汽车保险盒螺栓螺母自动组装机
文献发布时间:2023-06-19 13:46:35
技术领域
本申请涉及汽车配件生产技术领域,尤其是涉及一种汽车保险盒螺栓螺母自动组装机。
背景技术
随着汽车模块及电器元件的多元化,汽车线路越来越复杂,相应的需要更多保险盒对整车回路进行分配和保护。汽车上蓄电池正极柱上都会安装保险盒,其目的是对整车电源的第一层级的分配并且保护其各回路电气安全运行,不会因整车电流过载或者短路等引起其回路中电器元件损坏或者失效。
现有的汽车保险盒如图1所示,包括盒体a、多个一体设置于盒体a上的倒扣a1、多个嵌设于盒体倒扣上的螺栓b以及分别安装于螺栓b上的螺母c;传统汽车保险盒螺栓螺母装配均由人工将螺栓倒置组装于盒体的倒扣上,再将螺母螺纹主动安装于螺栓上,组装过程中因可能存在过盈配合,会出现组装困难,需要用锤子等工具将螺栓嵌入盒体中,在敲击过程中,常因损坏而影响保险盒的质量,且生产效率低下。
发明内容
本申请提供一种汽车保险盒螺栓螺母自动组装机,具有实现保险盒螺栓螺母半自动化批量装配工序,极大的提高生产效率,具有装配通用性,且可安全操作的效果。
本申请提供的一种汽车保险盒螺栓螺母自动组装机采用如下的技术方案:
一种汽车保险盒螺栓螺母自动组装机,包括工作台、设置于工作台上的螺栓自动组装机构以及螺母自动组装机构;所述螺栓自动组装机构包括多个间隔布置于工作台上用于安置保险盒的第一工装夹具、用于对多个第一工装夹具内保险盒进行同步定向夹持运输的第一保险盒夹持装置、安装于工作台上用于自动排列输送螺栓的螺栓振动盘装置、设置于第一工装夹具上方用于将螺栓振动盘装置出料端处的螺栓安装于保险盒上的螺栓夹持装置、设置于工作台上用于对保险盒内螺栓进行推进安装的斜推装置、设置于工作台上用于对第一工装夹具进行水平面上多段位移的第一水平位移装置以及半成品输送装置;所述斜推装置与所述螺栓夹持装置数量一一对应,第一保险盒夹持装置夹持时多个所述第一工装夹具以及半成品输送装置位于同一直线上;所述螺母自动组装机构包括多个间隔布置于工作台上用于安置半成品保险盒的第二工装夹具、用于对多个第二工装夹具内保险盒进行同步定向夹持运输的第二保险盒夹持装置、安装于工作台上用于自动排列输送螺母的螺母振动盘装置、设置于第二工装夹具上方用于将螺母振动盘装置出料端处的螺母安装于保险盒内螺栓上的螺母夹持旋转装置、设置于工作台上用于对第二工装夹具进行水平面上多段位移的第二水平位移装置以及成品输送装置,第二保险盒夹持装置夹持时多个所述第二工装夹具以及成品输送装置位于同一直线上。
优选的,所述第一工装夹具和第二工装夹具均包括安装于工作台上的固定工装夹具和多个活动工装夹具,所述活动工装夹具布置于所述固定工装夹具与半成品输送装置/成品输送装置之间,所述活动工装夹具分别与第一水平位移装置/第二水平位移装置连接。
优选的,所述固定工装夹具和活动工装夹具均包括有基座、定向滑动于基座上用于安置保险盒的底座以及安装于基座上的第一水平气缸;所述第一水平气缸的活塞杆与所述底座连接、用以驱动底座处于基座上横向水平面往复运动;所述基座与所述第一水平位移装置或第二水平位移装置连接、用以驱动基座处于工作台上纵向水平面往复运动。
