具有对参数设置的实时象形文字表示的用户界面
文献发布时间:2023-06-19 11:47:31
本申请是申请日为2017年9月26日,申请号为201710882225.8,发明名称为“具有对参数设置的实时象形文字表示的用户界面”的申请的分案申请。
相关申请的交叉引用
在此要求保护2016年10月3日提交的美国临时专利申请序列号62/403,315的权益。
发明背景
发明领域
本披露涉及用于如焊接电源、等离子切割机电源等电弧生成电源的控制器和用户界面。更具体地,本披露涉及实时地且以视觉或图形的方式动态地描绘信息的控制器和相关联的图形用户界面,以及用于使用此类控制器和用户界面调整电源参数的方法。
相关技术说明
调整焊接工序的参数以实现期望的结果是焊接领域众所周知的。这可以包括将焊接电源设置在特定的电压或电流处,或设置在具体的频率处。对于一些焊件,可能期望实现对焊接接头的深穿透,而在另一应用中,用于深穿透的电源设置会损坏或破坏紧邻的材料。相应地,操作者可以对一个或多个焊接参数进行调整从而为具体应用匹配材料和接头配置。
气体保护钨极电弧焊(GTAW)是一种熟知类型的焊接工艺,还被称为钨惰性气体(TIG)焊接。气体保护金属电弧焊(GMAW)和熔剂芯电弧焊(FCAW)是其他熟知的焊接工艺。焊条焊接(SMAW)和埋弧焊(SAW)又是其他类型的焊接工艺。每种焊接工艺利用焊条(从焊接电源经焊条提供电力)来建立焊接电弧。焊接电源的示例包括相控电源、脉宽调制电源和逆变器电源。在某些焊接工艺中,焊条被消耗,如在GMAW、FCAW和焊条焊接的情况下。通过对比,用于TIG焊接工艺的焊条是不可消耗的。在每种类型的焊接中,设定焊接电源参数以控制焊接周期。
用来控制焊接工艺的参数包括焊条馈送速度、电流和/或电压。一些GMAW焊接机还具有影响电源或电力供应的响应的电感控制装置。其他焊接参数可以包括AC平衡,其中,正电压的占空比比负电压的占空比大引起更浅的电弧穿透的具体百分比。对于更深的穿透,相反的情况同样会是真实的。调整焊接工序或焊接轮廓还影响焊接工艺的其他方面(包括电弧宽度、或焊接电源所产生的电弧类型)。用来控制焊接工艺的额外参数包括焊条突出(即,焊条从接触尖端突出的长度)、编织焊接的编织长度、编织形状或图案、以及编织频率。
为了正确的控制,应该将操作参数设定为具体应用的最优设置(例如,使用的气体混合物、板厚度和接头类型)。现有技术焊接机要求操作者从表格或方程计算设定参数。可替代地,可以基于焊工经验、或通过试错法设定所述设置。
如果焊接操作者提供了错误的数据,或错误地计算了所述设定参数,会导致较差焊接质量或对焊接机和消耗品的低效使用。因此,焊接质量取决于对焊接参数的正确设定。更有经验的操作者准确地理解对焊接轮廓的具体调整将对焊接接头有什么影响。然而,缺乏经验的焊工可能通过各种方式调整焊接轮廓来试验,直到实现了期望的焊接。这会导致质量降低、损失产量以及提高材料成本。
在此通过引用结合的2010年8月24日发布的美国专利号7,781,700披露了帮助操作者理解焊接轮廓的变化将怎样影响焊接工艺的焊机用户界面。焊接电源上的图形显示器允许操作者调整焊接参数(比如焊接波形的外观),并视觉地观察此类变化将怎样影响波形。图形显示器还提供了显示对焊接参数的改变将怎样影响焊接工艺的象形文字或图标。
将期望显示对错误参数设置的直观图形指示,从而警告错误设置的操作者及其对所产生的焊接的潜在影响。还将期望以直观的图形的方式为操作者提供参数选择和/或调整。焊接和等离子切割操作经常由机器人自动地执行,并且将进一步期望将用于机器人和焊炬电源两者的图形用户控件均并入单个用户界面。
发明概述
下面的总结呈现了简化的总结,以提供对本文所讨论的装置、系统和方法的一些方面的基本理解。该概述不是本文讨论的装置、系统和方法的广泛的综述。这并不旨在确定关键的元素或限定这样的装置、系统和方法的范围。它唯一的目的是以简化的形式呈现一些概念,作为稍后呈现的更详细的说明的序言。
