一种形状和风味多样化着衣糕点制作一体机
文献发布时间:2023-06-19 19:23:34
技术领域
本发明属于糕点制作设备领域,特别涉及一种形状和风味多样化着衣糕点制作一体机。
背景技术
糕点是一种以谷类、豆类、薯类、油脂、糖、蛋等食材中的一种或几种为主要原料,添加或不添加其他原料,经调制、成型、熟制等工序制成的食品,糕点在制作过程中往往需要经过和面、成型、添加风味辅料、烘烤等工序,传统糕点在制作时多采用人工手动制作,费时费力,为了减少劳动力和增加生产效率,也有一些糕点辅助设备进行糕点制作步骤的辅助使用,随着科学技术的飞速发展,也得到了技术改进,但是现有技术在使用时,虽然有了单独的设备进行糕点的制作辅助,但仍旧需要人工手动来回搬运各步骤加工好的糕点进行下一步加工,同时因为糕点制作需要多种口味来回切换,使糕点辅料添加时需要经常切换辅料箱,或需要准备多个辅料添加机构或者多个泵机、阀门进行辅料抽取控制,成本高,安装繁琐,不便于全自动生产使用,且现有技术使用时,糕点在制作使用后需要拆卸模具、挤出机构、喷头等进行清洗,同时在不同形状和辅料添加位置不同使也需要拆卸模具、挤出机构、喷头等进行更换,现有技术多采用多螺钉进行拆卸模具、挤出机构、喷头等多位置锁定以保证装配的稳固,但也导致拆卸模具、挤出机构、喷头等在拆装时操作较为繁琐,严重影响工作效率。
发明内容
(一)要解决的技术问题
为了克服现有技术不足,现提出一种形状和风味多样化着衣糕点制作一体机,以解决现有技术在使用时,虽然有了单独的设备进行糕点的制作辅助,但仍旧需要人工手动来回搬运各步骤加工好的糕点进行下一步加工,同时因为糕点制作需要多种口味来回切换,使糕点辅料添加时需要经常切换辅料箱,或需要准备多个辅料添加机构或者多个泵机、阀门进行辅料抽取控制,成本高,安装繁琐,不便于全自动生产使用的情况;
其次,以解决现有技术使用时,糕点在制作使用后需要拆卸模具、挤出机构、喷头等进行清洗,同时在不同形状和辅料添加位置不同使也需要拆卸模具、挤出机构、喷头等进行更换,现有技术多采用多螺钉进行拆卸模具、挤出机构、喷头等多位置锁定以保证装配的稳固,但也导致拆卸模具、挤出机构、喷头等在拆装时操作较为繁琐,严重影响工作效率的情况。
(二)技术方案
本发明通过如下技术方案实现:本发明提出了一种形状和风味多样化着衣糕点制作一体机,其结构包括辅料切换箱、输送机台、成型机构、辅料添加机构、烘烤隧道、控制器,所述辅料切换箱通过管道与辅料添加机构相接,所述输送机台上安装有成型机构、辅料添加机构、烘烤隧道,所述烘烤隧道安装于输送机台尾端,所述成型机构安装于输送机台头部端,所述辅料添加机构安装于烘烤隧道与成型机构之间,所述控制器与辅料切换箱、输送机台、成型机构、辅料添加机构、烘烤隧道电连接;
