一种自动调节涂胶量的方法及装置
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及电池涂胶技术领域,尤其涉及一种自动调节涂胶量的方法及装置。
背景技术
在电池行业中,对于设备的自动化要求也越来越高,因此需要想办法来减少一些需要工人手动操作的流程从而实现高程度的自动化。原先在电池生产的涂胶工序中,由于可以通过涂胶泵中气缸的打开时间来控制涂胶量。因此当工人发现涂胶量异常时,需要手动去修改屏幕上的涂胶时间来改变涂胶量。这既增加了工人的工作量,又会因为工人未能及时发现涂胶量异常而增加次品数。
发明内容
为了克服现有技术中的缺点,本发明了一种自动调节涂胶量的方法及装置,不再需要人工修改涂胶量,减少工作人员工作量同时降低涂胶的次品率。
本发明提供一种自动调节涂胶量的方法,包括以下步骤:
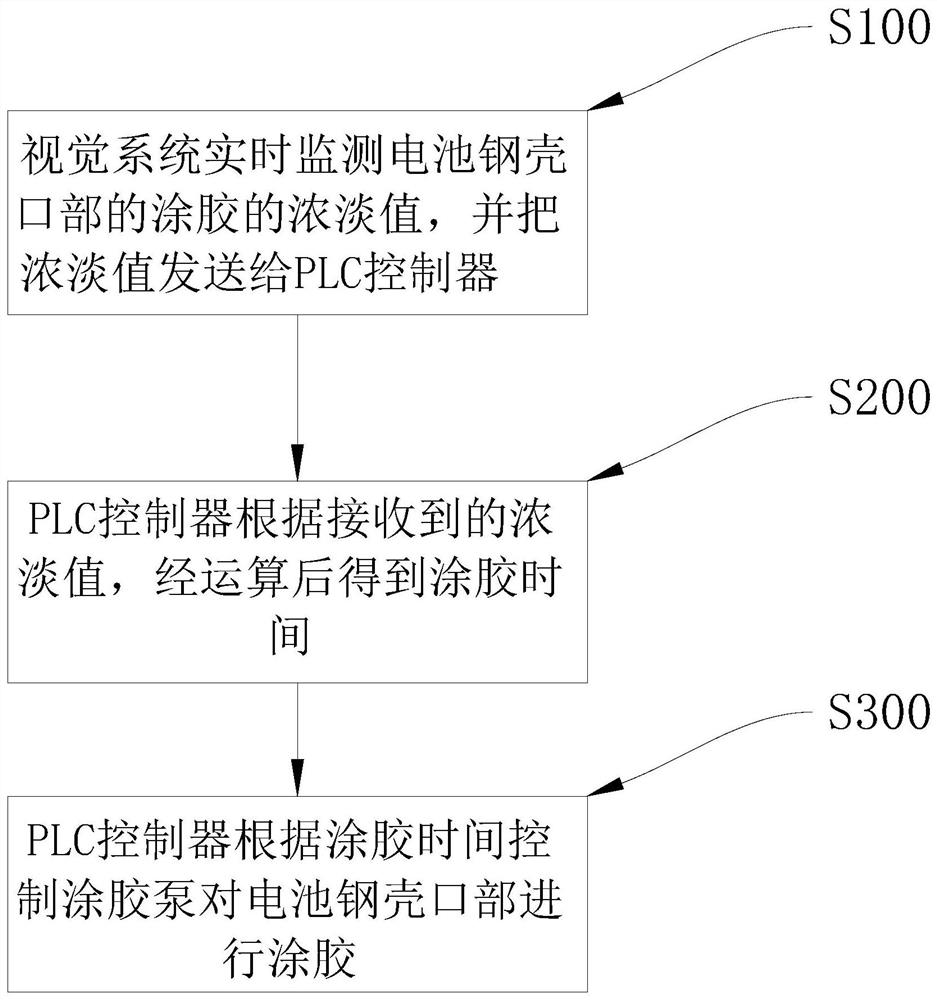
S100:视觉系统实时监测电池钢壳口部的涂胶的浓淡值,并把浓淡值发送给PLC控制器;
S200:PLC控制器根据接收到的浓淡值,经运算后得到涂胶时间;
S300:PLC控制器根据涂胶时间控制涂胶泵对电池钢壳口部进行涂胶。
优选地,步骤S300中PLC控制器控制涂胶泵是通过控制涂胶泵上的气缸的打开时间来控制涂胶时间。
优选地,所述视觉系统通过局域网或5G网络将浓淡值发送给PLC控制器。
本发明还提供一种自动调节涂胶量的装置,包括涂胶泵、滑块、滑轨、气缸、固定架、第一固定板和第二固定板,所述涂胶泵与所述滑块固定连接,所述滑块与所述滑轨滑动配合,所述气缸固定于所述固定架上且所述气缸输出端与所述涂胶泵连接,所述滑轨固定于所述固定架上,所述固定架安装于所述第一固定板和所述第二固定板之间。
优选地,所述滑轨和所述滑块倾斜于所述第一固定板和所述第二固定板设置。
优选地,所述第一固定板和所述第二固定板相互平行设置且均固定于外界的支架上。
与现有技术相比,本发明提供的技术方案具有以下优势:
本发明的自动调节涂胶量的方法通过视觉系统实施监测电池钢壳口部涂胶的浓淡值,并把浓淡值通过数据通讯发送给PLC控制器,PLC控制器接收到浓淡值后经过运算得到涂胶时间,并通过控制气缸打开涂胶泵对电池进行涂胶。通过本发明的涂胶方法及装置无需人工修改涂胶量,减少工作人员工作量同时降低电池涂胶的次品率。
附图说明
图1为本发明的实施例提供的一种自动调节涂胶量的方法的流程示意图;
图2为本发明的实施例提供的一种自动调节涂胶量的装置的结构示意图。
