一种激光增材制造用Al-10Mg-3Zn系合金材料粉末的制备方法
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及材料技术领域,特别是涉及一种激光增材制造用Al-10Mg-3Zn系合金材料粉末的制备方法。
背景技术
在铝合金激光增材制造领域,鉴于铝合金较低的激光吸收率,目前适于激光增材制造的铝合金粉末仅限于Al-Si体系,严重制约了铝基材料在激光增材制造领域的应用。而且增材制造的铝合金型材其微观组织呈现出典型的粗大柱状晶粒组织,热裂倾向严重,材料的塑性较差,各向异性明显。目前,制备预合金化粉末的方法主要为雾化法和旋转电极法。利用该类商业化粉末制备出来的零部件已具备较高尺寸精度,并在航空航天、医疗等领域获得了一些应用。例如美国Boeing公司自2000年以来开始将LCD大型钛合金零件应用于F-18和F-22战斗机,并于2015年申请了飞机零件增材制造体系的美国专利。欧洲AirBus公司自2006年以来开始尝试飞机起落架LCD技术,并已将拓扑优化设计与SLM技术结合,实现了钛合金发动机短舱铰链的优化制造。但是制备的零件易产生较高的残余应力及微米级别的裂纹及孔洞等缺陷,从而降低材料的疲劳强度、塑性和韧性,导致零件生产成品率低、可靠性不足且成本高居不下。因此传统的商业化合金粉末不能完全满足高性能零部件的制造。
发明内容
本发明的目的是提供一种激光增材制造用Al-10Mg-3Zn系合金材料粉末的制备方法,制备出了能同时具备高激光吸收率,颗粒球形率高的铝基复合材料粉末,且工艺操作简单易行,低成本高效率,适合进行批量生产。
本发明通过如下技术方案实现上述目的:一种激光增材制造用Al-10Mg-3Zn系合金材料粉末的制备方法,包括以下步骤:
(1)将工业纯铝加热熔融,随后加入工业纯镁、纯锌,用高温覆盖剂覆盖后升温;
(2)待合金熔体完全熔融后,随后加入Al-12Zr中间合金;
(3)待Al-12Zr中间合金完全熔融后,控制炉体降温;
(4)将Al-Mg-Zn-Zr合金铸锭在一定温度下下保温一定时间;
(5)将Al-Mg-Zn-Zr合金铸锭进行真空气雾化,制备合金材料粉末,将制备的合金粉末进行收集真空包装。
进一步的,所述步骤(1)中采用的覆盖剂是JZF-03型高温覆盖剂,升温至650~750℃。
进一步的,所述步骤(2)中加入的Al-12Zr合金过量,Zr元素的含量大于1wt.%。
进一步的,所述步骤(3)中的降温速率为10k/min。
进一步的,所述将合金铸锭在400-450℃下保温5-24h。
进一步的,所述步骤(5)采用的雾化气体为N
进一步的,所述步骤(5)所采用的真空气雾化工艺的喷嘴直径为3mm,喷嘴形状为Lava管,雾化气压为3MPa。
进一步的,所述粉末中值粒径在1μm~300μm可控,球形率>94%,收得率≥80%,合金粉末内部生成大量的Al
进一步的,所述粉末的激光吸收率>30%。
与现有技术相比,本发明激光增材制造用Al-10Mg-3Zn系合金材料粉末的制备方法的有益效果是:有效地结合了合金成分设计原理和异质形核原理。通过成分设计制备了可用于激光增材制造的Al-Mg-Zn-Zr合金粉末。利用该合金材料粉末进行激光增材制造,相对于传统铝硅体系粉末,所制备的材料强度塑性较高,由于初生Al3Zr相及细小Al3Zr析出相的异质形核作用,大大减弱了增材制造合金材料中的各向异性,降低了材料的热裂倾向和残余应力,细化了晶粒尺寸,促进了等轴晶粒的生成。本发明方法制备的激光增材制造铝合金材料部件能同时具有高强度和高塑性。
附图说明
图1是真空雾化设备结构图。
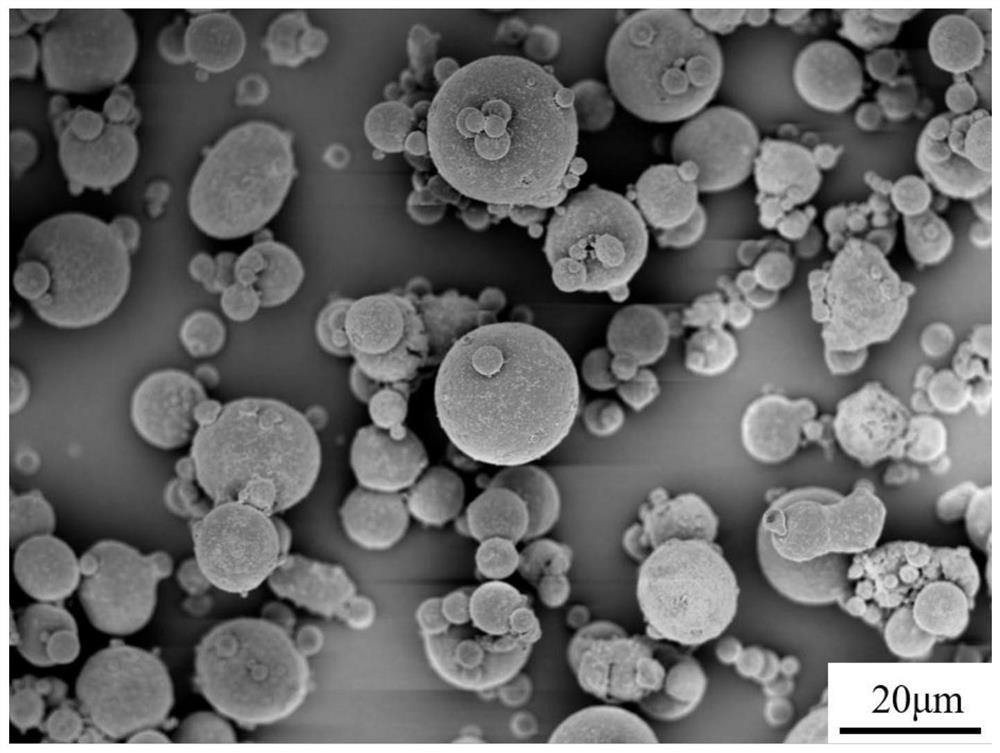
图2是真空气雾化粉体结构图。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。