所述辅料切换箱包括底座、分料箱、反馈芯片、辅料顶盖、抽取主孔、抽取槽、切换盖板、抽取副孔、电机、中杆、辅料箱限位杆、防滑垫、指示灯、按钮、顶压杆、第一压缩弹簧、切换通孔,所述底座上固定连接有辅料箱限位杆,所述辅料箱限位杆设于中杆内,所述中杆与辅料顶盖固定连接,所述防滑垫用于中杆与辅料箱限位杆之间的活动限速,所述分料箱设于底座与辅料顶盖之间,所述辅料顶盖内部设有抽取槽,所述分料箱与抽取槽之间通过抽取副孔相通,所述切换盖板设于抽取槽内,所述切换盖板上贯穿设有切换通孔,所述辅料顶盖上设有指示灯,所述辅料顶盖内部设有反馈芯片、按钮,所述按钮一端与抽取槽内相接,所述按钮与指示灯、反馈芯片电连接,所述切换盖板内设有顶压杆,所述顶压杆贯穿切换盖板与按钮相接,所述电机设于中杆内,所述电机的轴杆与切换盖板固定连接,所述抽取槽通过抽取主孔与辅料添加机构相接,所述反馈芯片、电机与控制器电连接。
进一步的,所述成型机构包括成型安装架、料斗、第二压缩弹簧、拉绳、锁定螺杆、第一把手、拉板、活动孔、第一卡板、挤出箱体、箱体盖板、模具装配盖板、模具装配底板、底板限位杆、第一顶压板、防滑板、第二顶压板、顶压杆、装配控制板、控制锁杆、第三顶压板、第一卡杆、第二卡板、第二卡杆、模具装配板,所述成型安装架安装于输送机台上,所述挤出箱体底端固定连接有模具装配板,所述挤出箱体通过模具装配板装配于安装架上,所述模具装配盖板通过模具装配板插销装配于挤出箱体底部,所述底板限位杆用于限定模具装配底板安装于模具装配盖板上的位置,所述拉板设于模具装配盖板与模具装配底板相接处一侧,所述拉板与第一把手固定连接,所述拉板上贯穿设有活动孔,所述第一卡板设于模具装配盖板内,所述第一卡板贯穿模具装配底板顶端与挤出箱体相接,所述第一卡板底端与模具装配盖板之间设有第二压缩弹簧,所述第一卡板通过拉绳与拉板相接,所述锁定螺杆贯穿活动孔、模具装配底板与模具装配盖板锁接。
进一步的,所述箱体盖板上设有第二卡杆,所述第二卡杆插销于挤出箱体内,所述料斗底部固定连接有第二卡板,所述第二卡板贯穿第二卡杆插销于挤出箱体内,所述装配控制板上固定连接有第一卡杆,所述第一卡杆贯穿第二卡板、第二卡杆插销于挤出箱体内,所述控制锁杆上固定连接有第三顶压板,所述控制锁杆、第三顶压板用于将装配控制板锁于挤出箱体上,所述顶压杆与第一卡杆固定连接,所述第一顶压板与防滑板固定连接,所述第一顶压板、防滑板设于模具装配板内,所述防滑板贯穿模具装配板与成型安装架相接,所述第二顶压板用于联动第一顶压板、顶压杆。
进一步的,所述辅料添加机构包括辅料安装架、泵杆、泵机、喷洒主槽、喷洒装配板、喷头装配板、第三卡板、第二把手、控压螺杆、第一通孔、滚珠丝管、齿环、挡环限位杆、第二通孔、挡环、挡板、第三压缩弹簧、挡板装配板、挡板限位杆、喷洒副槽、喷头装配板槽、齿条、第三通孔、连接球、解锁轴杆,所述辅料安装架与输送机台固定连接,所述辅料安装架通过泵杆安装有喷洒装配板,所述喷洒装配板上固定连接有泵机,所述喷洒装配板内设有喷洒主槽,所述喷洒主槽通过泵机与抽取主孔相接,所述喷洒装配板底端设有喷洒副槽,所述喷洒副槽通过第一通孔与喷洒主槽相通,所述挡板装配板与喷洒副槽侧壁固定连接,所述挡板装配板上贯穿设有第三通孔,所述挡板与挡板限位杆固定连接,所述挡板限位杆贯穿挡板装配板,所述挡板与挡板装配板之间设有第三压缩弹簧,所述挡环设于喷洒副槽内,所述挡环中部贯穿设有第二通孔,所述挡环底部与挡板贴合,所述挡环顶端固定连接有滚珠丝管,所述滚珠丝管顶端设于第一通孔内,所述挡环限位杆用于挡环在限定喷洒副槽内的位置和可移动方向,所述齿环、齿条均设于喷洒装配板内,所述齿环套接于滚珠丝管上,所述齿环与滚珠丝管螺纹连接,所述齿条与齿环啮合,所述控压螺杆通过连接球与齿条相接,所述控压螺杆与喷洒装配板螺纹连接。