优选的,所述第一保险盒夹持装置和第二保险盒夹持装置均包括设置于工作台上的安装架、定向滑动于安装架上的滑动架、设置于安装架上用于驱动滑动架往复运动的第二水平气缸、多个等距安装于滑动架上的垂直气缸、分别安装于垂直气缸活塞缸上的安装板以及分别安装于安装板上用于取放保险盒的夹爪件,所述垂直气缸朝第一工装夹具/第二工装夹具方向往复运动,所述夹爪件数量与所述第一工装夹具/第二工装夹具数量一一对应。
优选的,所述螺栓夹持装置包括设置于工作台上的第一竖板、定向水平滑动设置于第一竖板上的第一水平滑座、定向垂直滑动设置于第一水平滑座上的第一垂直滑座以及安装于第一垂直滑座上的螺栓夹爪,所述第一水平滑座与第一垂直滑座的运动方向垂直布置,所述第一垂直滑座带动所述螺栓夹爪朝第一工装夹具方向往复运动。
优选的,所述斜推装置包括安装于工作台上的固定杆、安装于固定杆上的转动轴、安装于转动轴上的斜推气缸以及安装于斜推气缸活塞杆上的斜推杆,所述斜推气缸驱动所述斜推杆朝第一工装夹具方向往复运动。
优选的,所述螺母夹持旋转装置包括设置于工作台上的第二竖板、定向水平滑动设置于第二竖板上的第二水平滑座、定向垂直滑动设置于第二水平滑座上的第二垂直滑座、安装于第二垂直滑座上步进气缸、连接于步进气缸活塞杆上的旋转电机以及连接于旋转电机输出轴上的螺母夹爪,所述第二水平滑座与第二垂直滑座的运动方向垂直布置,所述第二垂直滑座带动所述螺母夹爪朝第二工装夹具方向往复运动,所述步进气缸朝第二工装夹具方向往复运动。
优选的,所述螺栓振动盘装置、螺母振动盘装置均可设置有多个,且两者数量上相互对应。
优选的,在所述螺母夹持旋转装置与成品输送装置之间布置有螺母扭力检测装置。
优选的,在所述螺母夹持旋转装置与成品输送装置之间布置有视觉检测装置。
综上所述,本申请包括以下至少一种有益技术效果:
1.通过螺栓自动组装机构以及螺母自动组装机构,具有实现保险盒螺栓螺母的半自动化批量装配工序,极大的提高生产效率,具有装配通用性,且可安全操作的效果;
2.通过螺栓夹持装置运动并通过螺栓夹爪将螺栓振动盘装置出料端处的螺栓夹持并装配于活动工装夹具的保险盒上,待螺栓夹持装置回位后,再通过斜推装置中的斜推气缸驱动斜推杆朝保险盒方向运动,并将螺栓完全推入保险盒的倒扣内,完成螺栓的装配工作;通过第一水平位移装置带动活动工装夹具多段移动后,螺栓夹持装置与斜推装置循环工作,完成保险盒不同位置处螺栓装配工序;
3.通过螺母夹持旋转装置中的第二水平滑座与第二垂直滑座分别在水平面及垂直面上的相互作用,将螺母振动盘装置出料端处的螺母安装于保险盒内的螺栓上,再通过步进气缸逐渐朝活动工装夹具方向位移、旋转电机带动螺母夹爪旋转,从而实现将螺母安装于保险盒内螺栓上;通过第二水平位移装置带动第二工装夹具的活动工装夹具多段移动后,螺母夹持旋转装置循环工作,完成保险盒不同位置处螺母装配工序;
4.通过第一保险盒夹持装置、第二保险盒夹持装置的作用,将保险盒从固定工装夹具搬运至活动工装夹具或活动工装夹具搬运至下一个活动工装夹具上或活动工装夹具搬运至半成品输送装置/成品输送装置,实现对多个第一工装夹具/第二工装夹具内保险盒进行同步定向夹持运输,进一步完成保险盒不同位置上螺栓/螺母的装配工序;