附图标号:1-涂胶泵,2-滑块,3-滑轨,4-气缸,5-固定架,6-第一固定板,7-第二固定板,8-电池。
具体实施方式
下面结合具体实施例来对本发明进行进一步说明,但并不将本发明局限于这些具体实施方式。本领域技术人员应该认识到,本发明涵盖了权利要求书范围内所可能包括的所有备选方案、改进方案和等效方案。
在本发明的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本发明的具体保护范围。
如图1-2所示,展示了一种自动调节涂胶量的方法,其特征在于,包括以下步骤:
S100:视觉系统实时监测电池钢壳口部的涂胶的浓淡值,并把浓淡值发送给PLC控制器;
S200:PLC控制器根据接收到的浓淡值,经运算后得到涂胶时间;
S300:PLC控制器根据涂胶时间控制涂胶泵1对电池钢壳口部进行涂胶。
其中步骤S300中PLC控制器控制涂胶泵1是通过控制涂胶泵1上的气缸4的打开时间来控制涂胶时间。
具体的视觉系统实时监测电池钢壳口部的涂胶的浓淡值,并把浓淡值发送给PLC控制器,视觉系统可以通过局域网或5G网络将浓淡值发送给PLC控制器;PLC控制器接收到浓淡值,根据浓淡值调节涂胶时间从而达到钢壳口部涂胶量的自动调节。
本实施例中的视觉系统购自基恩士公司,为本领域技术人员能够直接得到的现有产品。
本实施例还提供一种自动调节涂胶量的装置,包括涂胶泵1、滑块2、滑轨3、气缸4、固定架5、第一固定板6和第二固定板7,所述涂胶泵1与所述滑块2固定连接,所述滑块2与所述滑轨3滑动配合,所述气缸4固定于所述固定架5上且所述气缸4输出端与所述涂胶泵1连接,所述滑轨3固定于所述固定架5上,所述固定架5安装于所述第一固定板6和所述第二固定板7之间。
上述结构中,涂胶泵1可随滑块2在滑轨3下上下滑动。同时PLC控制器与气缸4信号连接。
当PLC控制器运算出电池的涂胶时间后,控制气缸4打开,气缸4打开后涂胶泵1开始对电池进行涂胶。
上述结构中,所述滑轨3和所述滑块2倾斜于所述第一固定板6和所述第二固定板7设置;所述第一固定板6和所述第二固定板7相互平行设置且均固定于外界的支架上。
本实施例中电池位于滑轨3下方,便于当涂胶泵1随滑块2滑动至滑轨3底部是对电池进行涂胶。
本领域技术人员应理解,上述描述以及附图中所示的本发明的实施例只作为举例而并不限制本发明。本发明的功能及结构原理,在不背离上述展示的原则下可任意修改。
- 一种能够自动上胶且自动调节涂胶量的涂胶装置
- 一种能够根据胶料粘度自动调节涂胶量的涂胶装置