一种球网制作方法
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及体育用品技术领域,具体涉及一种球网制作方法。
背景技术
目前所使用的球网大多是用涤纶、锦纶等材料编织而成,受制于材料的特性,球网安装到网柱上之后,球网的网孔是不平直的,由于现在的体育比赛需要商业化,需要在球网上印刷广告,球网的网孔不平直就会造成印刷的图案变形。
发明内容
本发明的目的是提供一种网孔平直的球网的制作方法。
为实现上述目的,本发明采用了如下技术方案:一种球网制作方法,包括以下步骤:
步骤(1):将塑料丝与棉纤维通过纺纱机制成网丝;
步骤(2):通过织网机将步骤(1)得到的网丝编织成球网;
步骤(3):根据步骤(2)编织好的球网的网孔口径制作定型模具,定型模具的结构包括:模板,在模板上安装有若干模块,模块的数量与球网网孔的数量相一致,模块的大小与球网网孔的大小相适配,各模块在模板上排布成当球网展开时每个模块正好对应一个球网网孔的阵列;
步骤(4):将步骤(2)编织好的球网展开,将球网的各网孔套在定型模具的对应模块上;
步骤(5):将套在定型模具上的球网润湿;
步骤(6):待球网完全润湿后,将定型模具放到烘箱中烘干定型;
步骤(7):将套有定型后球网的定型模具从烘箱中取出,然后对定型后的球网进行冷却后取出,形成网眼平直的球网。
进一步地,前述的一种球网制作方法,其中:在步骤(6)中,定型温度为90~120°,定型时间为50~70分钟。
进一步地,前述的一种球网制作方法,其中:在步骤(6)中,定型温度为110°,定型时间为55分钟。
进一步地,前述的一种球网制作方法,其中:网丝中各成分质量占比分别为:塑料丝的质量占比为1~10%,棉纤维的质量占比90~99%。
进一步地,前述的一种球网制作方法,其中:网丝中各成分质量占比分别为:塑料丝的质量占比为8%,棉纤维的质量占比92%。
进一步地,前述的一种球网制作方法,其中:网丝采用塑料丝为内芯、且棉纤维缠绕包覆在塑料丝外部的包芯结构。
通过上述技术方案的实施,本发明的有益效果是:由于球网中混入了塑料丝,通过加热使其在定型模具中定型,冷却后形成网孔平直的球网,这样在在球网上印刷广告时不会造成印刷图案的变形。
操作简单方便。
附图说明
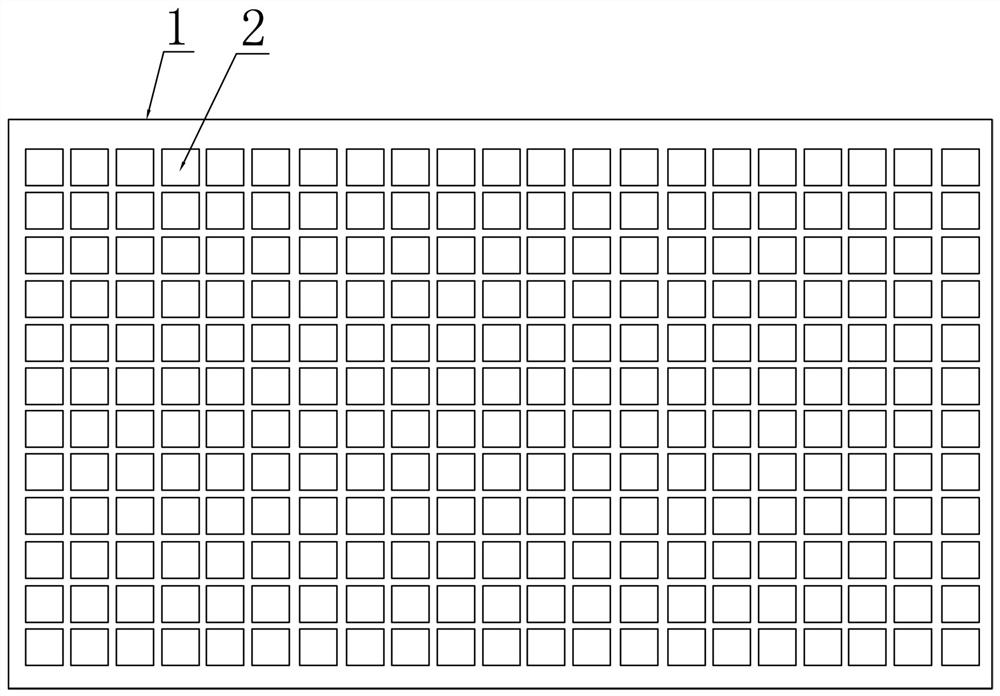
图1为本发明所述的一种球网制作方法中定型模具的结构示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。
具体实施例一
一种球网制作方法,其特征在于:包括以下步骤:
步骤(1):将塑料丝与棉纤维通过纺纱机制成网丝,网丝采用塑料丝为内芯且棉纤维缠绕包覆在塑料丝外部的包芯结构;网丝中各成分质量占比分别为:塑料丝的质量占比为1%,棉纤维的质量占比99%;
步骤(2):通过织网机将步骤(1)得到的网丝编织成球网;
步骤(3):根据步骤(2)编织好的球网的网孔口径制作定型模具,如图1所示,定型模具的结构包括:模板1,在模板1上安装有若干模块2,模块2的数量与球网网孔的数量相一致,模块的大小与球网网孔的大小相适配,各模块2在模板1上排布成当球网展开时每个模块2正好对应一个球网网孔的阵列;