进一步的,所述喷头装配板槽设于喷洒装配板底部,所述喷头装配板通过喷头装配板槽插销装配于喷洒装配板上,所述第二把手通过解锁轴杆与第三卡板固定连接,所述解锁轴杆与第三卡板设于喷头装配板内,所述第三卡板贯穿喷头装配板与喷洒装配板相接。
进一步的,所述抽取槽内部直径与切换盖板直径一致,所述切换通孔距离切换盖板圆心的距离与抽取副孔距离抽取槽圆心的距离一致,所述底座上呈圆形环列均匀设有分料箱,所述辅料顶盖上设有与分料箱同等数量的反馈芯片、指示灯、按钮,所述顶压杆贯穿切换盖板处为弧面。
进一步的,所述第一卡杆为圆台形杆,所述第一卡杆大的底面端与装配控制板固定连接,所述第二顶压板与第一顶压板、顶压杆相接端均为斜面,所述第一顶压板、顶压杆与第二顶压板相接端也为斜面,所述第一顶压板斜面与第二顶压板的斜面形成90度角,所述第二顶压板斜面与第二顶压板的斜面形成90度角,所述第一卡板为直角三角形板,所述第一卡板斜面朝向上方邻近挤出箱体内部安装。
进一步的,所述滚珠丝管的最大外部直径与第一通孔直径一致,所述滚珠丝管的最小内部直径与第二通孔直径一致,所述第二通孔直径比挡板直径小,所述挡环最大直径与喷洒副槽直径一致,所述解锁轴杆与第三卡板连接端邻近第三卡板侧端。
(三)有益效果
上述技术方案中的一个技术方案具有如下优点或有益效果:
1)、为解决现有技术在使用时,虽然有了单独的设备进行糕点的制作辅助,但仍旧需要人工手动来回搬运各步骤加工好的糕点进行下一步加工,同时因为糕点制作需要多种口味来回切换,使糕点辅料添加时需要经常切换辅料箱,或需要准备多个辅料添加机构或者多个泵机、阀门进行辅料抽取控制,成本高,安装繁琐,不便于全自动生产使用的情况,通过在一条输送带上设有成型机构进行糕点挤出成型,搭配辅料添加机构进行风味辅料添加,最后经过烘烤隧道烘,同时在辅料添加时,辅料切换箱可根据需求通过电机自动切换不同的辅料种类进行添加使用,使糕点实现一体化全自动制作,免于多机台多泵机、阀门装配,降低成本,安装便捷,并免于人工来回搬运的不便。
2)、为解决现有技术使用时,糕点在制作使用后需要拆卸模具、挤出机构、喷头等进行清洗,同时在不同形状和辅料添加位置不同使也需要拆卸模具、挤出机构、喷头等进行更换,现有技术多采用多螺钉进行拆卸模具、挤出机构、喷头等多位置锁定以保证装配的稳固,但也导致拆卸模具、挤出机构、喷头等在拆装时操作较为繁琐,严重影响工作效率的情况,通过将加工成型机构挤出箱体的各锁定部件集成用装配控制板搭配卡杆插销锁定的形式,使设备的挤出箱体和模具便于快速的拆装更换,同时辅料添加机构的喷头装配板也采用插销卡扣的形式,免于多螺钉多位置锁定,实现设备模具、喷头、挤出机构的便捷拆装,保证稳固的同时简化了更换操作,增加工作效率,减少对生产影响。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