根据本发明的一个方面,提供了一种电弧生成系统。所述电弧生成系统包括:机器人、附接至所述机器人的电弧炬、被配置成用于向所述电弧炬提供电功率输出的电源、以及用于调整多个电源参数的用户界面。所述用户界面包括显示器。所述系统进一步包括处理器,所述处理器被配置成用于接收所述多个电源参数的对应设置。所述处理器进一步被配置成用于分析所述多个电源参数的所述设置并且基于对所述多个电源参数的所述设置进行分析的结果控制所述显示器显示与当前参数设置相关联的象形文字警告。所述象形文字警告图形地指示对所述当前参数设置的调整方向。所述处理器被配置成用于基于所述电弧炬的预定操作角度自动地调整所述多个电源参数的所述设置中的一个或多个设置。
根据本发明的另一个方面,提供了一种电弧焊接系统,包括:机器人臂;机器人控制器,被配置成用于控制所述机器人臂的移动;附接至所述机器人臂的焊接焊炬;焊接电源,被配置成用于向所述焊接焊炬提供电功率输出;以及操作性地连接至所述机器人控制器的机器人控制挂件。所述机器人控制挂件包括用户界面,所述用户界面用于调整所述焊接电源的多个焊接参数,其中,所述用户界面包括显示器。所述机器人控制器和所述机器人控制挂件中的至少一项包括处理器,所述处理器被配置成用于接收所述多个焊接参数的对应设置并且基于所述预定焊接焊炬的焊接角度调整所述设置中的一个或多个设置。
根据本发明的另一个方面,提供了一种电弧焊接系统,包括:电源,被配置成用于向焊条提供焊接输出;用户界面,用于调整多个焊接参数,其中,所述用户界面包括显示器;以及处理器,操作性地连接至所述用户界面从而接收所述多个焊接参数的对应设置。所述处理器被配置成用于分析所述多个焊接参数的所述设置并且基于对所述多个焊接参数的所述设置进行分析的结果控制所述显示器显示与当前参数设置相关联的象形文字警告。所述象形文字警告图形地指示对所述当前参数设置的调整方向。所述处理器进一步被配置成用于连同所述调整方向的图形指示一起显示多个示例焊珠象形文字。
本申请还包括以下内容:
1)一种电弧生成系统,包括:
机器人;
附接至所述机器人的电弧炬;
电源,被配置成用于向所述电弧炬提供电功率输出;
用户界面,用于调整多个电源参数,其中,所述用户界面包括显示器;以及
处理器,被配置成用于接收所述多个电源参数的对应设置,
其中,所述处理器进一步被配置成用于分析所述多个电源参数的所述设置并且基于对所述多个电源参数的所述设置进行分析的结果控制所述显示器显示与当前参数设置相关联的象形文字警告,其中,所述象形文字警告图形地指示对所述当前参数设置的调整方向,并且
其中,所述处理器被配置成用于基于所述电弧炬的操作角度自动地调整所述多个电源参数的所述设置中的一个或多个设置。
2)如1)所述的电弧生成系统,进一步包括机器人控制挂件,所述机器人控制挂件包括所述用户界面和所述处理器。
3)如1)所述的电弧生成系统,其中,所述处理器被配置成用于将所述多个电源参数的所述设置与所述电源所提供的一个或多个设置范围进行比较。
4)如1)所述的电弧生成系统,进一步包括存储器,所述存储器是所述处理器可访问的并且存储焊接模板,所述焊接模板包括所述多个电源参数的所述设置以及电弧炬角度的范围,其中,所述处理器被配置成用于:当所述操作角度在所述电弧炬角度的所述范围之外时自动地调整所述多个电源参数的所述设置中的所述一个或多个设置。
5)如4)所述的电弧生成系统,其中,所述操作角度是由所述处理器预先确定的并且包括工作角度、行进角度、和水平角度中的每一个,并且所述电弧炬角度的所述范围包括工作角度范围、行进角度范围、和水平角度范围中的每一个。
6)如1)所述的电弧生成系统,其中,所述电弧炬是焊接焊炬。
7)如1)所述的电弧生成系统,其中,所述电弧炬是等离子焊炬。
8)如1)所述的电弧生成系统,进一步包括机器人控制器,其中,所述处理器被配置成用于控制所述显示器同时显示图形地描绘多个可选择的编织形状的对应象形文字,并且所述机器人控制器被配置成用于基于所述多个可选择的编织形状中被选定的一个来控制所述机器人的运动。
