偏置系数获得模块以及实际补偿轨迹获得模块;其中,
所述平面密集误差数据信息获得模块用于测量得到工件的待加工平面的平面误差数据作为参考,通过插值获取平面密集误差数据信息;
所述较优刀具偏置系数范围获得模块用于引入刀具偏置系数,将工件的待加工平面划分为多个局部区域,以不同刀具偏置系数生成仿真刀路对待加工平面进行补偿,以补偿后的局部区域内误差平方和最小为优化目标,求解获得各个局部区域的满足平面精度要求的较优刀具偏置系数范围;
所述最优刀具偏置系数获得模块用于考虑加工轨迹之间的相互作用,以补偿后的待加工平面整体的误差平方和最小为目标,计算得到各个局部区域的最优刀具偏置系数;
所述实际补偿轨迹获得模块用于通过坐标变换的方式,将所述最优刀具偏置系数获得模块得到的最优刀具偏置参数与刀具直径信息转换为机床坐标的偏置信息,修正加工的理想轨迹,得到用于补偿的实际补偿轨迹,用于加工时进行实时误差补偿。
较佳地,所述平面密集误差数据信息获得模块进一步包括:测量设备以及插值模块;其中,
所述测量设备用于测量得到工件的待加工平面的平面误差数据作为参考,所述平面误差数据为测量值与预设标准尺寸之间的差值;
所述插值模块用于利用基于空间散乱点的插值方式,将平面误差数据密集为预设识别精度的平面密集误差数据信息。
较佳地,所述测量设备包括:三坐标测量机、激光干涉仪以及CCD摄像头;其中,
所述三坐标测量机用于获得工件上各测量点的空间坐标值,根据所述各测量点的空间坐标值,经计算求出工件的几何尺寸、形状和位置;
所述激光干涉仪用于以激光波长为已知长度,利用迈克耳逊干涉系统测量位移的通用长度测量,获取工件表面误差数据信息;
所述CCD摄像头用于以图片处理计算的方式获取各测量点的距离信息。
较佳地,所述较优刀具偏置系数范围获得模块进一步包括:刀具偏置系数引入模块、待加工平面划分模块、目标函数模块以及较优刀具偏置系数范围获取模块;其中,
所述刀具偏置系数引入模块用于设定刀具直径为D,引入刀具偏置系数k,则机床在加工过程中引入偏置坐标D(k0+k),其中k0为默认固定刀具偏置系数;
所述待加工平面划分模块用于将工件的待加工平面划分为多个局部区域,遍历各个局部区域的刀具偏置系数,计算各刀具偏置系数下的刀具轨迹与待补偿的待加工平面的啮合区域;
所述目标函数模块用于提取所述待加工平面划分模块得到的啮合区域并计算补偿后的待加工平面的误差平方和,以补偿后的局部区域内的误差平方和最小为优化目标,即目标函数为:
其中,r
在不同刀具偏置系数k下,如果目标函数越小,说明该目标函数对应的刀具偏置系数越接近于理想值;
所述较优刀具偏置系数范围获取模块用于根据所述目标函数模块的结果获得各个局部区域的满足平面精度要求的较优刀具偏置系数范围。
较佳地,所述最优刀具偏置系数获得模块进一步包括:刀具偏置系数修正模块、待加工平面整体的误差平方和计算模块以及最优刀具偏置系数获取模块;其中,
所述刀具偏置系数修正模块用于考虑轨迹之间的相互作用,采取对该局部区域的相邻区域加权的方式,修正该局部区域的刀具偏置系数;
所述待加工平面整体的误差平方和计算模块用于遍历各个局部区域的较优偏置系数范围并修正,计算待加工平面整体的误差平方和;
所述最优刀具偏置系数获取模块用于提取所述待加工平面整体的误差平方和计算模块的待加工平面整体的误差平方和最小时的各局部区域最优刀具偏置系数。
相较于现有技术,本发明具有以下优点:
(1)本发明提供的考虑铣刀直径的平面补偿轨迹优化方法及装置,通过在平面补偿轨迹优化中考虑了铣刀直径,引入了刀具半径偏置系数并优化求解,能有效降低默认刀具半径偏置产生的表面误差;
(2)本发明提供的考虑铣刀直径的平面补偿轨迹优化方法及装置,通过采用先局部后整体的刀具半径偏置系数优化求解策略,能够大幅度提高计算速度。
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
下面结合附图对本发明的实施方式作进一步说明:
图1为本发明一实施例的考虑铣刀直径的平面补偿轨迹优化方法的流程图;
图2为本发明一实施例的在机测量测点分布图;