5.通过在活动工装夹具的底座上安装有用于夹持保险盒的夹持气缸,提高活动工装夹具内保险盒在螺栓/螺母装配时的稳定性;
6.通过设置多个螺栓振动盘装置、螺母振动盘装置,可将不同型号的螺栓、螺母分别放入对应的螺栓振动盘装置、螺母振动盘装置内,具有装配通用性,实现螺栓及螺母自动排列输送的作用;
7.通过螺母扭力检测装置对螺母扭力进行检测,视觉检测装置对保险盒上螺栓螺母进行视觉检测,完成螺栓螺母装配后的检验工序,提高其保险盒螺栓螺母的装配质量。
附图说明
图1是背景技术中汽车保险盒结构示意图;
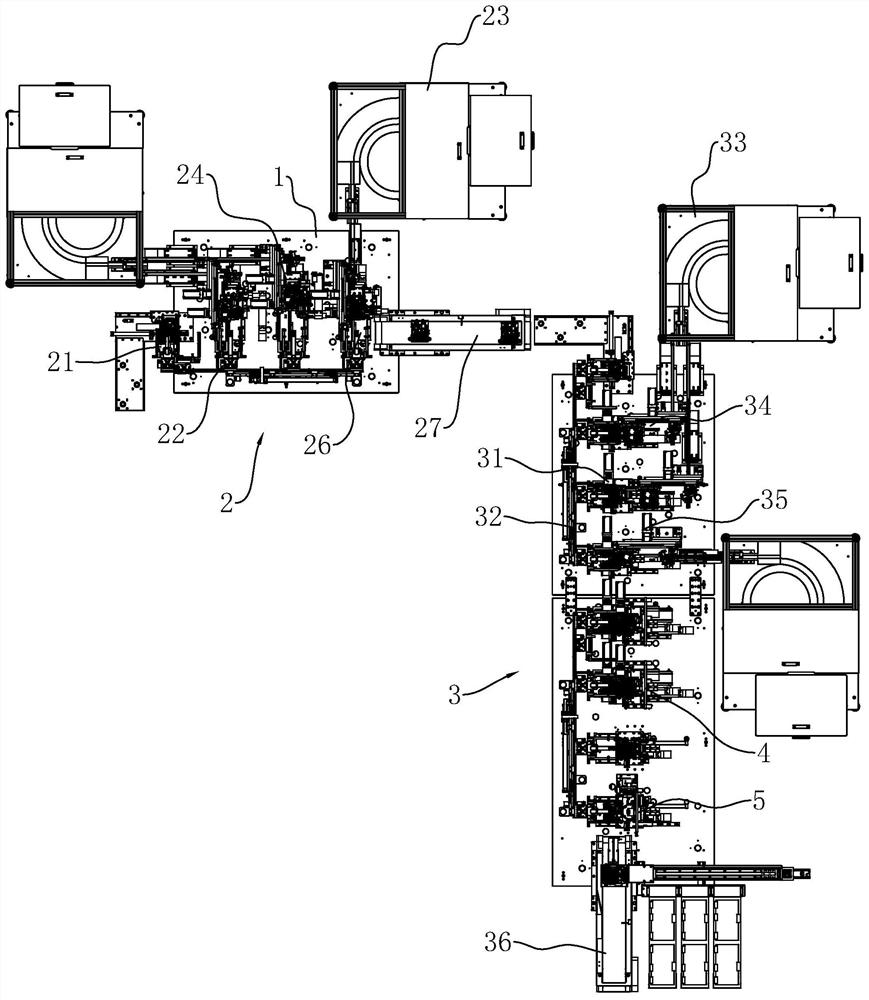
图2是汽车保险盒螺栓螺母自动组装机的俯视图;
图3是汽车保险盒螺栓螺母自动组装机中螺栓自动组装机构的结构示意图;
图4是保险盒夹持装置及工装夹具的结构示意图;
图5是第一保险盒夹持装置或第二保险盒夹持装置的结构示意图;
图6是螺栓夹持装置与工装夹具的结构示意图;
图7是活动工装夹具的结构示意图;
图8是斜推装置的结构示意图;
图9是汽车保险盒螺栓螺母自动组装机中螺母自动组装机构的结构示意图;
图10是螺母夹持旋转装置与活动工装夹具的结构示意图;
图11是螺母扭力检测装置与活动工装夹具的结构示意图;
图12是视觉检测装置的结构示意图。
附图标记说明:a、盒体;a1、倒扣;b螺栓;c、螺母;1、工作台;2、螺栓自动组装机构;21、第一工装夹具;211、固定工装夹具;212、活动工装夹具;213、基座;214、底座;215第一水平气缸;216、夹持气缸;22、第一保险盒夹持装置;221、安装架;222、滑动架;223、第二水平气缸;224、垂直气缸;225、安装板;226、夹爪件;23、螺栓振动盘装置;24、螺栓夹持装置;241、第一竖板;242、第一水平滑座;243、第一垂直滑座;244、螺栓夹爪;25、斜推装置;251、固定杆;252、转动轴;253、斜推气缸;254、斜推杆;26、第一水平位移装置;261、驱动气缸;262、履带;27、半成品输送装置;3、螺母自动组装机构;31、第二工装夹具;32、第二保险盒夹持装置;33、螺母振动盘装置;34、螺母夹持旋转装置;341、第二竖板;342、第二水平滑座;343、第二垂直滑座;344、步进气缸;345、旋转电机;346、螺母夹爪;35、第二水平位移装置;36、成品输送装置;4、螺母扭力检测装置;41、检测驱动气缸;42、螺母扭力检测仪;5、视觉检测装置。
具体实施方式
以下结合附图对本申请作进一步详细说明。
本申请实施例公开一种汽车保险盒螺栓螺母自动组装机。
参照图2,汽车保险盒螺栓螺母自动组装机包括工作台1、设置于工作台1上用于自动装配螺栓于保险盒上的螺栓自动组装机构2、用于自动装配螺母于保险盒内螺栓上的螺母自动组装机构3、用于检测螺母扭力的螺母扭力检测装置4以及用于检测保险盒螺栓螺母位置的视觉检测装置5。