9)一种电弧焊接系统,包括:
机器人臂;
机器人控制器,被配置成用于控制所述机器人臂的移动;
附接至所述机器人臂的焊接焊炬;
焊接电源,被配置成用于向所述焊接焊炬提供电功率输出;以及
与所述机器人控制器操作性地连接的机器人控制挂件,所述机器人控制挂件包括用户界面,所述用户界面用于调整所述焊接电源的多个焊接参数,其中,所述用户界面包括显示器,并且
其中,所述机器人控制器和所述机器人控制挂件中的至少一项包括处理器,所述处理器被配置成用于接收所述多个焊接参数的对应设置并且基于所述焊接焊炬的焊接角度调整所述设置中的一个或多个设置。
10)如9)所述的电弧焊接系统,其中,所述处理器进一步被配置成用于分析所述多个焊接参数的所述设置并且基于对所述多个焊接参数的所述设置进行分析的结果控制所述显示器显示与当前参数设置相关联的象形文字警告,其中,所述象形文字警告图形地指示对所述当前参数设置的调整方向。
11)如10)所述的电弧焊接系统,其中,所述处理器进一步被配置成用于连同所述调整方向的图形指示一起显示多个焊珠象形文字。
12)如10)所述的电弧焊接系统,其中,所述处理器进一步被配置成用于将所述多个焊接参数的所述设置与所述焊接电源所提供的一个或多个设置范围进行比较。
13)如9)所述的电弧焊接系统,进一步包括存储器,所述存储器是所述处理器可访问的并且存储焊接模板,所述焊接模板包括所述多个焊接参数的所述设置以及焊接角度的范围,其中,所述处理器被配置成用于:当所述焊接角度在所述焊接角度的所述范围之外时自动地调整所述多个焊接参数的所述设置中的所述一个或多个设置。
14)如13)所述的电弧焊接系统,其中,所述焊接角度是由所述处理器预先确定的并且包括工作角度、行进角度、和水平角度中的每一个,并且所述焊接角度的所述范围包括工作角度范围、行进角度范围、和水平角度范围中的每一个。
15)如9)所述的电弧焊接系统,其中,所述处理器被配置成用于控制所述显示器同时显示图形地描绘多个可选择的编织形状的对应象形文字,并且所述机器人控制器被配置成用于基于所述多个可选择的编织形状中被选定的一个来控制所述机器人臂的运动。
16)一种电弧焊接系统,包括:
电源,被配置成用于向焊条提供焊接输出;
用户界面,用于调整多个焊接参数,其中,所述用户界面包括显示器:以及
处理器,操作性地连接至所述用户界面从而接收所述多个焊接参数的对应设置,其中,所述处理器被配置成用于分析所述多个焊接参数的所述设置并且基于对所述多个焊接参数的所述设置进行分析的结果来控制所述显示器显示与当前参数设置相关联的象形文字警告,其中,所述象形文字警告图形地指示对所述当前参数设置的调整方向,并且其中,所述处理器进一步被配置成用于连同所述调整方向的图形指示一起显示多个示例焊珠象形文字。
17)如16)所述的电弧焊接系统,进一步包括具有所述焊条的焊接焊炬,其中,所述处理器被配置成用于基于所述焊接焊炬的预定焊接角度调整所述多个焊接参数的所述设置中的一个或多个设置。
18)如17)所述的电弧焊接系统,进一步包括机器人臂,其中,所述焊接焊炬附接至所述机器人臂,并且所述处理器被配置成用于控制所述显示器同时显示图形地描绘多个可选择的编织形状的对应象形文字,并且所述机器人臂被配置成用于基于所述多个可选择的编织形状中被选定的一个来控制所述焊接焊炬的移动。
19)如17)所述的电弧焊接系统,进一步包括存储器,所述存储器是所述处理器可访问的并且存储焊接模板,所述焊接模板包括所述多个焊接参数的所述设置以及焊接焊炬角度的范围,其中,所述处理器被配置成用于:当所述预定焊接角度在所述焊接焊炬角度的所述范围之外时自动地调整所述多个焊接参数的所述设置中的所述一个或多个设置。
20)如19)所述的电弧焊接系统,其中,所述预定焊接角度包括工作角度、行进角度、和水平角度中的每一个,并且所述焊接焊炬角度的所述范围包括工作角度范围、行进角度范围、和水平角度范围中的每一个。
