一种瓦楞纸质量检测试样切割机
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及切割机领域,特别涉及一种瓦楞纸质量检测试样切割机。
背景技术
瓦楞纸板是由面纸、里纸、芯纸和加工成波形瓦楞的瓦楞纸通过粘合而成。根据商品包装的需求,瓦楞纸板可以加工成单面瓦楞纸板、三层瓦楞纸板、五层、七层、十一层等瓦楞纸板。瓦楞纸箱是由瓦楞纸板制作而成,是使用最广泛的纸容器包装,广泛用于运输包装。GB6546-1998《瓦楞纸板边压强度的方法》中明确要求瓦楞纸的试样应为规定尺寸的矩形样品,试样上不得有压痕、印刷痕迹和损坏。保证试样具有原状态、不破坏样品物理性质,提高试样制作要求,满足检测试样要素。
现在对瓦楞纸试样的制备对采用人工切割制备的方式费时费力,虽然 一件名为瓦楞纸板检测样品的制样装置的中国实用新型专利公开了一种瓦楞纸切割机,但是这种设备自动化程度低,切割过程中需要工人用手按压纸板,容易受力不均破坏纸板,工人也容易受伤。
发明内容
本发明为了弥补现有技术的不足,提供了一种瓦楞纸质量检测试样切割机。
本发明是通过如下技术方案实现的:
一种瓦楞纸质量检测试样切割机,包括支架,所述支架与切割电机固定连接,所述切割电机的输出轴上固定安装有切割刀,所述支架靠近所述切割电机所在的一端固定安装有滑竿,所述滑竿的轴线方向与切割电机的输出轴轴向方向垂直;所述支架的远离切割电机的一端固定安装驱动电机;所述台驱动电机的输出端通过联轴器与丝杠副固定连接;所述丝杠副的轴线与所述滑竿的轴线平行,所述丝杠副的螺母与滑块的第一端固定连接;所述滑块的第二端套在所述滑竿上;所述滑块的本体与压紧机构固定连接。
所述压紧机构包括承载板,所述承载板的一端与所述滑块固定连接,所述承载板与所述滑块连接的一端固定安装有支撑筒;所述支撑筒的顶部通过第一螺栓与固定板固定连接;第二螺栓穿过所述固定板与压块固定连接,所述第二螺栓与所述固定板间隙配合。
所述切割电机的输出轴上依次固定安装第一切割刀、第二切割刀和第三切割刀,所述压紧机构位于所述第一切割刀到第三切割刀片之间;所述承载板和压块上设有与第二切割刀片相匹配的刀槽。
所述压块为电磁铁;所述第二螺栓的螺栓头和固定板之间安装有弹簧。
还包括控制和调速开关,所述控制器分别与所述切割电机、驱动电机、电磁铁电连接,所述调速开关分别与所述控制器和驱动电机电连接。
还包括固定安装在支架上的壳体。
本发明具有以下有益效果:
1.结构简单、自动化程度高,电磁铁固定纸板,受力均匀,能够在切割的同时不破坏瓦楞纸板的结构。
2.不同的纸板经切割得到大小一致的检测样,有利于后续的检测分析。
3.切割速率快,安全性好,品质高。
附图说明
下面结合附图对本发明作进一步的说明。
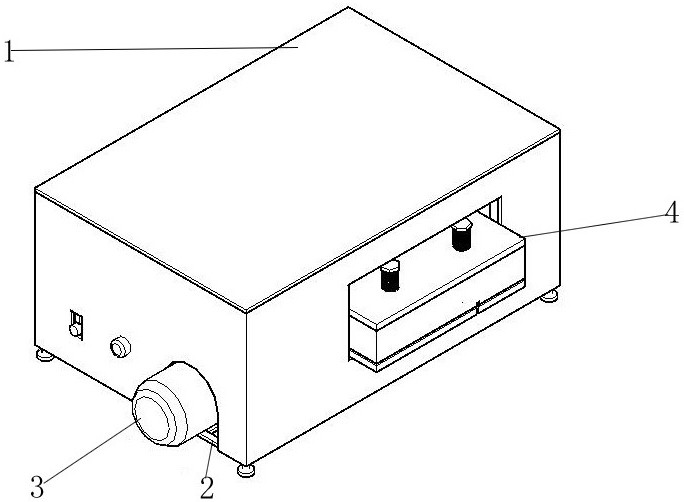
附图1为本发明的整体示意图。
附图2为本发明的右视图。
附图3为本发明的结构示意图。
附图4为本发明的内部结构示意图。
附图5为本发明的压紧机构示意图。
附图6为本发明的纸板放置方向示意图。
图中,1-壳体,2-支架,2-1-第一支撑板,2-2-第二支撑板。3-切割电机,4-压紧机构,4-1-承载板,4-2-连接筒,4-3-固定板,4-4-垫板,4-5-第一螺栓,4-6-第二螺栓,4-7-弹簧,4-8-电磁铁,5-驱动电机,6-丝杠副,7-滑块,8-第一切割刀,9-滑竿,10-第二切割刀,11-第三切割刀,12-转速开关,13-控制器。
具体实施方式
本实施例中“左”、“右”、“内”、“外”等描述方向关系的词语仅为了实施例的描述方便,不视为对本发明的限定。所述“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。所述固定连接方式包括但不限于焊接、螺接等现有技术已知的连接方式。
附图1至附图5为本发明的一种具体实施例。该实施例提供了一种瓦楞纸质量检测试样切割机,包括支架2和固定安装在支架2上的壳体1,壳体1设有矩形开口5。支架2的底部安装有支撑腿。
