一种半轴高频淬火生产线
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及半轴生产设备技术领域,具体涉及一种半轴高频淬火生产线。
背景技术
淬火是把钢加热到临界温度以上,保温一定时间,然后以大于临界冷却速度进行冷却,从而获得以马氏体为主的不平衡组织(也有根据需要获得贝氏体或保持单相奥氏体)的一种热处理工艺方法。淬火是钢热处理工艺中应用最为广泛的工种工艺方法。
半轴也叫驱动轴是将差速器与驱动轮连接起来的轴,而半轴上的花键和螺纹为强化其使用强度,通常会采用淬火进行热处理,而在现有的半轴加工过程通常采用先对半轴进行加热,然后直接放入水中淬火,再由人工将淬火后的半轴码齐,然后再统一进行喷油处理,这种操作方式,效率低下且质量不易把控、不能够进行批量生产。
发明内容
本发明提供一种半轴高频淬火生产线,可实现全自动半轴热处理加工、节约人力成本、提高半轴的加工质量且易控制、易分析,保证半轴质量统一或稳定,适合大批量的加工使用。
一种半轴高频淬火生产线,包括用于放置待加工工件的进料装置、布置在进料装置一侧用于淬火加工的加工装置、布置在加工装置一侧用于接收成品的收料装置和能够控制进料装置和加工装置运转的PLC控制系统;
所述进料装置包括放料架、布置在放料架上的上料机构和用于将工件转送到加工装置的分料机构,所述放料架的放置面倾斜布置,且靠近上料机构端的水平高度低于远离上料机构端的水平高度;
所述加工装置包括机架,所述机架的上端依次布置有用于工件端部加热的高频加热机、对加热后的工件进行冷却处理的喷淋装置、对工件进行标记的打码装置和能够对半轴表面进行防锈处理的防锈处理装置,所述机架上还布置有用于输送工件流水加工的输送装置;
所述进料装置与所述加工装置之间布置有用于将工件码齐的轴向定位机构。
优选地,所述上料机构包括能够在放料架内靠近加工装置的一侧纵向滑动的托料板和能够带动托料板纵向升降的第一油缸,所述第一油缸的伸缩端与托料板的下端固定连接。
优选地,所述分料机构包括与放料架连接的分料架,所述分料架远离放料架的一侧布置有用于引导工件进入加工装置的导向板和能够将分料架上的工件转运到导向板的升降机构,所述分料架上的工件放置面靠近放料架的一端高于升降机构所在的一端,所述升降机构包括与分料架连接的阻料板、能够在阻料板上纵向滑动的L型升降板和布置在阻料板上用于控制L型升降板移动的第二油缸,所述第二油缸的伸缩端与L型升降板固定连接,所述L型升降板的一边在阻料板上朝向分料架伸出的长度大于一个半轴的直径距离。
优选地,所述输送装置包括链条输送机和均匀布置在链条输送机上的若干V型托料架。
优选地,所述喷淋装置包括布置在输送装置正下方的蓄水池,与蓄水池连接且罩在输送装置上的外壳,所述外壳内位于输送装置的上下两侧均布置有第一喷嘴,所述蓄水池内布置有与所有第一喷嘴通过水管连通的循环泵。
优选地,所述打码装置包括与机架的上端连接的第一龙门架,所述第一龙门架罩在输送装置上,所述第一龙门架的横臂上布置有激光打码机。
优选地,所述防锈处理装置包括与机架的上端固定连接的U型结构壳体,所述壳体靠近打码装置的一端布置有与第一龙门架尺寸一致的挡料架,所述壳体的尺寸大于挡料架的尺寸,所述壳体的两个竖杆和横杆上均布置有第二喷嘴和第三喷嘴,所述机座上布置有气泵和油箱,所述气泵通过管道与第二喷嘴连通,所述油箱内布置有油泵,所述油泵与第三喷嘴通过管道连通,所述第二喷嘴和第三喷嘴与管道相通的一端上均布置有电磁阀。
优选地,所述轴向定位机构包括与机座的上端固定连接的第三龙门架,所述第三龙门架的横杆上滑动布置有两个夹板,两个所述夹板均布置有齿板,两个所述齿板平行布置,所述第三龙门架的横杆中心布置有能够带动两个夹板在横杆上同步反向移动的驱动机构。
优选地,所述驱动机构包括驱动电机和布置在驱动电机输出端的齿轮,所述齿轮与两个齿板啮合连接。
优选地,所述收料装置包括收料架,所述收料架上倾斜布置有接料板,所述接料板靠近加工装置一端的水平高度高于其另一端的水平高度,所述接料板的两侧均布置有挡料板。
与现有技术相比,本发明的有益效果是:
实现全自动半轴热处理加工、节约人力成本、提高半轴的加工质量且易控制、易分析,保证半轴质量统一或稳定,能够大批量的加工使用。
附图说明
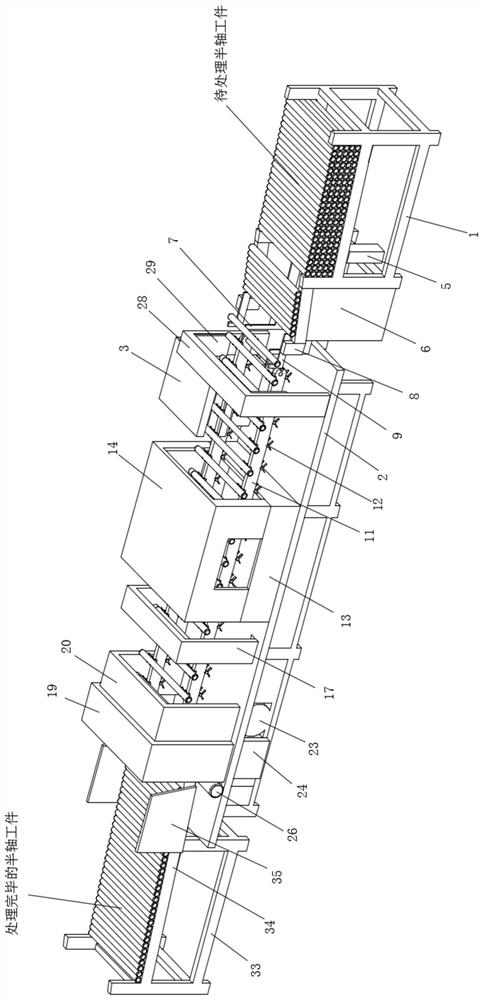
图1为本发明生产线的加工结构示意图;
图2为本发明进料装置的结构示意图;
图3为本发明喷淋装置的结构示意图;
图4为本发明打码装置的结构示意图;
图5为本发明防锈处理装置的结构示意图;
图6为本发明轴向定位机构的结构示意图;
图7为图6的仰视图(机架透明)。
附图标记说明:
1-放料架、2-机架、3-高频加热机、4-托料板、5-第一油缸、6-分料架、7-导向板、8-阻料板、9-L型升降板、10-第二油缸、11-链条输送机、12-V型托料架、13-蓄水池,14-外壳,15-第一喷嘴,16-循环泵,17-第一龙门架,18-激光打码机,19-壳体,20-挡料架,21-第二喷嘴,23-气泵,24-油箱,25-第三喷嘴,26-油泵,27-电磁阀,28-第三龙门架,29-夹板,30-齿板,31-驱动电机,32-齿轮,33-收料架,34-接料板,35-挡料板。
具体实施方式
下面结合附图,对本发明的一个具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
如图1-图7所示,一种半轴高频淬火生产线,包括用于放置待加工工件的进料装置、布置在进料装置一侧用于淬火加工的加工装置、布置在加工装置一侧用于接收成品的收料装置和能够控制进料装置和加工装置运转的PLC控制系统,从半轴进料到淬火热处理加工再由收料装置收集全程自动化控制,节约人力的投入同时有利于提高产品质量的稳定。
所述进料装置包括放料架1、布置在放料架1上的上料机构和用于将工件转送到加工装置的分料机构,所述放料架1的放置面倾斜布置,且靠近上料机构端的水平高度低于远离上料机构端的水平高度,半轴工件会顺着斜面自动在放料架1上向上料机构所在端移动,便于上料机构对工件的转运;
具体而言,所述上料机构包括能够在放料架1内靠近加工装置的一侧纵向滑动的托料板4和能够带动托料板4纵向升降的第一油缸5,所述第一油缸5的伸缩端与托料板4的下端固定连接,第一油缸5控制托料板4上下移动从而将托料板4上方的半轴举升输送至分料机构。
具体而言,所述分料机构包括与放料架1连接的分料架6,所述分料架6远离放料架1的一侧布置有用于引导工件进入加工装置的导向板7和能够将分料架6上的工件转运到导向板7的升降机构,所述分料架6上的工件放置面靠近放料架1的一端高于升降机构所在的一端,半轴工件由托料板4举升到达分料架6,因放置面倾斜,所以半轴工件会自动滚落到升降机构处,所述升降机构包括与分料架6连接的阻料板8、能够在阻料板8上纵向滑动的L型升降板9和布置在阻料板8上用于控制L型升降板9移动的第二油缸10,所述第二油缸10的伸缩端与L型升降板9固定连接,所述L型升降板9的一边在阻料板8上朝向分料架6伸出的长度大于一个半轴的直径距离,半轴工件在分料架6上自由滚动时被阻料板8阻挡,第二油缸10带动L型升降板9将阻料板8阻挡的一个半轴工件托举上升,半轴在L型升降板9上移动到导向板7的正上方,再由导向板7的引导进入加工装置,从而实现对半轴工件的分料。
所述加工装置包括机架2,所述机架2的上端依次布置有用于工件端部加热的高频加热机3、对加热后的工件进行冷却处理的喷淋装置、对工件进行标记的打码装置和能够对半轴表面进行防锈处理的防锈处理装置,所述机架2上还布置有用于输送工件流水加工的输送装置;
具体而言,所述输送装置包括链条输送机11和均匀布置在链条输送机11上的若干V型托料架12,导向板7引导半轴工件落在V型托料架12上。
具体而言,所述喷淋装置包括布置在输送装置正下方的蓄水池13,与蓄水池13连接且罩在输送装置上的外壳14,所述外壳14内位于输送装置的上下两侧均布置有第一喷嘴15,所述蓄水池13内布置有与所有第一喷嘴15通过水管连通的循环泵16,循环泵16将蓄水池13内的水抽出由第一喷嘴15喷向半轴工件加热端,对半轴工件进行表面热处理,喷出的水溅落到蓄水池13内蓄水形成水循环。