附图说明
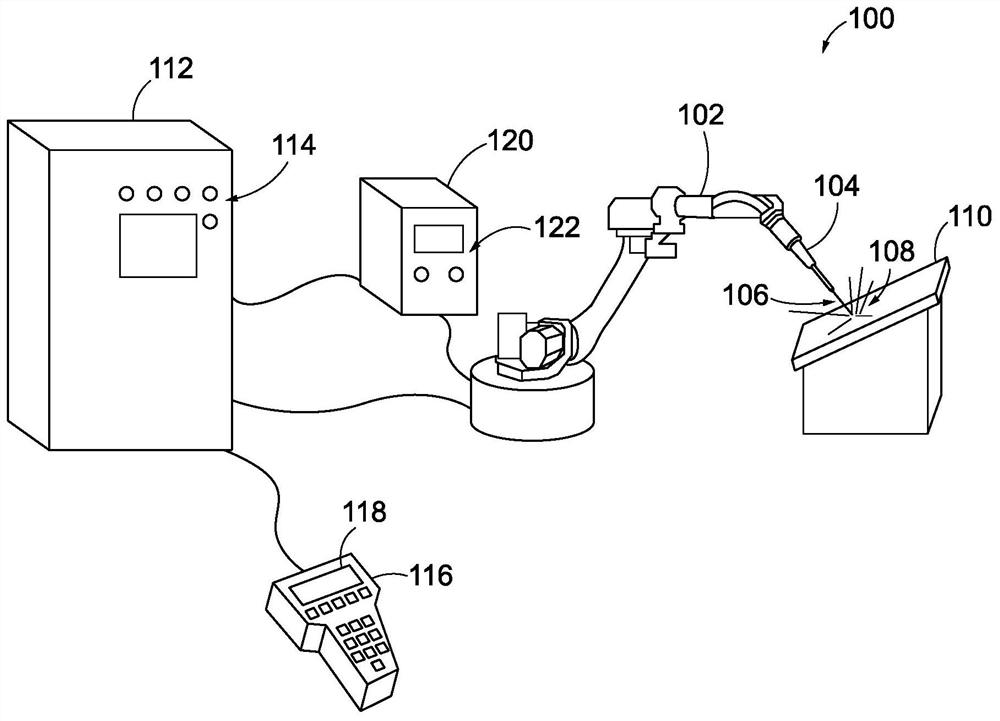
图1是示例电弧生成系统;
图2是方框图;
图3是示例用户界面的屏幕截图;
图4是示例用户界面的屏幕截图;
图5是示例用户界面的屏幕截图;
图6是示例用户界面的屏幕截图;
图7是示例用户界面的屏幕截图;
图8是示例用户界面的屏幕截图;
图9是示例用户界面的屏幕截图;
图10是示例用户界面的屏幕截图;
图11是示例用户界面的屏幕截图;
图12是示例用户界面的屏幕截图;
图13是示例用户界面的屏幕截图;
图14是示例用户界面的屏幕截图;
图15是示例用户界面的屏幕截图;
图16是示例用户界面的屏幕截图;
图17是示例用户界面的屏幕截图;并且
图18是流程图。
具体实施方式
本发明的实施例涉及用于如焊接电源、等离子切割机、电镀和耐磨堆焊设备等电弧生成电源的控制器和用户界面。更具体地,本发明涉及包括此类电源的机器人系统,并且还涉及实时地且以视觉或图形的方式动态地描绘信息的控制器和相关联的图形用户界面,以及用于使用此类控制器和用户界面调整电源参数的方法。现在将参照附图描述本发明,其中,相同的参考编号通篇被用来指代相同的要素。将理解的是,这些不同附图不必以彼此按比例的方式来绘制,在给定的附图内也同样是这样,并且特别地,部件的尺寸被任意地绘制,以便于对附图加以理解。在以下描述中,出于解释的目的,阐述了多个具体的细节以便提供对本发明的全面理解。然而,可能明显的是,可以不需要这些具体的细节地实践本发明。此外,本发明的其他实施例是可能的并且能够以除了如所描述的方式之外的方式来实践和实施本发明。在描述本发明中采用的术语和短语是出于促进对本发明的理解的目的,并且不应该被认为是限制性的。
图1示出了示例机器人系统100。所述系统包括支持工具的移动机械配件。所述移动机械配件可以是机器人102(比如所示的六轴有关节的工业机器人臂)、或其他类型的移动机械配件(如轨道焊管机)。臂工具的末端或末端操纵装置附接至机器人102。臂工具的示例末端包括电弧炬104,比如电弧焊接焊炬和等离子切割焊炬。
为了方便解释,将在采取了电弧焊接焊炬的电弧焊接系统的背景下对系统的多个方面加以讨论。然而,要理解的是,此类方面同样适用于其他类型的系统和工具比如等离子切割机等。
焊炬104可以包括焊条106(比如可消耗线焊条),通过所述焊条在焊炬与工件110之间生成电弧108从而对工件执行焊接操作。机器人102基于来自基于计算机的机器人控制器112的控制指令控制焊接过程中焊炬104的移动。参照图2,机器人控制器112可以包括处理器111、存储器113、用户界面114,并且可以进一步包括控制机器人102的移动所需的额外组件。存储器113(例如,非瞬态计算机可读介质)可以存储已编程的指令,所述已编程的指令在被处理器111执行时使得机器人控制器112执行在此归因于它的功能。
机器人控制器112包括操作性地连接至机器人控制器的手持控制挂件或教导挂件116。控制挂件116包括具有显示器和各用户输入端的用户界面118。控制挂件116可以包括其自己的处理器115、存储器117等,用于存储已编程的指令,所述已编程的指令在被处理器执行时使得控制挂件116执行在此归因于它的功能。使用控制挂件116,操作者可以对有待由机器人102执行的各种操作进行编程或调整。操作者还可以在用户界面118的显示器上浏览关于机器人102的信息、以及关于机器人使用焊炬106对工件110执行的操作的信息。
系统100进一步包括电源120。电源120向焊炬104提供了电功率输出从而生成电弧108。电源120将输入电功率(例如,公用电源)转换成合适的电弧波形(例如,焊接波形),以便对工件110执行操作。电源120可以包括用于生成期望的电弧波形的电子电路(例如,PWM逆变器、斩波器等)。电源120可以进一步包括处理器119、存储器121、和用于调整对工件110执行的操作的各个参数(例如,电压、电流、送线速度、AC平衡等)的用户界面122。如同机器人控制器112和控制挂件116,电源120的存储器121可以存储已编程的指令,所述已编程的指令在被处理器119执行时使得电源执行在此归因于它的功能。