实施例1
实验以高纯Al、工业纯Mg、工业纯镁、Al-12Zr中间合金为原材料配制了Al-10Mg-3Zn-0.6Zr材料。先将高纯Al放入坩埚中熔化并升温到790℃,然后按成分设计加入工业纯Mg、工业纯Zn、Al-12Zr中间合金,用JZF-03型高温覆盖剂覆盖;将完全熔融的合金熔体以10k/min的降温速率进行降温;将合金材料铸锭再450℃下进行均匀化热处理24h;将合金材料铸锭进行真空气雾化制粉。其气雾化工艺为:溶液温度900℃,使用N
实施例2
实验以高纯Al、工业纯Mg、工业纯镁、Al-12Zr中间合金为原材料配制了Al-10Mg-3Zn-1Zr材料。先将高纯Al放入坩埚中熔化并升温到790℃,然后按成分设计加入工业纯Mg、工业纯Zn、Al-12Zr中间合金,用JZF-03型高温覆盖剂覆盖;将完全熔融的合金熔体以10k/min的降温速率进行降温;将合金材料铸锭再450℃下进行均匀化热处理24h;将合金材料铸锭进行真空气雾化制粉。其气雾化工艺为:溶液温度900℃,使用N
实施例3
实验以高纯Al、工业纯Mg、工业纯镁、Al-12Zr中间合金为原材料配制了Al-10Mg-3Zn-1.5Zr材料。先将高纯Al放入坩埚中熔化并升温到790℃,然后按成分设计加入工业纯Mg、工业纯Zn、Al-12Zr中间合金,用JZF-03型高温覆盖剂覆盖;将完全熔融的合金熔体以10k/min的降温速率进行降温;将合金材料铸锭再450℃下进行均匀化热处理24h;将合金材料铸锭进行真空气雾化制粉。其气雾化工艺为:溶液温度900℃,使用N
实施例4
实验以高纯Al、工业纯Mg、工业纯镁、Al-12Zr中间合金为原材料配制了Al-10Mg-3Zn-2Zr材料。先将高纯Al放入坩埚中熔化并升温到790℃,然后按成分设计加入工业纯Mg、工业纯Zn、Al-12Zr中间合金,用JZF-03型高温覆盖剂覆盖;将完全熔融的合金熔体以10k/min的降温速率进行降温;将合金材料铸锭再450℃下进行均匀化热处理24h;将合金材料铸锭进行真空气雾化制粉。其气雾化工艺为:溶液温度900℃,使用N
实施例5
实验以高纯Al、工业纯Mg、工业纯镁、Al-12Zr中间合金为原材料配制了Al-10Mg-3Zn-3Zr材料。先将高纯Al放入坩埚中熔化并升温到790℃,然后按成分设计加入工业纯Mg、工业纯Zn、Al-12Zr中间合金,用JZF-03型高温覆盖剂覆盖;将完全熔融的合金熔体以10k/min的降温速率进行降温;将合金材料铸锭再450℃下进行均匀化热处理24h;将合金材料铸锭进行真空气雾化制粉。其气雾化工艺为:溶液温度900℃,使用N
真空雾化设备,包括腔体106、位于腔体内的合金溶体103,合金溶体103通过热电偶101和搅拌棒102进行加热及搅拌,合金溶体103的底部连接有喷嘴104,腔体106内充满保护气体,喷嘴喷射出液滴105,液滴105通过腔体底部连接的分离装置108,分离后得到粉体108。
本发明有效地结合了合金成分设计原理和异质形核原理。通过成分设计制备了可用于激光增材制造的Al-Mg-Zn-Zr合金粉末。利用该合金材料粉末进行激光增材制造,相对于传统铝硅体系粉末,所制备的材料强度塑性较高,由于初生Al3Zr相及细小Al3Zr析出相的异质形核作用,大大减弱了增材制造合金材料中的各向异性,降低了材料的热裂倾向和残余应力,细化了晶粒尺寸,促进了等轴晶粒的生成。本发明方法制备的激光增材制造铝合金材料部件能同时具有高强度和高塑性。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种激光增材制造用Al-10Mg-3Zn系合金材料粉末的制备方法
- 激光增材制造用7XXX系原位铝基复合材料粉末及制备