一种挞皮加工方法及挞皮加工生产线
文献发布时间:2024-01-17 01:15:20
技术领域
本发明涉及起酥食品生产技术领域,尤其是一种挞皮的加工方法及挞皮加工生产线。
背景技术
披萨、蛋挞是一种以蛋浆做成馅料的起酥式西式馅饼,深受广大消费者的喜爱,披萨、蛋挞等需要直接成型于锡箔碗上,加工工艺繁琐,尽管目前起酥食品的加工特别是蛋挞皮的生产大都实现了半自动化生产,整个生产过程中人工参与度较高,严重制约了蛋挞皮的生产效率,不利于规模化生产加工,而且产品质量标准不统一,极大的提高了企业的生产成本,降低企业的竞争力。其中盛载锡箔碗的承料装置五花八门,但很少有一种盛载锡箔碗的装置能满足自动化的需要。
公开号为CN 112704097 A的中国发明专利申请,公开了一种蛋挞皮自动化生产设备,包括承料盘、承料盘输送线、面团输送线、箔碗投放机构、面团切型机构、蛋挞皮成型机构、出料机构、废料收集机构及触控面板,所述承料盘的两端与承料盘输送线连接,随承料盘输送线往复运动,承料盘上均匀设有锡箔碗承载部,所述锡箔碗投放机构、面团切型机构、蛋挞皮成型机构及出料机构沿着承料盘的运动方向依次设于承料盘输送线上,所述面团输送线设于承料盘输送线上方,与面团切型机构配合使用,所述废料收集机构设于面团切型机构底部,并位于面团输送线输送方向的一侧,用于承接废料,所述承料盘输送线、面团输送线、锡箔碗投放机构、面团切型机构、蛋挞皮成型机构、出料机及废料收集机构均与触控面板连接,并通过触控面板控制。
该蛋挞皮生产设备制作的挞皮,因为没有充分的搅拌、敲打,面团没有劲道,没有起酥,呈“死面”状态,烘烤后口感僵硬,不酥脆,而且该设备中挞皮成型设备结构复杂,锡碗在定型设备中需要专门设置导向杆上下运动,容易脱离设备,不好控制,良品率不高。
发明内容
本发明的目的是提供一种挞皮加工方法及挞皮加工生产线,与现有技术比较,增加了起酥和定型的步骤,使挞皮能够充分起酥,烘烤后口感酥脆,并且实现了挞皮加工中成型、起酥和定型的全过程的自动化,良品率大提升。
为实现上述目的,本发明的技术方案是:
一种挞皮加工方法,包括,步骤一,将面团置于锡碗中;步骤二,在成型设备中将面团压制成挞皮;还包括,步骤三,将步骤二制成的挞皮在起酥设备中搅拌、敲打起酥;步骤四,最后将起酥后的挞皮置于定型设备中压制,最终定型。
在步骤四之前,还有一个冷却步骤,将起酥后的挞皮置于冷却设备中冷却。
一种用于实施上述挞皮加工方法的挞皮加工生产线,它包括由驱动构件驱动的循环输送线和置于循环输送线上的用于装载所述锡碗的物料载具,用于实施步骤二的挞皮成型设备,用于实施步骤三的挞皮起酥设备和用于实施步骤四的挞皮定型设备,挞皮成型设备、挞皮起酥设备、挞皮定型设备沿循环输送线输送方向依次设置。
物料载具包括载具本体和物料承载部,物料承载部可转动的设置在载具本体上;载具本体上设置两个或两个以上的物料承载部;
挞皮成型设备包括设置在第一机架上升降的第一工作台,第一工作台下方至少设置一列成型模,每一列至少设置两个成型模;成型模包括连接座、导杆、底座和压模,导杆两端分别与连接座、底座连接,导杆套设有第一弹簧,导杆与底座活动连接;压模设置在连接座上或者底座上;
挞皮起酥设备包括设置在第二机架上升降的第二工作台;第二工作台上设置至少一列的连接孔,在第二工作台下方每个连接孔均转动设置有起酥压模;第二工作台上方设置起酥装置,起酥装置包括摆杆驱动机构和设置在每个连接孔内的摆杆;摆杆驱动机构包括摆杆驱动构件、驱动连杆和摆杆连杆;摆杆驱动构件与驱动连杆的外端连接,驱动连杆的内端与摆杆连杆连接,摆杆连杆同时连接各个摆杆的上端;摆杆伸入起酥压模中;
挞皮定型设备结构与挞皮成型设备相同;
挞皮起酥设备中的起酥压模数量及分布与挞皮成型设备、挞皮定型设备中的成型模数量及分布相同;
物料载具上的物料承载部数量与每一列成型模的数量相同,或者物料承载部数量及分布与成型模的数量及分布相同。
在挞皮起酥设备与挞皮定型设备之间还设置有用于实施所述冷却步骤的冷却设备,冷却设备包括设置在输送线上方的箱体,以及设置在箱体内的冷风管。