如图2中所示,机器人控制器112和控制挂件116被操作性地连接以进行双向通信。所述通信可以是有线的或无线的。机器人控制器112的各个参数可以被传输至控制挂件116并且可以在控制挂件处被调整,例如通过控制挂件上的用户界面118。机器人控制器112还可以操作性地连接至电源120以便与其进行双向通信。机器人控制器112和电源120可以传达操作信息和参数设置从而在对工件110进行焊接的过程中随着电弧的状态协调机器人102的移动。在某些实施例中,机器人控制器112可以设定或调整电源120中的参数,并且电源可以设定或调整机器人控制器中的参数。控制挂件116还可以接收并显示电源参数,或者直接从电源或者通过机器人控制器112。因而,控制挂件112可以操作性连接至电源120并且可以允许操作者直接从控制挂件浏览并调整电源参数。
上文所讨论的用户界面114、118、122可以包括显示器,所述显示器用于向操作者以象形文字的形式图形地呈现如机器人参数、焊接参数、等离子切割参数等参数,并视觉地对操作者显示所述参数的变化将怎样影响机器人工艺、焊接工艺、等离子工艺等。对随着参数被调整而改变的工艺的表示可以实时地发生。即,当参数被调整时,对参数、工艺或所述工艺的其他结果的象形文字表示也将改变。进一步,可以通过在参数的分别对应于参数的不同值或设置的多种象形文字表示当中进行选择来改变所述参数。
各用户界面114、118、122的显示器可以受包括显示存储器和显示处理电路的电子电路控制。所述显示处理电路可以包括单独处理器,所述单独处理器来自对显示器位于其中的设备进行控制的装置。显示器可以是触屏显示器,并且显示器可以与形成用户界面114、118、122的部分的各种输入设备(比如软键和旋转编码器)相关联。
如上文所提及的,显示器可以显示描绘机器人工艺、焊接工艺或机器人移动与焊接工艺的组合的一部分或参数的象形文字。例如,显示器可以显示表示焊接焊炬的尖端、焊条、以及工件的象形文字图标。可以通过实时改变象形文字的出现来视觉地描绘参数调整。例如,如果要调整焊条突出,则可以通过改变(延长/缩回)焊条看起来从焊接焊炬突出的长度来显示调整。同样,可以绘画般地或以动画焊接工艺方式显示在焊接本身上对所述突出进行调整的结果。例如,所显示的焊珠的形状(凸状、凹状等)会随着突出被调整而改变。另一示例是由机器人102所执行的对编织图案的改变。当操作者改变如编织频率等参数时,可以显示或模拟或者“更紧的或更松的”编织的视觉表示,并且可以显示所产生的焊接和对焊接(例如,扇形)的影响。而且,如果某些参数设置被确定是不正确的,则可以向操作者提供象形文字警告。所述象形文字警告可以进一步图形地表明参数可以怎样改变(例如,上、下、开、关等)。这种基于象形文字的显示方法可以允许操作者更轻易地理解参数变化的影响,而不需要实际用经改变的设置进行焊接来领会其影响。当操作者针对不同变量或参数改变值或设置而不是试图设想正被改变的参数以及所述改变的影响时,显示器可以在焊接发生之前提供对所述变化的实时视觉表示。将参数图形显示为象形文字、以及对由于调整参数而产生的焊接的(多种)影响的视觉表示可以为操作者提供高度直观的控制界面。
现在将讨论用于控制机器人112和电源120的操作的各种界面屏幕。在上文所述的处理器111、115、119中任意一个的控制下,可以将所述界面屏幕显示在上文所述的用户界面114、118、122中的任意一个上。然而,由于控制挂件116是手持的且便携的,可以期望在控制挂件上的界面屏幕上实施并且使用控制挂件作为机器人控制器112和电源120两者的公共用户界面。