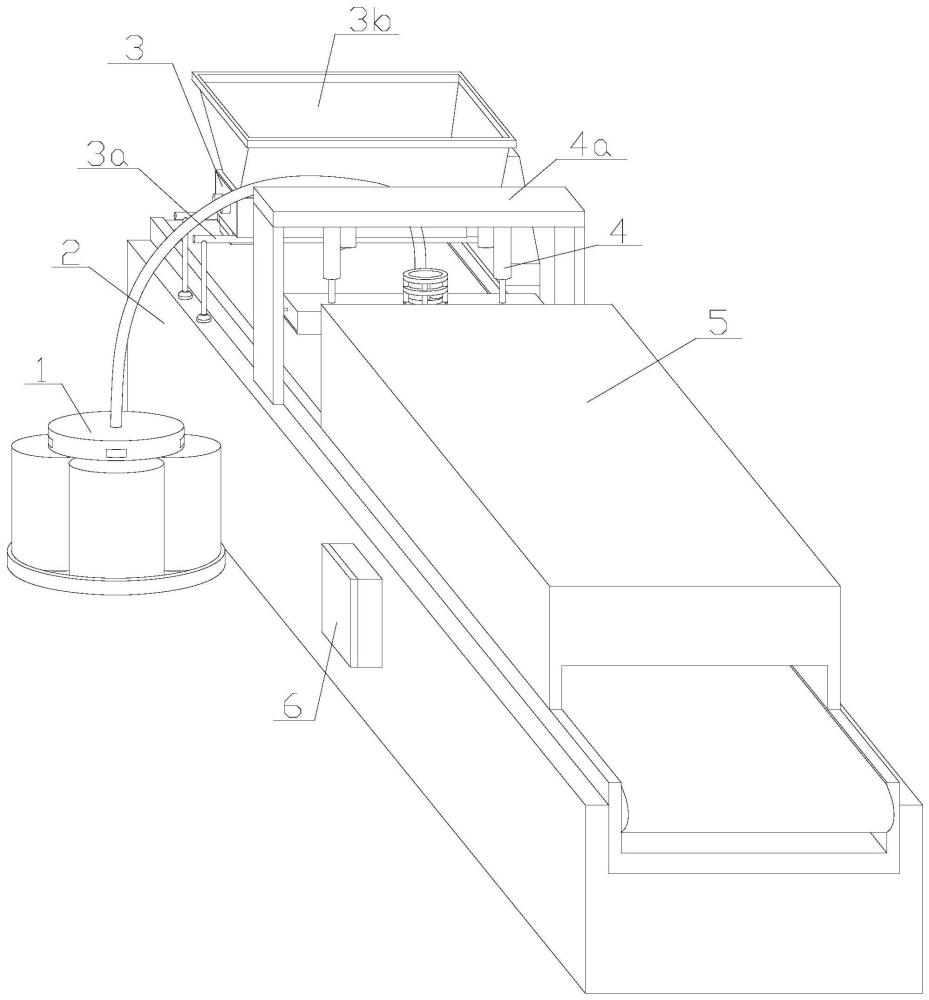
图1为本发明一种形状和风味多样化着衣糕点制作一体机的结构示意图;
图2为本发明辅料切换箱正视图的剖面结构示意图;
图3为本发明图2中A的放大结构示意图;
图4为本发明成型机构部分正视图的剖面结构示意图;
图5为本发明成型机构部分侧视图的剖面结构示意图;
图6为本发明辅料添加机构部分正式图的剖面结构示意图;
图7为本发明图6中B的放大结构示意图;
图8为本发明辅料添加机构部分侧视图的剖面结构示意图;
图9为本发明图8中C的放大结构示意图;
图10为本发明控压螺杆与齿条连接的剖面结构示意图;
图中:辅料切换箱-1、输送机台-2、成型机构-3、辅料添加机构-4、烘烤隧道-5、控制器-6、底座-1a、分料箱-1b、反馈芯片-1c、辅料顶盖-1d、抽取主孔-1e、抽取槽-1f、切换盖板-1g、抽取副孔-1h、电机-1i、中杆-1j、辅料箱限位杆-1k、防滑垫-1l、指示灯-1m、按钮-1n、顶压杆-1o、第一压缩弹簧-1p、切换通孔-1q、成型安装架-3a、料斗-3b、第二压缩弹簧-3c、拉绳-3d、锁定螺杆-3e、第一把手-3f、拉板-3g、活动孔-3h、第一卡板-3i、挤出箱体-3j、箱体盖板-3k、模具装配盖板-3l、模具装配底板-3m、底板限位杆-3n、第一顶压板-3o、防滑板-3p、第二顶压板-3q、顶压杆-3r、装配控制板-3s、控制锁杆-3t、第三顶压板-3u、第一卡杆-3v、第二卡板-3w、第二卡杆-3x、模具装配板-3y、辅料安装架-4a、泵杆-4b、泵机-4c、喷洒主槽-4d、喷洒装配板-4e、喷头装配板-4f、第三卡板-4g、第二把手-4h、控压螺杆-4i、第一通孔-4j、滚珠丝管-4k、齿环-4l、挡环限位杆-4m、第二通孔-4n、挡环-4o、挡板-4p、第三压缩弹簧-4q、挡板装配板-4r、挡板限位杆-4s、喷洒副槽-4t、喷头装配板槽-4u、齿条-4v、第三通孔-4w、连接球-4x、解锁轴杆-4y。
具体实施方式
下面结合实施例对本发明作进一步地详细说明,但本发明的实施方式不限于此。
本发明提供一种形状和风味多样化着衣糕点制作一体机:其结构包括辅料切换箱1、输送机台2、成型机构3、辅料添加机构4、烘烤隧道5、控制器6,所述辅料切换箱1通过管道与辅料添加机构4相接,所述输送机台2上安装有成型机构3、辅料添加机构4、烘烤隧道5,所述烘烤隧道5安装于输送机台2尾端,所述成型机构3安装于输送机台2头部端,所述辅料添加机构4安装于烘烤隧道5与成型机构3之间,所述控制器6与辅料切换箱1、输送机台2、成型机构3、辅料添加机构4、烘烤隧道5电连接;