具体而言,所述打码装置包括与机架2的上端连接的第一龙门架17,所述第一龙门架17罩在输送装置上,所述第一龙门架17的横臂上布置有激光打码机18,激光打码机18对输送至第一龙门架17正下方的半轴工件进行激光打码。
具体而言,所述防锈处理装置包括与机架2的上端固定连接的U型结构壳体19,所述壳体19靠近打码装置的一端布置有与第一龙门架17尺寸一致的挡料架20,所述壳体19的尺寸大于挡料架20的尺寸,所述壳体19的两个竖杆和横杆上均布置有第二喷嘴21和第三喷嘴25,所述机架2上布置有气泵23和油箱24,所述气泵23通过管道与第二喷嘴21连通,所述油箱24内布置有油泵26,所述油泵26与第三喷嘴25通过管道连通,所述第二喷嘴21和第三喷嘴25与管道相通的一端上均布置有电磁阀27,通过分别控制两个电磁阀27对第二喷嘴21和第三喷嘴25进行开启或关闭,打开油泵26所在管道上的电磁阀27,油泵26将油箱24内的油通过第三喷嘴25喷向半轴工件的表面,对半轴工件进行涂油防锈处理,打开气泵23所在管道上的电磁阀27,气泵23通过第二喷嘴21将气体喷向半轴工件,将半轴表面的水迹风干,避免半轴生锈。
所述进料装置与所述加工装置之间布置有用于将工件码齐的轴向定位机构,对进入加工装置的半轴工件进行统一定位,提高加工装置的加工质量。
具体而言,所述轴向定位机构包括与机架2的上端固定连接的第三龙门架28,所述第三龙门架28的横杆上滑动布置有两个夹板29,两个所述夹板29均布置有齿板30,两个所述齿板30平行布置,所述第三龙门架28的横杆中心布置有能够带动两个夹板29在横杆上同步反向移动的驱动机构。
具体而言,所述驱动机构包括驱动电机31和布置在驱动电机31输出端的齿轮32,所述齿轮32与两个齿板30啮合连接。
驱动电机31带动齿轮32正反旋转,齿轮23的正反转动同时驱动两个齿板30同步反向移动,从而带动两个夹板29同步向中心移动或同步向两侧移动,两个夹板29同步向中心移动时对半轴的轴向位置进行定位,确保半轴精准进入加工装置的加工位置,提高加工质量。
具体而言,所述收料装置包括收料架33,所述收料架33上倾斜布置有接料板34,所述接料板34靠近加工装置一端的水平高度高于其另一端的水平高度,所述接料板34的两侧均布置有挡料板35,输送装置将加工好的半轴工件输送到接料板34收集,挡料板35起到引导半轴直线移动的作用,避免半轴从接料板34上跌落。
本发明在使用时候,根据工件加工需求设置PLC控制系统对进料装置和加工装置的控制进行调控,将需要热处理的半轴工件堆积在放料架1上,由上料机构将放料架1上半轴工件举升输送到分料机构,此时半轴在分料架6上分为单层排列,再通过升降机构将单个半轴举升至导向板7,当升降机构下降时,位于导向板7上的半轴工件在导向板7的引导下落在链条输送机11上的V型托料架12上,V型托料架12将半轴工件输送至高频加热机3处对半轴端部的螺纹进行加热,加热后的半轴工件被输送至喷淋装置,经过第一喷头15对半轴加热部的喷淋进行淬火处理,淬火后的半轴被输送装置输送至打码装置的正下方,激光打码机18在半轴的表面进行雕刻标记,半轴继续被输送到防锈处理装置,通过控制两个电磁阀27、气泵23和油泵26,根据加工需求想半轴表面喷油防锈或风干水迹或者风干水迹和喷油防锈同时进行,处理后的半轴工件被输送到链条输送机11的尽头落到接料板34上,再滚落到收料架33进行收集。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神和基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
综上所述,本发明提供一种半轴高频淬火生产线,可实现全自动半轴热处理加工、节约人力成本、提高半轴的加工质量且易控制、易分析,保证半轴质量统一或稳定,适合大批量的加工使用。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种半轴高频淬火生产线
- 一种车辆半轴套管智能生产线及其运行方法