挞皮成型设备或挞皮定型设备的底座为圆环,压模包括上部为筒状的模体和底部为半球形的冲压头,模体底部与冲压头连接,模体顶部穿过底座固定设置在连接座上;
第一弹簧设置在连接座与底座之间,或者,导杆上设置限位部,第一弹簧设置在限位部与底座之间;
模体内设置加热件。
第一工作台与连接座连接处设置通气孔,模体为中空的筒状体,通气孔与模体连通,冲压头设置向上、向内凹陷部,凹陷部顶端设置与模体底部贯通的排气孔,凹陷部内设置用于封堵排气孔或打开排气孔的封堵部。
封堵部包括推送柄和封堵头,推送柄位于模体内部,其底部从排气孔伸出与封堵头连接,推送柄顶部设置限位部,推送柄套设复位弹簧,复位弹簧设置于限位部与模体底部之间;封堵头形状与凹陷部形状相契合,封堵头嵌入凹陷部后冲压头呈现半球形。
挞皮起酥设备中的起酥压模通过第二轴承设置在连接孔处,第二工作台还设置有驱动起酥压模旋转的起酥压模驱动机构,起酥压模包括齿轮状的上压环、下压环和支撑杆,支撑杆上端与上压环连接,支撑杆下端与下压环连接;支撑杆套设有第二弹簧;各个起酥压模的上压环齿轮相互啮合;
起酥压模驱动机构包括起酥压模驱动构件及其驱动的主动齿轮,主动齿轮与其中一个或两个起酥压模的上压环齿轮啮合。
第二工作台设置两列或两列以上的连接孔,每一列设置两个以上的连接孔,每一个连接孔均设置有起酥压模;每个连接孔内设置一根摆杆;
相应地,每一列连接孔对应设置一根摆杆连杆,该摆杆连杆与该列连接孔内设置的摆杆上端连接,各摆杆连杆之间设置连杆轴,驱动连杆内端通过连杆轴与摆杆连杆连接,驱动连杆外端与摆杆驱动构件连接;
第二弹簧设置在上压环和下压环之间,或者,支撑杆上设置限位部,第二弹簧设置在限位部与下压环之间;
主动齿轮与一个起酥压模的上压环齿轮啮合,或者,与并排的两个上压环齿轮同时啮合。
第一工作台与第一机架通过第一滑轨连接;第一机架上设置控制第一工作台升降的第一驱动构件;
第二工作台与第二机架通过第二滑轨连接;第二机架上设置控制第二工作台升降的第二驱动构件。
本发明的优点在于:
1、挞皮加工方法的步骤三,是现有技术中不具备的,该步骤将面团充分搅拌、敲打后可以使面团起劲,充分起酥,这样处理后的产品烘烤后特别酥脆,口感特别好;2、物料承载部在盘体的可转动设置,在挞皮起酥加工阶段,配合起酥压模的转动而被动旋转,挞皮可以在旋转的过程中被搅拌、敲打,使挞皮的起酥更加充分;3、将挞皮定型、起酥整合在一套生产线内,实现挞皮加工的全过程自动化;4、成型模和起酥压模都可以多个设置,实现批量生产;5、成型模和起酥压模的排列及数量相同,生产线加工协同性好,在保证生产线全自动化的同时,良品率大大提升。
附图说明
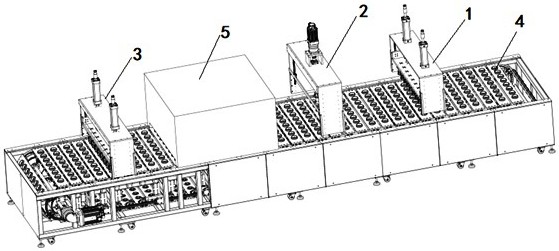
图1是本发明挞皮加工生产线结构示意图。
图2是本发明中物料载具结构示意图。
图3是本发明中挞皮成型设备或挞皮定型设备结构示意图。
图4是本发明中成型模结构示意图。
图5是本发明中封堵部打开成型模排气孔状态图。
图6是本发明中挞皮起酥设备结构示意图一。
图7是本发明中挞皮起酥设备结构示意图二。
图8是本发明中起酥压模结构示意图。
图中:1-挞皮成型设备;11-第一机架;12-第一工作台;13-成型模;131-连接座;132-导杆;133-底座;134-压模;135-第一弹簧;136-模体;137-冲压头;14-第一滑轨;15-第一驱动构件;16-加热件;17-进气孔;18-封堵部;181-封堵头;182-推送柄;183-限位部;184-复位弹簧;2-起酥设备;21-第二机架;22-第二工作台;23-起酥压模;231-上压环;232-支撑杆;233-下压环;234-第二弹簧;241-摆杆;242-摆杆驱动构件;243-驱动连杆;244-摆杆连杆;245-连杆轴;251-起酥压模驱动构件;252-主动齿轮;26-第二滑轨;27-第二驱动构件;28-第二轴承;3-挞皮定型设备;4-物料载具;41-载具本体;42-物料承载部;43-第一轴承;5-冷却设备。