图3是用于控制焊接工艺(包括机器人臂102(图1)的移动)、以及电源120的操作和电弧108的生成的示例用户界面的屏幕截图。图3中的屏幕是主屏幕300,可以从所述主屏幕中选择各个其他控制屏幕。具体地,可以通过主屏幕300上的图标访问用于焊接编辑和调谐(调谐302)、电源状态和各种手动功能(焊工304)、接缝跟踪状态和调谐(WolfTrack 306)、焊接模式选择(设定308)、以及其他设置(设置310)的一个或多个屏幕。
图4至图6提供了与焊接模式选择(设定308)相对应的屏幕截图312、314、316。可以从图4至图6中所示的屏幕搜索、选择和编辑焊接模式。可以显示各种不同的可用焊接模式并选择一个供使用和/或编辑。每种焊接模式可以具有唯一标识符(数字、名称等)。对具体焊接模式的选择可以触发显示与所选择的模式相对应的特性,比如有待执行的焊接工艺(GMAW)、气体类型、焊条特性、送线速度、电压、电流等。如果期望的话,可以显示并改变所存储的用于所选择的焊接模式的参数的值。在图4中,“模式21”已经被高亮。选择“信息(Info)”图标318可以启动屏幕314(图5),所述屏幕提供关于所选择的焊接模式的详细信息。所选择的焊接模式或所选择的焊接模式的参数可以被传达至电源以供在焊接操作过程中由机器人使用。选择“搜索”图标320可以启动搜索屏幕316(图6)以根据特定参数(例如,焊接工艺、焊丝类型、气体类型等)搜索各种可用焊接模式。
图7提供了接缝跟踪状态和调谐(WolfTrack 306)功能屏幕318的屏幕截图。可以显示和/或改变与焊缝跟踪相关联的各个参数,比如:轨迹模式、增益Y、增益Z、参考电压、参考电流、实际电压、实际电流、Y和Z修正等。可以向操作者显示接缝跟踪器的当前状态320,比如接缝跟踪器是否在工作中或处于默认状态,(多个)跟踪传感器是否OK,是否检测到电弧等。改变跟踪参数的结果可以被显示为图像或动画焊接模拟322从而快速地向操作者传达所述变化的影响。
图8提供了电源状态和手动功能(焊工304)屏幕324的屏幕截图。从此屏幕,可以浏览并调整如焊接电压、电流、和送线速度等电源参数。还可以显示焊接操作的当前状态326,比如气体或水是否被激活以及与其相关联的任何问题、焊线是否被固定等。屏幕324包括象形文字328、330,通过所述象形文字可以向上和向下调整送线速度。
图9至图14提供了与焊接编辑和调谐(调谐302)屏幕相对应的屏幕截图。在图9至图10中,如果期望的话,可以选择并调整如焊接速度、编织长度、编织宽度、左侧停留、右侧停留、焊机模式、伏特、和送线速度等焊接和机器人参数。在第一窗口332中高亮焊接或机器人参数中的一个可以提供在第二窗口334中对参数进行选择或调整。可以用象形图或动画图形地显示和/或以文本格式显示调整参数的效果。
如上文所提及的,在此所讨论的界面屏幕可以被显示在控制挂件116的用户界面118(图2)上,并且可以使用控制挂件设定和调整机器人102和电源120的参数。控制挂件116中的处理器115可以通过用户界面118接收来自操作者的设置,并且将设置传输至机器人控制器112和/或电源120。控制挂件116中的处理器115还可以接收来自机器人控制器112和/或电源120的电流参数设置以便显示并由操作者调整。
控制挂件116可以接收和/或存储参数设置的可接受范围以便与操作者输入的当前设置进行比较。处理器115可以通过将所述当前设置与从机器人控制器112或电源120接收的可接受范围进行比较来对所述当前设置进行分析。如果操作者的当前参数设置在所述可接受范围以外,则处理器115可以控制显示器显示与当前参数设置相关联的指示当前设置超出范围的象形文字警告。而且,所述象形文字警告可以图形地指示对当前参数设置的推荐调整,从而在所述可接受范围内对其进行移动。例如,象形文字警告可以显示对参数的推荐调整方向,或者参数应该被激活还是去激活。图9中针对参数WFS(送线速度)示出了示例象形文字警告336。在窗口334中,可见的是,控制挂件已经接收到针对当前焊接过程的来自电源的50到490ipm(英寸每分钟)的可接受有效WFS范围。然而,WFS设置是661ipm。由于当前WFS设置在可接受范围以外,控制挂件以具有感叹号的下指箭头形式显示象形文字警告336。警告336还可以包含颜色(比如红色或黄色)从而指示推荐进行调整。象形文字图像同时提供警告并指示对参数设置的推荐调整方向(向下)。