所述辅料切换箱1包括底座1a、分料箱1b、反馈芯片1c、辅料顶盖1d、抽取主孔1e、抽取槽1f、切换盖板1g、抽取副孔1h、电机1i、中杆1j、辅料箱限位杆1k、防滑垫1l、指示灯1m、按钮1n、顶压杆1o、第一压缩弹簧1p、切换通孔1q,所述底座1a顶端中部固定连接有辅料箱限位杆1k,所述辅料箱限位杆1k设于中杆1j内部下侧,所述中杆1j与辅料顶盖1d底端中部固定连接,所述防滑垫1l用于中杆1j与辅料箱限位杆1k之间的活动限速,所述分料箱1b设于底座1a与辅料顶盖1d之间,所述辅料顶盖1d内部设有抽取槽1f,所述分料箱1b与抽取槽1f之间通过抽取副孔1h相通,所述切换盖板1g设于抽取槽1f内部底端,所述切换盖板1g上贯穿设有切换通孔1q,所述切换盖板1g用于封盖抽取副孔1h、,所述切换通孔1q用于限定连通抽取槽1f、抽取副孔1h,所述辅料顶盖1d侧端镶嵌设有指示灯1m,所述辅料顶盖1d内部设有反馈芯片1c、按钮1n,所述按钮1n一端与抽取槽1f内部侧端相接,所述按钮1n与指示灯1m、反馈芯片1c电连接,所述切换盖板1g内设有顶压杆1o,所述顶压杆1o贯穿切换盖板1g侧端与按钮1n相接,所述电机1i设于中杆1j内,所述电机1i的轴杆与切换盖板1g底端中部固定连接,所述抽取槽1f通过抽取主孔1e与辅料添加机构4相接,所述反馈芯片1c、电机1i与控制器6电连接。
其中,所述成型机构3包括成型安装架3a、料斗3b、第二压缩弹簧3c、拉绳3d、锁定螺杆3e、第一把手3f、拉板3g、活动孔3h、第一卡板3i、挤出箱体3j、箱体盖板3k、模具装配盖板3l、模具装配底板3m、底板限位杆3n、第一顶压板3o、防滑板3p、第二顶压板3q、顶压杆3r、装配控制板3s、控制锁杆3t、第三顶压板3u、第一卡杆3v、第二卡板3w、第二卡杆3x、模具装配板3y,所述成型安装架3a安装于输送机台2顶端,所述挤出箱体3j底端固定连接有模具装配板3y,所述挤出箱体3j通过模具装配板3y装配于安装架3a上,所述模具装配盖板3l通过模具装配板3y插销装配于挤出箱体3j底部,所述底板限位杆3n设于模具装配盖板3l内,所述底板限位杆3n与模具装配盖板3l间隙配合,所述底板限位杆3n贯穿模具装配盖板3l底端与模具装配底板3m顶端固定连接,所述拉板3g镶嵌设于模具装配盖板3l与模具装配底板3m相接处侧端,所述拉板3g一端与第一把手3f固定连接,所述拉板3g上贯穿设有活动孔3h,所述第一卡板3i设于模具装配盖板3l内,所述第一卡板3i贯穿模具装配底板3m顶端与挤出箱体3j相接,所述第一卡板3i底端与模具装配盖板3l之间设有第二压缩弹簧3c,所述第一卡板3i通过拉绳3d与拉板3g远离第一把手3f端相接,所述锁定螺杆3e贯穿活动孔3h、模具装配底板3m与模具装配盖板3l锁接。
其中,所述箱体盖板3k一面4角均固定连接有第二卡杆3x,所述第二卡杆3x插销于挤出箱体3j内,所述料斗3b底部4角均固定连接有第二卡板3w,所述第二卡板3w贯穿第二卡杆3x插销于挤出箱体3j内,所述装配控制板3s一面4角均固定连接有第一卡杆3v,所述第一卡杆3v贯穿第二卡板3w、第二卡杆3x插销于挤出箱体3j内,所述控制锁杆3t上固定连接有第三顶压板3u,所述第三顶压板3u用于控制锁杆3t锁于挤出箱体3j上时顶压装配控制板3s,所述顶压杆3r与装配控制板3s下侧的第一卡杆3v远离装配控制板3s端固定连接,所述第一顶压板3o与防滑板3p固定连接,所述第一顶压板3o、防滑板3p设于模具装配板3y内,所述防滑板3p贯穿模具装配板3y与成型安装架3a相接,所述第二顶压板3q底端与第一顶压板3o远离防滑板3p端相接,所述第二顶压板3q顶端与顶压杆3r远离第一卡杆3v端相接。