参照图3,其中,螺栓自动组装机构2包括多个间隔布置于工作台1上用于安置保险盒的第一工装夹具21、用于对多个第一工装夹具21内保险盒进行同步定向夹持运输的第一保险盒夹持装置22、安装于工作台1上用于自动排列输送螺栓的螺栓振动盘装置23、设置于第一工装夹具21上方用于将螺栓振动盘装置23出料端处的螺栓安装于保险盒上的螺栓夹持装置24、设置于工作台1上用于对保险盒内螺栓进行推进安装的斜推装置25、设置于工作台1上用于对第一工装夹具21进行水平面上多段位移的第一水平位移装置26以及半成品输送装置27;斜推装置25与螺栓夹持装置24数量一一对应,第一保险盒夹持装置22夹持时多个第一工装夹具21以及半成品输送装置27位于同一直线上。
参照图3、图4,第一工装夹具21包括安装于工作台1上的固定工装夹具211和多个活动工装夹具212;活动工装夹具212布置于固定工装夹具211与半成品输送装置27之间,活动工装夹具212分别与第一水平位移装置26连接。
参照图3至图7,固定工装夹具211和活动工装夹具212均包括有基座213、定向滑动于基座213上用于安置保险盒的底座214以及安装于基座213上的第一水平气缸215;第一水平气缸215的活塞杆与底座214连接、用以驱动底座214处于基座213上横向水平面往复运动。为提高活动工装夹具212内保险盒在装配时的稳定性,在底座214上安装有用于夹持保险盒的夹持气缸216。
参照图4至图7,第一水平位移装置26包括固定于工作台1上的驱动气缸261及一端安装于工作台1上的履带262,履带262的另一端与基座213连接,通过驱动气缸261往复运动使得履带262平铺或迭起,实现驱动基座213处于工作台1上纵向水平面往复运动。
参照图4至图6,第一保险盒夹持装置22包括设置于工作台1上的安装架221、定向滑动于安装架221上的滑动架222、设置于安装架221上用于驱动滑动架222往复运动的第二水平气缸223、多个等距安装于滑动架222上的垂直气缸224、分别安装于垂直气缸224活塞缸上的安装板225以及分别安装于安装板225上用于取放保险盒的夹爪件226。
垂直气缸224朝第一工装夹具21方向往复运动,夹爪件226数量与第一工装夹具21数量一一对应。通过第二水平气缸223以及垂直气缸224在水平面及垂直面两方向上的相互运动,实现夹爪件226将固定工装夹具211和活动工装夹中的保险盒同步进行间接性定向运输的效果。
参照图4至图7,螺栓夹持装置24与活动工装夹具212数量上一一对应,螺栓夹持装置24包括设置于工作台1上的第一竖板241、定向水平滑动设置于第一竖板241上的第一水平滑座242、定向垂直滑动设置于第一水平滑座242上的第一垂直滑座243以及安装于第一垂直滑座243上的螺栓夹爪244;第一水平滑座242与第一垂直滑座243的运动方向垂直布置,第一垂直滑座243带动螺栓夹爪244朝第一工装夹具21方向往复运动,通过第一水平滑座242与第一垂直滑座243分别在水平面及垂直面上的相互作用,实现将螺栓安装于活动工装夹具212上的保险盒内。
参照图2,螺栓振动盘装置23可设置有多个,可输送不同类型螺栓;螺栓振动盘装置23的输出端分别设置于活动工装夹具212的一侧。