图3a为本发明一实施例的理想加工曲面图;
图3b为本发明一实施例的实际加工曲面图;
图4为本发明一实施例的加工误差曲面图;
图5为本发明一实施例的理论补偿值与实际补偿值的对比图;
图6a为本发明一实施例的补偿前的加工误差图;
图6b为本发明一实施例的补偿后的加工误差图。
具体实施方式
下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
如图1所示为本发明一实施例的考虑铣刀直径的平面补偿轨迹优化方法的流程图。
请参考图1,本实施例的考虑铣刀直径的平面补偿轨迹优化方法包括:
S11:测量得到工件的待加工平面的平面误差数据作为参考,通过插值获取平面密集误差数据信息;
S12:引入刀具偏置系数,将工件的待加工平面划分为多个局部区域,以不同刀具偏置系数生成仿真刀路对待加工平面进行补偿,以补偿后的局部区域内误差平方和最小为优化目标,求解获得各个局部区域的满足平面精度要求的较优刀具偏置系数范围;
S13:考虑加工轨迹之间的相互作用,以补偿后的待加工平面整体的误差平方和最小为目标,计算得到各个局部区域的最优刀具偏置系数;
S14:通过坐标变换的方式,将S13得到的最优刀具偏置参数与刀具直径信息转换为机床坐标的偏置信息,修正加工的理想轨迹,得到用于补偿的实际补偿轨迹,用于加工时进行实时误差补偿。
一较佳实施例中,S11进一步包括:
S111:通过测量设备得到工件的待加工平面的平面误差数据作为参考,所述平面误差数据为测量值与预设标准尺寸之间的差值;
一具体实施例中为:采用OMP60探头,在VMC850E立式加工中心上对已加工的汽车变速箱阀体表面上进行均匀采样,采用如图2所示的在机测量测量点分布,获得平面误差数据;
S112:利用基于空间散乱点的插值方式,将平面误差数据密集为预设识别精度的平面密集误差数据信息;
一具体实施例中为:采用基于空间散乱点的插值方式,将数据至机床最小识别精度0.001mm,如图3a所示为理想加工曲面图,如图3b所示为实际加工曲面图,如图4所示为加工误差曲面图。
由于机床热、力误差等的综合影响,工件实际加工的平面是3D曲面,在对平面进行误差补偿的过程中,刀具偏置系数默认为固定值,会在工件表面产生过切,如图5所示。
较佳实施例中,S12进一步包括:
S121:设定刀具直径为D,引入刀具偏置系数k,则机床在加工过程中引入偏置坐标D(k0+k),其中k0为默认固定刀具偏置系数;
一具体实施例中,刀具直径D=100mm,默认固定刀具偏置系数k0=0.5
S122:将工件的待加工平面划分为多个局部区域,遍历各个局部区域的刀具偏置系数,计算各刀具偏置系数下的刀具轨迹与待补偿的待加工平面的啮合区域;
S123:提取S122得到的啮合区域并计算补偿后的待加工平面的误差平方和,以补偿后的局部区域内的误差平方和最小为优化目标,即目标函数为:
其中,r
在不同刀具偏置系数k下,如果目标函数越小,说明该目标函数对应的刀具偏置系数越接近于理想值;
S124:根据S123的结果获得各个局部区域的满足平面精度要求的较优刀具偏置系数范围;
设置刀具偏置系数k范围为[kmin,kmax],并设置步长为ks;一具体实施例中,设置刀具偏置系数k范围为[-0.2,0.2],并设置步长为0.02;计算得到四个局部较优的k范围分别为[-0.12,-0],[-0.14,-0.08],[-0.12,-0.04],[-0.16,0]。
一较佳实施例中,S13进一步包括:
S131:考虑轨迹之间的相互作用,采取对该局部区域的相邻区域加权的方式,修正该局部区域的刀具偏置系数;
S132:遍历各个局部区域的较优偏置系数范围并修正,计算待加工平面整体的误差平方和;
S133:提取S132的待加工平面整体的误差平方和最小时的各局部区域最优刀具偏置系数;
一具体实例中,最终确定各局部区域最优刀具偏置系数分别为:-0.1,-0.12,-0.1,-0.1。
