一种挡风板的成型方法
文献发布时间:2024-01-17 01:15:20
技术领域
本发明涉及车用零部件领域,特别是涉及一种挡风板的成型方法。
背景技术
汽车、摩托车等使用的挡风板,一般采用高透明度的塑料材料制备而成,起到挡风抑尘的作用,尤其在车速较快的情况下,对驾车者来说尤为重要。
挡风板一般厚度较厚,在4mm左右,且需要具有一定的弯曲弧度,以增加防护效果。
现有挡风板的成型工艺制备出的挡风板,其变形量,即弯曲弧度达不到设定要求,防护效果差。
发明内容
本发明通过提供一种挡风板的成型模具及成型方法,解决了现有技术中挡风板的变形量不足的问题。
为解决上述技术问题,本发明提供了一种挡风板的成型方法,包括如下步骤:
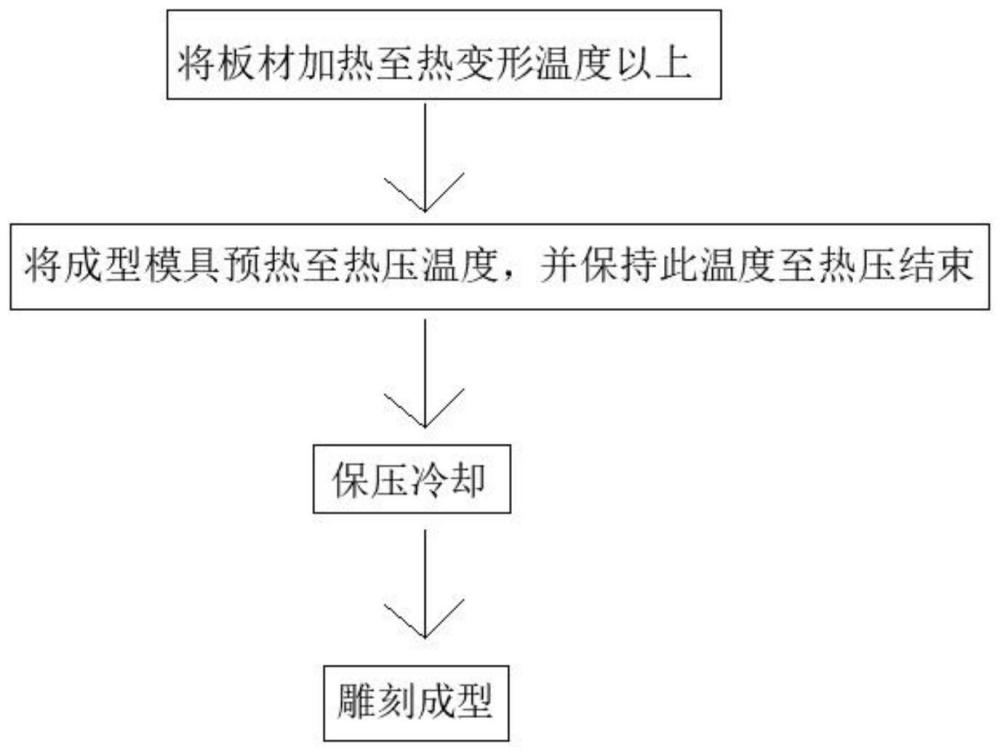
(1)板材加热:将待成型的塑料板材放置到加热炉内加热至变形温度;
(2)热压成型:将步骤(1)中加热后的板材放入热压机的成型模具内合模,恒温热压,其中,所述成型模具提前预热至热压温度;
(3)保压冷却:热压成型后,随模保压冷却;
(4)雕刻成型:开模取出保压冷却后的塑料板材,用雕刻机加工出孔位,得到所述车用挡风玻璃。
在本发明一个较佳实施例中,所述步骤(1)中,所述变形温度为所述塑料板材的玻璃化转变温度。
在本发明一个较佳实施例中,所述步骤(2)中,所述恒温热压成型的工艺条件为:温度高于所述变形温度,压力30~45MPa,时间10~60min。
在本发明一个较佳实施例中,所述步骤(2)中,所述热压机内带有上加热盘和下加热盘,所述成型模具包括上模和下模,所述上加热盘和下加热盘分别与所述上模和下模接触连接,用于给所述上模和下模加热。
在本发明一个较佳实施例中,所述上加热盘和下加热盘的面积为所述上模和下模面积的2/3~3/2倍。
本发明的有益效果是:本发明一种挡风板的成型方法,通过在成型模具上增设加热盘,使塑料板材在入模之前以及整个热压过程中,成型模具能够保持热压温度不降低,从而使塑料模具在整个热压过程中受热均匀、稳定,从而进行有效变形,达到所需的变形量。
附图说明
图1是本发明一种挡风板的成型方法工艺流程示意图。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
请参阅图1,本发明实施例包括:
本发明通过成型模具的膜腔的弧度的设计以及给成型模具设计加热盘,保证成型模具在整个热压过程中热压温度恒定两个角度出发,确保厚板挡风板在成型过程中产生足够的变形量,达到使用要求的弯曲弧度。
本发明公开了一种挡风板的成型方法,包括如下步骤:
(1)板材加热:将待成型的塑料板材放置到加热炉内加热至变形温度以上,所述变形温度为所述塑料板材的玻璃化转变温度;
(2)热压成型:将步骤(1)中加热后的板材放入热压机的成型模具内合模,并高于变形温度以上,30~45MPa的条件下恒温热压10~60min,其中,所述热压机内带有上加热盘和下加热盘,所述成型模具包括上模和下模,所述上加热盘和下加热盘分别与所述上模和下模接触连接,用于给所述上模和下模加热,使所述成型模具在板材入模前提前预热至热压温度170~190℃,并在整个热压过程中保持在热压温度下恒温热压,从而使板材充分受热变形,达到所需的变形量;且所述上模和下模之间构成板材的容纳空间,该容纳空间的弯曲度比所述挡风板的弯曲弧度大5~10°,保证板材热压回缩后的变形度仍能够达到使用要求。
具体地,所述上加热盘和下加热盘的面积为所述上模和下模面积的2/3~3/2倍,保证加热效果;另外,加热过程中的温度控制通过PLC程序控制器利用模具上的热传感器反馈的实时温度进行监控控制,保证恒温热压,提高热变形效果;
(3)保压冷却:热压成型后,关闭上加热盘和下加热盘,使模具在冷却装置(如冷却水)的作用下随模保压冷却至板材的玻璃化转变温度以下,防止板材在冷却过程中变形;
(4)雕刻成型:开模取出保压冷却后的塑料板材,用雕刻机加工出孔位,得到所述车用挡风玻璃。
实施例1
一种摩托车挡风板的制备方法:
以厚度为4.5mm的聚碳酸酯板材为原料,先在加热炉内预热至140℃;将热压机开启加热;通过热压机内的加热盘(上加热盘和下加热盘)将成型模具(上模和下模)提前预热至热压温度180℃并保持此温度恒定,然后将预热后的聚碳酸酯板材快速转移至热压机的成型模具内,合模,设定压力为35MPa,在此温度和压力下恒温恒压保持30min,然后维持压力不变,将关闭加热盘的加热功能,并使成型模具冷却,使聚碳酸酯板材在热成型模具内继续保压冷却至100℃以下,然后开模,得到所需变形度的摩托车挡风板。
所述上模和下模之间构成板材的容纳空间,该容纳空间的弯曲度比所述挡风板的弯曲弧度大5°。
经过测试,所制备的挡风板的弯曲弧度与设定弯曲弧度相差0.1°,符合使用要求。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。