其中,所述辅料添加机构4包括辅料安装架4a、泵杆4b、泵机4c、喷洒主槽4d、喷洒装配板4e、喷头装配板4f、第三卡板4g、第二把手4h、控压螺杆4i、第一通孔4j、滚珠丝管4k、齿环4l、挡环限位杆4m、第二通孔4n、挡环4o、挡板4p、第三压缩弹簧4q、挡板装配板4r、挡板限位杆4s、喷洒副槽4t、喷头装配板槽4u、齿条4v、第三通孔4w、连接球4x、解锁轴杆4y,所述辅料安装架4a与输送机台2顶端固定连接,所述辅料安装架4a通过泵杆4b安装有喷洒装配板4e,所述喷洒装配板4e顶端中部固定连接有泵机4c,所述喷洒装配板4e内部上侧设有喷洒主槽4d,所述喷洒主槽4d通过泵机4c与抽取主孔1e相接,所述喷洒装配板4e底端设有喷洒副槽4t,所述喷洒副槽4t顶端通过第一通孔4j与喷洒主槽4d底端相通,所述挡板装配板4r与喷洒副槽4t侧壁固定连接,所述挡板装配板4r邻近喷洒副槽4t侧壁处贯穿设有第三通孔4w,所述挡板4p底端中部与挡板限位杆4s顶端固定连接,所述挡板限位杆4s底端由上而下贯穿挡板装配板4r中部,所述挡板4p底端与挡板装配板4r之间设有第三压缩弹簧4q,所述挡环4o设于喷洒副槽4t内,所述挡环4o中部贯穿设有第二通孔4n,所述挡环4o底部与挡板4p贴合,所述挡环4o顶端中部固定连接有滚珠丝管4k,所述滚珠丝管4k顶端设于第一通孔4j内,所述挡环限位杆4m用于挡环4o在限定喷洒副槽4t内的位置和可移动方向,所述齿环4l、齿条4v均设于喷洒装配板4e内,所述齿环4l套接于滚珠丝管4k上,所述齿环4l与滚珠丝管4k螺纹连接,所述齿条4v与齿环4l啮合,所述控压螺杆4i通过连接球4x与齿条4v相接,所述控压螺杆4i一端贯穿喷洒装配板4e侧端,所述控压螺杆4i与喷洒装配板4e螺纹连接。
其中,所述喷头装配板槽4u设于喷洒装配板4e底部,所述喷头装配板4f通过喷头装配板槽4u插销装配于喷洒装配板4e底部,所述第二把手4h通过解锁轴杆4y与第三卡板4g固定连接,所述解锁轴杆4y与第三卡板4g设于喷头装配板4f内,所述第三卡板4g贯穿喷头装配板4f与喷洒装配板4e底端相接。
其中,所述抽取槽1f内部直径与切换盖板1g直径一致,所述切换通孔1q距离切换盖板1g圆心的距离与抽取副孔1h距离抽取槽1f圆心的距离一致,所述底座1a上呈圆形环列均匀设有分料箱1b,所述辅料顶盖1d上设有与分料箱1b同等数量的反馈芯片1c、指示灯1m、按钮1n,所述顶压杆1o贯穿切换盖板1g处为弧面。
其中,所述第一卡杆3v为圆台形杆,所述第一卡杆3v大的底面端与装配控制板3s固定连接,所述第二顶压板3q与第一顶压板3o、顶压杆3r相接端均为斜面,所述第一顶压板3o、顶压杆3r与第二顶压板3q相接端也为斜面,所述第一顶压板3o斜面与第二顶压板3q的斜面形成90度角,所述第二顶压板3q斜面与第二顶压板3q的斜面形成90度角,所述第一卡板3i为直角三角形板,所述第一卡板3i斜面朝向上方邻近挤出箱体3j内部安装。
