一种用于测井仪钻铤上的焊接方法和焊接结构
文献发布时间:2023-06-19 19:38:38
技术领域
本发明属于焊接技术领域,具体涉及一种用于测井仪钻铤上的焊接方法和焊接结构。
背景技术
随钻电阻率测井仪主要由钻铤总成组成,其中钻铤总成中的天线安装孔是由两对天线半环与钻铤进行焊接之后形成的。如果天线半环与钻铤之间的焊接工艺不合适,会导致测井仪在使用过程中天线焊接处产生裂纹的问题。
但从仪器原理来看,焊接处的小裂纹对仪器的实际测量影响很小,基本可以忽略,很少情况下会导致仪器钻进中的断裂等工程事故。然而,结合现有技术中的焊接工艺,若出现焊缝扩大深入,甚至是焊块脱落的问题,会容易伤及钻铤表面下5mm左右处的天线,从而会导致仪器不能正常工作,影响测井仪的使用寿命。
发明内容
为了解决上述全部或部分问题,本发明目的在于提供一种用于测井仪钻铤上的焊接方法和焊接结构,以减少随钻电阻率测井仪钻铤上的天线半环焊接处产生裂纹的问题,从而提高测井仪的使用寿命。
根据本申请的第一方面,提供了一种用于测井仪钻铤上的焊接方法,包括:提供母体钻铤本体,沿母体钻铤本体的外周壁设置焊接凹槽;提供焊接工艺环,焊接工艺环设置于焊接凹槽内;进行焊接。其中,焊接凹槽的截面构造为圆弧结构,焊接工艺环的与焊接凹槽相贴合的面构造为与圆弧结构相对应的对接结构。
在一些实施例中,母体钻铤本体的外径大于成品钻铤本体;焊接方法还包括焊接完成后的二次加工,二次加工将焊接完的母体钻铤本体加工成成品钻铤本体。
在一些实施例中,焊接工艺环和焊接使用的焊条的材料与母体钻铤本体的材料相同。
在一些实施例中,焊接方法还包括焊接前的检查,焊接前的检查用于确保焊接凹槽、焊接工艺环及焊条的表面氧化皮清理干净,焊条表面清洁。
在一些实施例中,焊接采用氩弧焊。
根据本申请的第二方面,提供了一种用于测井仪钻铤上的焊接结构,应用于上述的焊接方法,包括:母体钻铤本体,母体钻铤本体的外周壁上形成有焊接凹槽;焊接工艺环,焊接工艺环设置于焊接凹槽内。其中,焊接凹槽的截面构造为圆弧结构,焊接工艺环的与焊接凹槽相贴合的面构造为与圆弧结构相对应的对接结构。
由上述技术方案可知,本发明的用于测井仪钻铤上的焊接方法通过将焊接工艺环的与焊接凹槽相贴合的面构造为与圆弧结构相对应的对接结构。这样,焊接的焊缝结构能够有效地保证焊缝的强度,从而能够有效地减少随钻电阻率测井仪钻铤上的天线半环焊接处产生裂纹的问题,从而提高测井仪的使用寿命。
附图说明
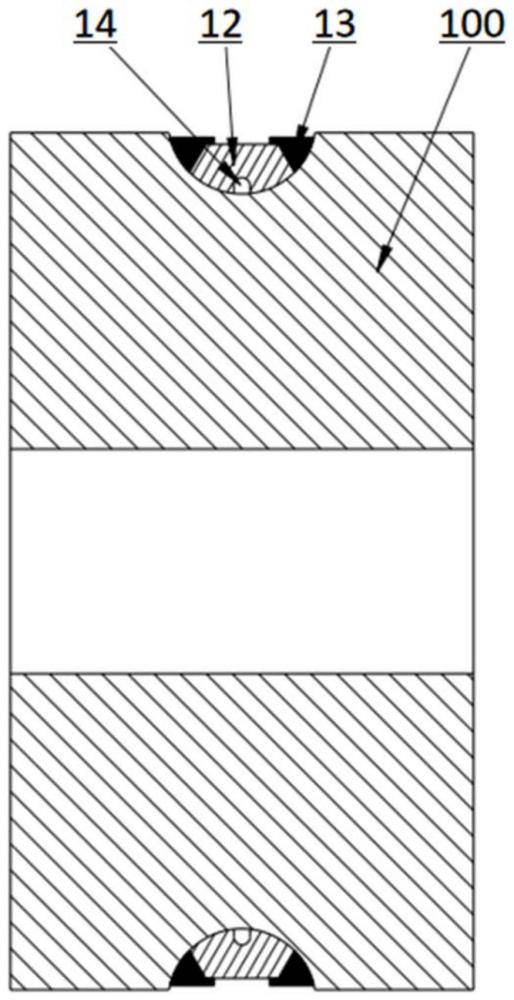
图1为本发明实施例的用于测井仪钻铤上的焊接结构的结构示意图,其中示出了母体钻铤本体的焊接结构示意图;
图2为本发明实施例的用于测井仪钻铤上的焊接结构的结构示意图,其中示出了成品钻铤本体的焊接结构示意图;
图3为本发明实施例的母体钻铤本体的结构示意图;
图4为本发明实施例的焊接工艺环的结构示意图;
图5为本发明实施例的用于测井仪钻铤上的焊接方法的流程示意图。
具体实施方式
为了更好的了解本发明的目的、结构及功能,下面结合附图,对本发明的一种用于测井仪钻铤上的焊接方法做进一步详细的描述。
图1为本发明实施例的用于测井仪钻铤上的焊接结构的结构示意图,其中示出了母体钻铤本体100的焊接结构示意图。图3为本发明实施例的母体钻铤本体100的结构示意图;图4为本发明实施例的焊接工艺环12的结构示意图;图5为本发明实施例的用于测井仪钻铤上的焊接方法的流程示意图。结合图1、图3至图5所示,本申请的一种用于测井仪钻铤上的焊接方法300,包括:提供母体钻铤本体100,沿母体钻铤本体100的外周壁设置焊接凹槽11;提供焊接工艺环12,焊接工艺环12设置于焊接凹槽11内;进行焊接。其中,焊接凹槽11的截面构造为圆弧结构,焊接工艺环12的与焊接凹槽11相贴合的面121构造为与圆弧结构相对应的对接结构。