在图11中,可见的是,可以向操作者提供关于超范围参数设置的额外象形文字信息。选择“信息(Info)”图标338将触发显示针对高亮参数的额外信息。象形文字信息可以包括对参数的调整方向340,以及不正确的焊珠342的截面。如果产生或预料到不正确的焊珠342,则调整方向340可以通知操作者怎样调整所选择的参数。例如,如果产生或预期到凸状焊珠、烧穿、底切、过度飞溅或不稳定电弧,应该按照所显示的调整方向340所指示的来减小WFS。相反地,如果发生或预料到凹状焊珠或焊透较差,则应该提高WFS。在某些实施例中,参数的超范围状态被处理器用来仅显示与对超范围参数的推荐调整方向相对应的额外象形文字信息。在图9中,例如,因为WFS被设定得过高且推荐的调整方向为向下,选择信息图标338会导致仅显示关于对WFS向下调整的附加信息,并且显示如果不向下调整WFS将会引起不正确的焊珠的图像。如果期望的话,还可以用动画的方式显示不正确的焊珠。
焊接编辑和调谐屏幕可以包括“阻挡”图标342。通过选择阻挡图标342,并且然后选择与有待激活/去激活的操作相对应的图标(图12),可以从焊接编辑和调谐屏幕激活和去激活焊接、接缝跟踪、和编织。
图13和图14示出了可以向操作者传达的额外图形信息。例如,可以显示可供选择的不同编织形状344的出现,或不同编织长度346和/或频率。还可以显示所产生的工件和焊珠。例如,可以描绘当编织频率被调整时所产生的焊珠。如图14中所示,可以用透视三维视图显示编织形状或图案,显示编织图案的高度和宽度以及焊接焊炬的行进长度。操作者可以从所显示图像当中选择期望的编织形状、频率、长度等,并且机器人控制器可以控制机器人臂的运动从而在工件上创造与所选择的图像匹配的焊珠。
从焊接编辑和调谐屏幕,可以创建或加载焊接模板以供在焊接操作过程中使用。可以将所述模板保存在上文所讨论的存储器中的一个或多个中,以便由所述处理器中的一个或多个访问。所述模板可以包含电源参数和机器人参数两者以便限定整个或基本上整个焊接操作。图15至图17示出了示例模板屏幕。焊接编辑和调谐屏幕(图9至图14)可以包括用于激活模板搜索屏幕350的“模板”图标348。从模板搜索屏幕350,可以基于如焊接接头类型、焊接位置(例如,1F至4F,1G至4G等)、工件厚度、金属类型、或其他参数等标准对可用的存储的模板进行筛选。还可以象形文字地显示352某些筛选参数,比如焊接接头类型和焊接位置。可以从满足筛选标准的模板列表354中选择特定的焊接模板。
为了显示模板的详细信息,可以选择“Info”图标356。如图16中所示,所述详细信息可以包括模板的名称、其作者、焊接材料、焊接类型和位置、材料厚度、焊接尺寸、以及其他信息(例如,编织图案、编织长度和频率、电源参数等)。所述模板可以包括CARW(计算机辅助机器人焊接)数据358,比如工作角度范围、行进角度安慰、水平角度范围和滚动角度范围(焊炬角度)。选择与CARW数据相关联的“信息(Info)”图标360可以激活对CARW数据的象形文字显示,如图17中所示。在图17中可见的是,CARW角度数据是焊炬的不同焊接或操作角度的范围。除了最大和最小值之外,焊接角度的范围可以包括焊炬角度的标称值。
在某些实施例中,焊炬角度的范围可以与如电压、电流、WFS等电源参数相关联。处理器(比如控制挂件116中的处理器115(图1和图2)可以基于焊接操作过程中的偏离模板中的焊接角度的范围的实际焊炬角度自动地调整电源参数设置中的一个或多个设置。如果如焊接过程中受机器人控制的焊炬角度偏离模板中的范围之一,则处理器115可以在焊接过程中自动地向上或向下调整焊接参数设置,从而适应所述偏离。