参照图6至图8,斜推装置25与螺栓夹持装置24数量上一一对应,且通过螺栓安装于保险盒位置不同,斜推装置25相对于活动工装夹具212的位置而不同方位设置;斜推装置25包括安装于工作台1上的固定杆251、安装于固定杆251上的转动轴252、安装于转动轴252上的斜推气缸253以及安装于斜推气缸253活塞杆上的斜推杆254;转动轴252可转动调节于固定杆251上,斜推杆254可转动调节于斜推气缸253的活塞杆、以适用于不同角度的往复斜推动作,通过斜推气缸253驱动斜推杆254朝第一工装夹具21方向往复运动,实现对保险盒上的螺栓进行斜推将其固定卡接于保险盒的倒扣上。
参照图9,螺母自动组装机构3包括多个间隔布置于工作台1上用于安置半成品保险盒的第二工装夹具31、用于对多个第二工装夹具31内保险盒进行同步定向夹持运输的第二保险盒夹持装置32、安装于工作台1上用于自动排列输送螺母的螺母振动盘装置33、设置于第二工装夹具31上方用于将螺母振动盘装置33出料端处的螺母安装于保险盒内螺栓上的螺母夹持旋转装置34、设置于工作台1上用于对第二工装夹具31进行水平面上多段位移的第二水平位移装置35以及成品输送装置36;第二保险盒夹持装置32夹持时多个第二工装夹具31以及成品输送装置36位于同一直线上。
参照图9、图10,第二工装夹具31与第一工装夹具21采用相同结构组成,即包括安装于工作台1上的固定工装夹具211和多个活动工装夹具212,活动工装夹具212布置于固定工装夹具211与成品输送装置36之间;第二水平位移装置35与第一水平位移装置26采用相同结构原理组成,活动工装夹具212中的基座213分别与第二水平位移装置35连接、用以驱动基座213处于工作台1上纵向水平面往复运动。
参照图4、图5、图9,第二保险盒夹持装置32与第一保险盒夹持装置22采用相同结构组成,其中,垂直气缸224朝第二工装夹具31方向往复运动,夹爪件226数量与第二工装夹具31数量一一对应。
参照图2、图9,螺母振动盘装置33可设置有多个,且与螺栓振动盘装置23数量上相互对应。
参照图9、图10,螺母夹持旋转装置34包括设置于工作台1上的第二竖板341、定向水平滑动设置于第二竖板341上的第二水平滑座342、定向垂直滑动设置于第二水平滑座342上的第二垂直滑座343、安装于第二垂直滑座343上的步进气缸344、连接于步进气缸344活塞杆上的旋转电机345以及连接于旋转电机345输出轴上的螺母夹爪346;第二水平滑座342与第二垂直滑座343的运动方向垂直布置,第二垂直滑座343带动螺母夹爪346朝活动工装夹具212方向往复运动,步进气缸344朝活动工装夹具212方向往复运动。通过第二水平滑座342与第二垂直滑座343分别在水平面及垂直面上的相互作用,而步进气缸344在旋转电机345带动螺母夹爪346旋转时,逐渐朝活动工装夹具212方向位移,从而实现将螺栓安装于保险盒内螺栓上。
参照图9、图11,螺母扭力检测装置4布置于螺母夹持旋转装置34与成品输送装置36之间、用于对螺母扭力进行检测;包括架设于活动工装夹具212上方的检测驱动气缸41261以及安装于活动检测气缸活塞杆上的螺母扭力检测仪42;通过检测驱动气缸41261驱动螺母扭力检测仪42朝活动工装夹具212方向往复运动,第二水平位移装置35带动活动工装夹具212水平面上往复运动,实现对保险盒上多个螺母进行扭力检测。