本发明实施例的用于测井仪钻铤上的焊接方法300具体的:先将母体钻铤本体100装夹到车床上,然后安装焊接工艺环12。观察焊接工艺环12上的半圆弧(圆弧结构)是否与母体钻铤本体100上的半圆弧(圆弧结构)对应。焊接工艺环12与母体钻铤本体100完成对接后,用夹具夹紧,以使得焊接工艺环12的圆周面与焊接凹槽11充分贴合。均布焊接四点固定,最后卸下夹具后圆周深度焊接。
本申请中,安装时首先注意母体钻铤本体100的标识序号及分型线安装位置,注意母体钻铤本体100的端面的标识线位置。本申请中的焊接工艺环12上应当理解为具有天线孔14。本申请中的焊接的焊缝为图示中的13。
通过上述设置,本发明的用于测井仪钻铤上的焊接方法300通过将焊接工艺环12的与焊接凹槽11相贴合的面121构造为与圆弧结构相对应的对接结构。这样,焊接的焊缝结构能够有效地保证焊缝的强度,从而能够有效地减少随钻电阻率测井仪钻铤上的天线半环焊接处产生裂纹的问题,从而提高测井仪的使用寿命。
请参照图1和图2,图2为本发明实施例的用于测井仪钻铤上的焊接结构的结构示意图,其中示出了成品钻铤本体200的焊接结构示意图。在一些实施例中,母体钻铤本体100的外径大于成品钻铤本体200;焊接方法300还包括焊接完成后的二次加工,二次加工将焊接完的母体钻铤本体100加工成成品钻铤本体200。本申请中,焊接面要求高出圆面尺寸单边1.5mm,无烧边、气泡、沙眼等缺陷,焊接后车掉焊口部分做探伤检测,对有缺陷的位置,及时进行处理补焊,直到检查合格。通过该设置,在焊接母体钻铤本体100上采用圆弧结构,且焊接前母体钻铤本体100比成品钻铤本体200的外径大,能够留出一定的加工量,从而能够在焊接完成后,通过二次加工减少应力、应变的集中程度,进而能够有效地保证焊接的外观及内部无缺陷。
在一些实施例中,焊接工艺环12和焊接使用的焊条的材料与母体钻铤本体100的材料相同。通过该设置,焊接工艺环12和焊接使用的焊条的材料与母体钻铤本体100的材料相同,可便于焊接工艺环12和焊条从母体钻铤本体100上取材,这样,即保证材料成分同一性,以使得焊接内部无缺陷;又能够节省材料。
在一些实施例中,焊接方法300还包括焊接前的检查,焊接前的检查用于确保焊接凹槽11、焊接工艺环12及焊条的表面氧化皮清理干净,焊条表面清洁。通过该设置,能够进一步地保证焊接内部无缺陷。
在一些实施例中,焊接采用氩弧焊。本申请中,焊接设备可为WS-300S型氩弧焊机;焊接参数可为:焊接电流/A:140-150;氩气流量/L·min
根据本申请的第二方面,提供了一种用于测井仪钻铤上的焊接结构,应用于上述的焊接方法300,结合图1至图4所示,测井仪钻铤上的焊接结构包括:母体钻铤本体100,母体钻铤本体100的外周壁上形成有焊接凹槽11;焊接工艺环12,焊接工艺环12设置于焊接凹槽11内。其中,焊接凹槽11的截面构造为圆弧结构,焊接工艺环12的与焊接凹槽11相贴合的面121构造为与圆弧结构相对应的对接结构。
需要注意的是,除非另有说明,本申请使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本发明并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
- 一种用于焊接纵缝和环缝的焊接设备及其焊接方法
- 一种用于酸性环境输送管道焊接材料及焊接方法
- 一种用于微型热电器件的焊接设备及焊接方法
- 一种用于钢管对焊的焊接工装和钢管对焊焊接方法
- 一种随钻核磁测井仪钻铤结构
- 一种随钻核磁测井仪钻铤结构