其中,所述滚珠丝管4k的最大外部直径与第一通孔4j直径一致,所述滚珠丝管4k的最小内部直径与第二通孔4n直径一致,所述第二通孔4n直径比挡板4p直径小,所述挡环4o最大直径与喷洒副槽4t直径一致,所述解锁轴杆4y与第三卡板4g连接端邻近第三卡板4g侧端。
实施方案:设备使用过程中,只需将面团放入料斗3b中,接着控制器6便可根据设定程序控制挤出箱体3j内的挤出机构对面团进行成型挤出,挤出的成型糕点会进入输送机台2上,并随着输送机台2的运行输送至辅料添加机构4的下方,此时,辅料添加机构4会因为控制器6的设定程序通过泵机4c抽取辅料切换箱1内的风味辅料,风味辅料经由喷洒副槽4t、喷头装配板4f装配的喷头后喷出至成型的糕点上,接着糕点会继续被输送机台2输送至烘烤隧道5烘烤完成全自动一体化生产,在此期间,辅料切换箱1可根据控制器6的控制,驱动电机1i带动切换盖板1g进行转动,使切换盖板1g的抽取主孔1e可与不同分料箱1b的抽取副孔1h相通,同时,换盖板1g会封堵别的分料箱1b抽取副孔1h,从而实现便捷的风味辅料抽取切换,切换时到指定位置时,顶压杆1o会因为第一压缩弹簧1p的顶压按下按钮1n,从而使反馈芯片1c、指示灯1m通电运转,使人工和控制器6能够知道辅料切换箱1处于哪个分料箱1b抽取,需要进行分料箱1b更换和装配时,可向上抬起部分辅料顶盖1d,而后可取下分料箱1b进行更换,抬起部分辅料顶盖1d后,辅料顶盖1d会因为重力带动中杆1j在箱限位杆1k的防滑垫1l上缓慢下降,使糕点实现一体化全自动制作,免于多机台多泵机、阀门装配,降低成本,安装便捷,并免于人工来回搬运的不便,同时,设备的辅料添加机构4可通过转动控压螺杆4i,使控压螺杆4i在进位时带动齿条4v跟随进位,同时因为齿条4v与控压螺杆4i是采用连接球4x连接的,使控压螺杆4i转动时齿条4v不会跟随转动,当齿条4v跟随位移后,齿条4v会带动齿环4l进行转动,齿环4l在转动时,与齿环4l啮合的滚珠丝管4k会因为啮合的因故跟随移动,而因为齿环4l的位置被喷洒装配板4e限定在固定的槽内,只可进行转动不能够进行位移,而滚珠丝管4k因为固定连接的挡环4o被挡环限位杆4m限定,使滚珠丝管4k只能上下位移而不能旋转,使齿环4l转动时滚珠丝管4k会带动挡环4o或上或下移动,从而使被第三压缩弹簧4q顶压与挡环4o贴合的挡板4p会跟随上下移动,当挡板4p跟随向上移动时,第三压缩弹簧4q的顶压距离增加,会减小第三压缩弹簧4q对挡板4p开启的最小顶压力度,反之则会增加开启的最小顶压力度,实现开启压力的调节,免于更换阀门,便于不同糕点的辅料添加使用,采用控压螺杆4i的设置,可以防止调节后第三压缩弹簧4q顶压齿环4l的反转带动齿条4v反向位移,同时控压螺杆4i使调节位置的变量更细腻;