参照图9、图12,视觉检测装置5布置于螺母扭力检测装置4与成品输送装置36之间、用于对保险盒上螺栓螺母进行视觉检测。
实施原理为:首先,可将不同型号的螺栓、螺母分别放入对应的螺栓振动盘装置23、螺母振动盘装置33内,实现螺栓及螺母自动排列输送的作用。
其次,将保险盒放入螺栓自动组装机构2中第一工装夹具21的固定工装夹具211内,在第一保险盒夹持装置22的作用,通过其夹爪件226将固定工装夹具211内的保险盒定向运输至第一工装夹具21的活动工装夹具212上,再通过夹紧气缸将保险盒夹紧于活动工装夹具212内;通过螺栓夹持装置24运动并通过螺栓夹爪244将螺栓振动盘装置23出料端处的螺栓夹持并装配于活动工装夹具212的保险盒上,待螺栓夹持装置24回位后,再通过斜推装置25中的斜推气缸253驱动斜推杆254朝保险盒方向运动,并将螺栓完全推入保险盒的倒扣内,完成螺栓的装配工作;随后,通过第一水平位移装置26带动活动工装夹具212多段移动后,螺栓夹持装置24与斜推装置25循环工作,完成保险盒不同位置处螺栓装配工序;在保险盒进行同步定向夹持运输期间,多个第一工装夹具21以及半成品输送装置27位于同一直线上,通过第一保险盒夹持装置22的作用,将保险盒从第一工装夹具21中的固定工装夹具211搬运至活动工装夹具212或活动工装夹具212搬运至下一个活动工装夹具212上或活动工装夹具212搬运至半成品输送装置27,实现对多个第一工装夹具21内保险盒进行同步定向夹持运输,进一步完成保险盒不同位置上螺栓的装配工序。
紧接着,将装配有螺栓的半成品保险盒放置于螺母自动组装机构3中第二工装夹具31的固定工装夹具211上,再通过第二保险盒夹持装置32的作用,将其定向运输至第二工装夹具31的活动工装夹具212上,螺母夹持旋转装置34中通过第二水平滑座342与第二垂直滑座343分别在水平面及垂直面上的相互作用,将螺母振动盘装置33出料端处的螺母安装于保险盒内的螺栓上,再通过步进气缸344逐渐朝活动工装夹具212方向位移、旋转电机345带动螺母夹爪346旋转,从而实现将螺母安装于保险盒内螺栓上;通过第二水平位移装置35带动第二工装夹具31的活动工装夹具212多段移动后,螺母夹持旋转装置34循环工作,完成保险盒不同位置处螺母装配工序;在保险盒进行同步定向夹持运输期间,多个第二工装夹具31以及成品输送装置36位于同一直线上,通过第二保险盒夹持装置32的作用,将保险盒从第二工装夹具31中的固定工装夹具211搬运至活动工装夹具212或活动工装夹具212搬运至下一个活动工装夹具212上或活动工装夹具212搬运至成品输送装置36,实现对多个第二工装夹具31内保险盒进行同步定向夹持运输,进一步完成保险盒不同位置上螺母的装配工序。
最后,通过螺母扭力检测装置4对对螺母扭力进行检测,视觉检测装置5对保险盒上螺栓螺母进行视觉检测,完成螺栓螺母装配后的检验工序;通过螺栓自动组装机构2以及螺母自动组装机构3,具有实现保险盒螺栓螺母的半自动化批量装配工序,极大的提高生产效率,具有装配通用性,且可安全操作的效果。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。