实施方式
下面结合附图对本发明做进一步说明。附图仅用于示例性说明,不能理解为对本专利的限制。
为了更简洁的说明本实施例,附图或说明中某些本领域技术人员公知的、但与本创造的主要内容不相关的零部件会有所省略。另外为便于表述,附图中某些零部件会有省略、放大或缩小,但并不代表实际产品的尺寸或全部结构。
本发明的一种挞皮加工方法,包括,步骤一,将面团置于锡碗中;步骤二,在成型设备中将面团压制成挞皮;还包括,步骤三,将步骤二制成的挞皮在起酥设备中搅拌、敲打起酥,通过步骤三,使挞皮起劲,充分起酥;步骤四,最后将起酥后的挞皮置于定型设备中压制,最终定型。
进一步地,在步骤四之前,还有一个冷却步骤,将起酥后的挞皮置于冷却设备中冷却,使步骤三中起酥的挞皮表面快速凝结,方便步骤四的再次定型。
一种用于实施上述挞皮加工方法的挞皮加工生产线,如图1所示,它包括由驱动构件驱动的循环输送线和置于循环输送线上的用于装载所述锡碗的物料载具4,用于实施步骤二的挞皮成型设备1,用于实施步骤三的挞皮起酥设备2和用于实施步骤四的挞皮定型设备3,挞皮成型设备1、挞皮起酥设备2、挞皮定型设备3沿循环输送线输送方向依次设置。其中挞皮成型设备1与挞皮定型设备3结构相同。
如图2所示,物料载具4包括载具本体41和物料承载部42,物料承载部42用于装载放置面团的锡碗,物料承载部42可转动的设置在载具本体41上,锡碗随着物料承载部42转动;载具本体41上设置两个或两个以上的物料承载部42;物料承载部42通过第一轴承43设置在载具本体41上。
如图3所示,挞皮成型设备1或挞皮定型设备2包括设置在第一机架11上升降的第一工作台12,第一工作台12与第一机架11通过第一滑轨14连接;第一机架11上设置控制第一工作台12升降的第一驱动构件15,第一驱动构件15可以用气缸。
第一工作台12下方至少设置一列成型模13,每一列至少设置两个成型模13;成型模13包括连接座131、导杆132、底座133和压模134,导杆132两端分别与连接座131、底座133连接,导杆132套设有第一弹簧135,导杆132与底座133活动连接。
优选地,第一弹簧135设置在连接座131与底座133之间,或者,导杆132上设置限位部,第一弹簧135设置在限位部与底座133之间;
压模134设置在连接座131上或者底座133上;第一弹簧135设置在连接座131与底座133之间,或者,导杆132上设置限位部,第一弹簧135设置在限位部与底座133之间。
优选地,如图4、图5所示,底座133为圆环,压模134包括上部为筒状的模体136和底部为半球形的冲压头137,模体136底部与冲压头137连接,模体136顶部穿过底座133固定设置在连接座131上。当成型模13下降,其底座133压在物料承载部42上沿时,第一弹簧135使底座133有一个向上的余量,即当底座133压在物料承载部42上沿时成型模13还可以继续下降,从而使压模134的冲压头137可以从底座133中伸出而压到锡碗的面团中,同时,第一弹簧135也可以起到缓冲作用。
进一步地,第一工作台12与连接座131连接处设置通气孔17,通气孔17与高压气源连通,模体136为中空的筒状体,通气孔17与模体136连通,高压气体可以从通气孔17进入模体136内,冲压头137设置向上、向内凹陷部138,凹陷部138顶端设置与模体136底部贯通的排气孔,凹陷部138内设置用于封堵排气孔或打开排气孔的封堵部18,封堵头181形状与凹陷部138形状相契合,封堵头181嵌入凹陷部138后冲压头137呈现半球形,高压气源有节奏的间隙性开、闭,高压气体间隙性地冲入模体136内,使封堵部18间隙性从冲压头137内被推出,从而间隙性的开启、封堵排气孔。