步骤(4):将步骤(2)编织好的球网展开,将球网的各网孔套在定型模具的对应模块上;
步骤(5):将套在定型模具上的球网润湿;
步骤(6):待球网完全润湿后,将定型模具放到烘箱中烘干定型,其中,定型温度为90°,定型时间为70分钟;
步骤(7):将套有定型后球网的定型模具从烘箱中取出,然后将定型后的球网放置于阴凉处冷却后取出,形成网眼平直的球网。
具体实施例二
一种球网制作方法,其特征在于:包括以下步骤:
步骤(1):将塑料丝与棉纤维通过纺纱机制成网丝,网丝采用塑料丝为内芯且棉纤维缠绕包覆在塑料丝外部的包芯结构;网丝中各成分质量占比分别为:塑料丝的质量占比为8%,棉纤维的质量占比92%;
步骤(2):通过织网机将步骤(1)得到的网丝编织成球网;
步骤(3):根据步骤(2)编织好的球网的网孔口径制作定型模具,如图1所示,定型模具的结构包括:模板1,在模板1上安装有若干模块2,模块2的数量与球网网孔的数量相一致,模块的大小与球网网孔的大小相适配,各模块2在模板1上排布成当球网展开时每个模块2正好对应一个球网网孔的阵列;
步骤(4):将步骤(2)编织好的球网展开,将球网的各网孔套在定型模具的对应模块上;
步骤(5):将套在定型模具上的球网润湿;
步骤(6):待球网完全润湿后,将定型模具放到烘箱中烘干定型,其中,定型温度为110°,定型时间为55分钟;
步骤(7):将套有定型后球网的定型模具从烘箱中取出,然后将定型后的球网放置于阴凉处冷却后取出,形成网眼平直的球网。
具体实施例三
一种球网制作方法,其特征在于:包括以下步骤:
步骤(1):将塑料丝与棉纤维通过纺纱机制成网丝,网丝采用塑料丝为内芯且棉纤维缠绕包覆在塑料丝外部的包芯结构;网丝中各成分质量占比分别为:塑料丝的质量占比为10%,棉纤维的质量占比90%;
步骤(2):通过织网机将步骤(1)得到的网丝编织成球网;
步骤(3):根据步骤(2)编织好的球网的网孔口径制作定型模具,如图1所示,定型模具的结构包括:模板1,在模板1上安装有若干模块2,模块2的数量与球网网孔的数量相一致,模块的大小与球网网孔的大小相适配,各模块2在模板1上排布成当球网展开时每个模块2正好对应一个球网网孔的阵列;
步骤(4):将步骤(2)编织好的球网展开,将球网的各网孔套在定型模具的对应模块上;
步骤(5):将套在定型模具上的球网润湿;
步骤(6):待球网完全润湿后,将定型模具放到烘箱中烘干定型,其中,定型温度为120°,定型时间为50分钟;
步骤(7):将套有定型后球网的定型模具从烘箱中取出,然后将定型后的球网放置于阴凉处冷却后取出,形成网眼平直的球网。
本发明的优点是:由于球网中混入了塑料丝,通过加热使其在定型模具中定型,冷却后形成网孔平直的球网,这样在在球网上印刷广告时不会造成印刷图案的变形。
以上所述仅是本发明的较佳实施例,并非是对本发明作任何其他形式的限制,而依据本发明的技术实质所作的任何修改或等同变化,仍属于本发明要求保护的范围。
- 一种主绝缘装置及制作方法、电压互感器及制作方法
- 一种便携式羽毛球网架
- 一种焊接球网架的可调节式拼装结构及拼装方法
- 一种空心螺栓球网架
- 一种羽毛球网架
- 塑胶球网状阵列构装及其制作方法
- 一种沐浴球网及沐浴球网生产工艺