支架2上固定安装有切割电机3,切割电机3的尾部通过壳体1上的U形孔伸出壳体外;切割电机3的输出轴上依次固定安装有若干把切割刀,具体为三把圆形的切割刀,包括第一切割刀8、第二切割刀10和第三切割刀11,其中第一切割刀8和第二切割刀10之间的距离是第二切割刀10与第三切割刀11之间的距离的两倍,具体为第一切割刀8和第二切割刀10之间的距离是100mm,第二切割刀10与第三切割刀11之间的距离是50mm。在支架2靠近切割电机3所在的一端固定安装有滑竿9,滑竿9的轴线方向与切割电机3的输出轴轴向方向垂直;具体地,滑竿9的两端分别于固定连接在支架2上的第一支撑板2-1和第二支撑板2-2固定连接,并且滑竿9被第一支撑板2-1和第二支撑板2-2支撑在切割电机3的上方。
在支架2远离切割电机3的一端固定安装有一台驱动电机5,台驱动电机5的输出端通过联轴器与丝杠副6的一端连接。丝杠副6的另一端通过轴承座与支架2固定连接。该丝杠副6的轴线方形与切割电机3的输出轴轴向方向垂直。
滑块7的第一端与丝杠副6的螺母固定连接,第二端套在滑竿9上,能沿滑竿9滑动。滑块7的本体与压紧机构4固定连接。
压紧机构4的长度小于等于第一切割刀8到第三切割刀片11之间的距离,并位于第一切割刀8到第三切割刀片11之间,即第一切割刀8到第三切割刀片11从压紧机构4的两端对样品进行切割。该压紧机构4包括横截面呈L形的承载板4-1。该承载板4-1的竖直部与滑块7固定连接,在竖直部的顶端固定安装有两根支撑筒4-2,支撑筒4-2的内部设有内螺纹。在支撑筒4-2通过第一螺栓4-5固定连接有一块水平放置的固定板4-3,即第一螺栓4-5穿过固定板4-3上的第一光孔与支撑筒4-2螺接,将固定板4-3固定安装在支撑筒4-2的顶部。在第一螺栓4-5与固定板4-3之间安装有垫板4-4。垫板4-4呈矩形,两端分别套在两个第一螺栓4-5外,当然垫板4-4可用垫片代替。在固定板4-3远离第一螺栓4-5的一端通过第二螺栓4-6连接有呈矩形的电磁铁4-8,电磁铁4-8位于固定板4-3的下方,具体为固定板4-3远离第一螺栓4-5的一端设有两个第二通孔,第二螺栓4-6穿过第二光孔与电磁铁4-8固定连接,并且第二螺栓4-6可以在第二光孔内自由的上下移动,第二螺栓4-6的长度较长,在第二螺栓4-6与固定板4-3之间安装有弹簧4-7,即弹簧4-7套在第二螺栓4-6上并位于第二螺栓4-6的螺栓头和固定板4-3之间,在电磁铁不通电时,弹簧4-7的弹力使得电磁铁4-8的上底面与固定板4-3的下底面紧密接触,在电磁铁4-8与承载板4-1之间有间隙。在承载板4-1和电磁铁4-8上设有与第二切割刀片10相匹配的刀槽。
该瓦楞纸质量检测试样切割机还包括控制器13和调速开关12,括控制器13分别与切割电机3和驱动电机5电连接,调速开关12分别与控制器13和驱动电机5电连接。控制器13可以控制整台设备的开启以及驱动电机5的正反转,调速开关12控制驱动电机5的转速。控制器13和调速开关12固定安装在支架2上,当然也可以安装在壳体1上。
使用时,将事先纸板样品按照压紧机构4的大小进行初步裁切2,预先获得160*160mm尺寸的切纸,然后将初步裁切好的纸板样品放置在电磁铁4-8与承载板4-1之间的间隙内,一边靠在承载板4-1的竖直部上。然后开启瓦楞纸质量检测试样切割机,电源接通,电磁铁4-8通电,在磁力的作用下电磁铁4-8下落将纸板样品压紧,然后通过调速开关12调节驱动电机5的转速。驱动电机5通过丝杠副6和滑块7带动压紧机构4从壳体1的矩形开口5推入壳体1内,切割电机3带动第一切割刀8、第二切割刀10和第三切割刀11转动完成对纸张的切割。当滑块到达驱动电机5所在一端时,触发控制器13,随后控制器13控制驱动电机5反转,压紧机构4被推出壳体1,此时关闭电源。断电后电磁铁在弹簧4-7弹力的作用下被提起,取出纸板即可。
切割时先按可按图6所示的纵向方向放入纸板,在第一次切割完成后纸板按照横向放入进行第二次切割即取出第一次切割完成后的纸板,原方位调转90,使被切面靠紧承载板4-1的竖直部进行第二次切割,最终得到形状尺寸规整的矩形纸板样品。
需要说明的是,本发明中的丝杠副6可以用往复丝杠副代替,此时控制器13不需要控制驱动电机5进行正反转。切割电机3的输出轴上的切割刀也可以为1把、2把、4把或者多把,只要能配合压紧机构4完成纸板样品切割即可。本发明中的压紧机构4不限于上述的具体结构,例如第二螺栓4-7穿过固定板4-3后与压块连接,使用时拿住第二螺栓4-7直接将压块提起,放好纸板后再将压块放下,此时也就不需要弹簧,也可以采用直接在承载板4-1上压一块重物的方式,只要压紧机构4能压住纸板样品与切割刀配合完成切割,可以采用现有技术中已知的其他结构。
- 一种瓦楞纸质量检测试样切割机
- 对钢铁厂板材产品拉伸冲击试样的全自动火焰切割机的试样切割方法