且设备在使用时,因为不同形状挤出需求和生产完后需要进行挤出机构、模具清洗时,可通过转动控制锁杆3t,使控制锁杆3t通过解除锁定来解除第三顶压板3u对装配控制板3s的顶压,从而使装配控制板3s能够从挤出箱体3j上拆下,当装配控制板3s拆下后,装配于装配控制板3s上的第一卡杆3v跟随脱离对第二卡板3w、第二卡杆3x的顶压,同时,也带动顶压杆3r脱离对第二顶压板3q、第一顶压板3o的顶压,从而使防滑板3p与成型安装架3a脱离紧贴状态,便于挤出箱体3j等在成型安装架3a上取下,而后可向上取下料斗3b,使料斗3b的第二卡板3w脱离第二卡杆3x,从而使与第二卡杆3x连接的箱体盖板3k可拆下,即实现挤出箱体3j和箱体盖板3k以及料斗3b的分离,从而使挤出箱体3j内部的挤出部件可取出更换清洗,而在进行装配时,只需将挤出箱体3j放置于成型安装架3a上,接着将箱体盖板3k通过第二卡杆3x装配于挤出箱体3j上,而后将料斗3b的第二卡板3w贯穿第二卡杆3x插销进挤出箱体3j内,最后将装配控制板3s通过第一卡杆3v插销进第二卡板3w、第二卡杆3x内便可实现装配,装配后可通过转动控制锁杆3t,使控制锁杆3t通过第三顶压板3u进行装配控制板3s的锁紧顶压装配,在装配控制板3s锁紧时,第一卡杆3v会因为其圆台形逐渐顶压第二卡板3w、第二卡杆3x拉紧料斗3b、箱体盖板3k,同时,第一卡杆3v还会通过顶压杆3r、第二顶压板3q顶压第一顶压板3o向成型安装架3a方向移动,使第一顶压板3o的防滑板3p与成型安装架3a紧贴实现箱体盖板3k等的稳定装配,锁紧程度只需控制装配控制板3s与挤出箱体3j的距离便可实现,操作简单,大大提高更换拆卸的效率;
进行模具装配时,在模具装配盖板3l插销进挤出箱体3j底部的模具装配板3y处时,第一卡板3i会先因顶压带动第二压缩弹簧3c收缩至模具装配盖板3l内,而后在模具装配到位后,第二压缩弹簧3c会顶压第一卡板3i进入挤出箱体3j底部进行卡扣,在需要进行模具的清洗和拆卸更换时,需拉动第一把手3f,使第一把手3f带动拉板3g移动,使拉板3g先在活动孔3h的范围内移动并通过拉绳3d拉动顶压第一卡板3i下降,才会进行模具的装配解锁,接着才会拉动取下模具,保证装配的稳定,防止振动和误触导致位移,而后需要模具内部清洗更换时,只需转动解锁锁定螺杆3e,并可向下取下模具装配底板3m,实现模具装配盖板3l、模具装配底板3m、第一把手3f和模具内部模具组件的分离,拆装便捷,便于清洁,免于多螺丝多边锁定,同时,需要进行喷头更换或清洗拆卸时,可通过转动第二把手4h带动第三卡板4g进行转动,从而使第三卡板4g脱离对喷洒装配板4e的卡扣,从而使喷头装配板4f可通过第二把手4h从喷洒装配板4e的喷头装配板槽4u中直接拖出更换,更换时,只需将新的喷头装配板4f插销进喷头装配板槽4u后转动第二把手4h带动第三卡板4g进行与喷洒装配板4e的卡扣锁定,使设备模具、喷头、挤出机构免于多螺钉多位置锁定,实现设备模具、喷头、挤出机构的便捷拆装,保证稳固的同时简化了更换操作,增加工作效率,减少对生产影响。
在本发明的描述中,需要说明的是,术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
本发明的控制方式是通过人工启动和关闭开关来控制,动力元件的接线图与电源的提供属于本领域的公知常识,并且本发明主要用来保护机械装置,所以本发明不再详细解释控制方式和接线布置。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。