焊接过程中的实际焊炬角度可能必须偏离模板中已编程的范围从而避免工件上的障碍物。当在船内焊接时,例如,船内的障碍物可能导致焊炬角度偏离当前模板中的范围。当产生这种偏离时,控制挂件116中的处理器115、或机器人控制器112中的处理器可以自动地调整焊接参数以考虑偏离。例如,如果焊接焊炬必须被旋转至头顶上的焊接位置从而使得焊炬角度中的一个或多个偏离模板,如焊接电压或电流等电源参数将稍微减小,或者编织图案变化或行进速度提高,从而适应焊炬的位置。当焊炬角度返回模板中的可接受范围时,处理器可以自动地使焊接参数设置返回至其正常值。
在某些实施例中,如3D CAD文件等工件数据可以被存储在处理器可访问的存储器中。工件数据可以包括关于潜在障碍物的位置和尺寸的信息。处理器可以分析工件数据并从工件数据规划机器人控制的焊接路径、路线或顺序。处理器还可以规划预定焊炬角度作为焊接路径、路线或顺序的一部分。如果所述预定焊炬角度偏离模板中的范围,则处理器可以存储焊接参数调整作为所规划的焊接顺序的一部分。
图18提供了可以由上文所讨论的处理器中的一个或多个执行的示例过程的流程图。关于有待焊接的工件的CAD文件可以被加载至处理器可访问的存储器中(步骤S10)。从CAD文件中的数据,处理器可以确定焊接路线(步骤S20)并标识焊接路线中的障碍物(步骤S30)。沿着焊接路线并考虑到任何已标识的障碍物,处理器还可以确定焊炬角度,如工作角度、行进角度和水平角度(步骤S40)。处理器可以然后将焊炬角度与焊接模板进行比较(步骤S50)并且判断焊炬角度是否在焊接模板中所存储的范围内(步骤S60)。如果焊炬角度中的任何一个偏离焊接模板中的范围,则处理器可以存储相应的经调整焊接参数设置(S70)。
可以包括在此处所讨论的界面屏幕和/或模板中并且被文本地和/或作为象形文字或作为焊接动画的一部分显示的示例参数以及其他信息包括以下各项:
模板名称、作者、时间戳
焊接尺寸
接头类型——角焊缝、搭接焊缝、斜角焊缝、V型槽焊缝等。
接头位置——1F、2F、1G、2G等。
工件材料类型
材料厚度(最小和最大)
CARW(计算机辅助机器人焊接)数据:
工作角度——焊炬到工件的角度
行进角度——焊炬推/拉角度
水平角度——描述接头可以与理想1F、2F等条件不同但仍实现期望结果的程度
滚动角度——描述接头可以与理想1F、2F等条件不同但仍实现期望结果的程度
焊机和机器人运动/定时控制:
开始数据
清洗时间
预流程时间
刮切类型
开始移动延迟
点火控制
加热阶段速度
加热阶段距离
加热控制
焊道数据:
焊接速度
编织数据,诸如:
编织长度
编织宽度
左侧停留
右侧停留
编织高级阶数据:
编织形状
编织类型
编织高度
中心停留
编织方向
编织倾斜
编织取向
编织偏向
附加(跟踪)数据:
跟踪类型
增益y
增益z
轨迹偏向
最大修正
结束数据:
冷却时间
填补时间
填补控制
返烧时间
返烧控制
回滚时间
后流程时间
每条焊机数据可以包括:
焊机模式(例如,确立焊丝类型、焊丝尺寸、和气体类型)
电压
馈线(例如,速度)。
电流(每个模式不同)
控制_1(每个模式不同)
控制_2(每个模式不同)
控制_3(每个模式不同)
控制_4(每个模式不同)
多道参数——多道焊接中的后续焊道的数据,包括相对于根部焊道的工具位置/取向
计算的自适应控制——用于改变需要自适应沉积以正确地填充的焊接接头
穿过电弧跟踪控制参数的功率波形
焊层间清洁(磨削或针刮除)要求
预加热要求
应该明显的是,本披露是通过举例的方式的并且可以通过添加、更改或消除来作出多种不同改变而不脱离本披露内容中的教导的合理范围。因此,本发明不限于本披露的特定的细节,除非权利要求书必要地如此限定。
- 具有对参数设置的实时象形文字表示的用户界面
- 具有对参数设置的实时象形文字表示的用户界面