一较佳实施例中,S14进一步包括:通过坐标变换的方式,将规划的轨迹转换为机床坐标的偏置信息,并最终通过实时补偿器,向机床下发数据偏移指令。采用100mm面铣刀,对汽车变速箱阀体平面切深0.5mm进行补偿,补偿结果如图6b所示,如图6a所述为补偿前的加工误差,对图6a、6b进行比较可看出补偿后工件平面误差范围大幅下降,表面质量显著提高。
一实施例中,还提供一种考虑铣刀直径的平面补偿轨迹优化装置,其包括:平面密集误差数据信息获得模块、较优刀具偏置系数范围获得模块、最优刀具偏置系数获得模块以及实际补偿轨迹获得模块;其中,
平面密集误差数据信息获得模块用于测量得到工件的待加工平面的平面误差数据作为参考,通过插值获取平面密集误差数据信息;
较优刀具偏置系数范围获得模块用于引入刀具偏置系数,将工件的待加工平面划分为多个局部区域,以不同刀具偏置系数生成仿真刀路对待加工平面进行补偿,以补偿后的局部区域内误差平方和最小为优化目标,求解获得各个局部区域的满足平面精度要求的较优刀具偏置系数范围;
最优刀具偏置系数获得模块用于考虑加工轨迹之间的相互作用,以补偿后的待加工平面整体的误差平方和最小为目标,计算得到各个局部区域的最优刀具偏置系数;
实际补偿轨迹获得模块用于通过坐标变换的方式,将所述最优刀具偏置系数获得模块得到的最优刀具偏置参数与刀具直径信息转换为机床坐标的偏置信息,修正加工的理想轨迹,得到用于补偿的实际补偿轨迹,用于加工时进行实时误差补偿。
较佳实施例中,平面密集误差数据信息获得模块进一步包括:测量设备以及插值模块;其中,
测量设备用于测量得到工件的待加工平面的平面误差数据作为参考,所述平面误差数据为测量值与预设标准尺寸之间的差值;
插值模块用于利用基于空间散乱点的插值方式,将平面误差数据密集为预设识别精度的平面密集误差数据信息。
较佳实施例中,测量设备包括:三坐标测量机、激光干涉仪以及CCD摄像头;其中,
三坐标测量机用于获得工件上各测量点的空间坐标值,根据所述各测量点的空间坐标值,经计算求出工件的几何尺寸、形状和位置;
激光干涉仪用于以激光波长为已知长度,利用迈克耳逊干涉系统测量位移的通用长度测量,获取工件表面误差数据信息;
CCD摄像头用于以图片处理计算的方式获取各测量点的距离信息。
较佳实施例中,较优刀具偏置系数范围获得模块进一步包括:刀具偏置系数引入模块、待加工平面划分模块、目标函数模块以及较优刀具偏置系数范围获取模块;其中,
刀具偏置系数引入模块用于设定刀具直径为D,引入刀具偏置系数k,则机床在加工过程中引入偏置坐标D(k0+k),其中k0为默认固定刀具偏置系数;
待加工平面划分模块用于将工件的待加工平面划分为多个局部区域,遍历各个局部区域的刀具偏置系数,计算各刀具偏置系数下的刀具轨迹与待补偿的待加工平面的啮合区域;
目标函数模块用于提取所述待加工平面划分模块得到的啮合区域并计算补偿后的待加工平面的误差平方和,以补偿后的局部区域内的误差平方和最小为优化目标,即目标函数为:
其中,r
在不同刀具偏置系数k下,如果目标函数越小,说明该目标函数对应的刀具偏置系数越接近于理想值;
较优刀具偏置系数范围获取模块用于根据所述目标函数模块的结果获得各个局部区域的满足平面精度要求的较优刀具偏置系数范围。
较佳实施例中,最优刀具偏置系数获得模块进一步包括:刀具偏置系数修正模块、待加工平面整体的误差平方和计算模块以及最优刀具偏置系数获取模块;其中,
刀具偏置系数修正模块用于考虑轨迹之间的相互作用,采取对该局部区域的相邻区域加权的方式,修正该局部区域的刀具偏置系数;
待加工平面整体的误差平方和计算模块用于遍历各个局部区域的较优偏置系数范围并修正,计算待加工平面整体的误差平方和;
最优刀具偏置系数获取模块用于提取所述待加工平面整体的误差平方和计算模块的待加工平面整体的误差平方和最小时的各局部区域最优刀具偏置系数。
此处公开的仅为本发明的优选实施例,本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,并不是对本发明的限定。任何本领域技术人员在说明书范围内所做的修改和变化,均应落在本发明所保护的范围内。
- 一种考虑铣刀直径的平面补偿轨迹优化方法及装置
- 一种考虑能耗的自动驾驶车辆路段行驶轨迹优化方法