优选地,如图5所示,封堵部18包括推送柄182和封堵头181,推送柄182位于模体136内部,其底部从排气孔伸出与封堵头181连接,推送柄182顶部设置限位部183,推送柄182套设复位弹簧184,复位弹簧184设置于限位部183与模体136底部之间。打开高压气源,高压气体通过通气孔17冲入模体136后,推动推送柄182向模体136底部运动,复位弹簧184被压缩,封堵头181向冲压头137外部运动,排气孔打开,气体从模体136底部的排气孔冲出,关闭高压气源,复位弹簧184复位,封堵头181重新将排气孔封堵。
进一步地,模体136内设置加热件16,可以将冲压头137加热至一定温度,使冲压头137与挞皮接触时,促进挞皮快速定型。
如图6所示,挞皮起酥设备2包括设置在第二机架21上升降的第二工作台22; 第二工作台22与第二机架21通过第二滑轨26连接;第二机架21上设置控制第二工作台22升降的第二驱动构件27。第二驱动构件27可以是伺服电机。
第二工作台22上设置至少一列的连接孔,在第二工作台22下方每个连接孔均转动设置有起酥压模23;第二工作台22上方设置起酥装置,起酥装置包括摆杆驱动机构和设置在每个连接孔内的摆杆241;摆杆驱动机构包括摆杆驱动构件242、驱动连杆243和摆杆连杆244;摆杆驱动构件242与驱动连杆243的外端连接,驱动连杆243的内端与摆杆连杆244连接,摆杆连杆244同时连接各个摆杆241的上端;摆杆驱动构件242输出端可以设置一偏心轮,驱动连杆243外端与偏心轮连接,随着偏心轮的转动,驱动连杆243外端做椭圆形轨迹运动,从而带动摆杆连杆244左右往复运动;或者,摆杆驱动构件242输出端固定设置一摇把,驱动连杆243外端与摇把自由端连接,摆杆驱动构件242带动摇把圆周运动,驱动连杆243外端随着摇把作圆周运动,带动摆杆连杆244作左右往复运动。
如图8所示,起酥压模23包括齿轮状的上压环231、下压环233和支撑杆232,支撑杆232上端与上压环231连接,支撑杆232下端与下压环233连接;支撑杆232套设有第二弹簧234;第二弹簧234可以设置在上压环231和下压环233之间,或者,也可以在支撑杆232上设置限位部,第二弹簧234设置在限位部与下压环233之间;第二弹簧234在下压环233与物料承载部42接触时起缓冲作用。
各个起酥压模23的上压环231齿轮相互啮合;摆杆241伸入起酥压模23中,起酥压模23通过第二轴承28设置在连接孔处,第二工作台22还设置有驱动起酥压模23旋转的起酥压模驱动机构。
如图7所示,起酥压模23驱动机构包括起酥压模驱动构件251及其驱动的主动齿轮252,主动齿轮252与其中一个或两个起酥压模的上压环231齿轮啮合。
进一步地,第二工作台22设置两列或两列以上的连接孔,每一列设置两个以上的连接孔,每一个连接孔均设置有起酥压模23;每个连接孔内设置一根摆杆241;
相应地,每一列连接孔对应设置一根摆杆连杆244,该摆杆连杆244与该列连接孔内设置的摆杆241上端连接,各摆杆连杆244之间设置连杆轴245,驱动连杆243内端通过连杆轴245与摆杆连杆244连接,驱动连杆243外端与摆杆驱动构件242连接;
主动齿轮252与一个起酥压模的上压环231齿轮啮合,或者,与并排的两个上压环231齿轮同时啮合。
挞皮起酥设备2中的起酥压模23数量及分布与挞皮成型设备1、挞皮定型设备3中的成型模13数量及分布相同;即,比如,当挞皮成型设备1和挞皮定型设备2中成型模13为一列6个,那么相应地,挞皮起酥设备2中的起酥压模23也设置为一列6个;如果当挞皮成型设备1和挞皮定型设备2中成型模13为两列且每列6个,则相应地,挞皮起酥设备2中的起酥压模23也设置为两列且每列6个;以此类推。
物料载具4上的物料承载部42数量与每一列成型模13的数量相同,也就是和每一列起酥压模23的数量相同;或者物料承载部42数量及分布与成型模13或起酥压模23的数量及分布相同,即,比如,成型模13或起酥压模23为两列且每列6个,物料载具4上的物料承载部42也设置为两列且每列6个,以此类推。
如图1所示,在挞皮起酥设备2与挞皮定型设备3之间还设置有冷却设备5,冷却设备5包括设置在输送线上方的箱体,以及设置在箱体内的冷风管。可以使起酥后的挞皮表面冷却,减少下一步挞皮定型时的粘连。
本发明挞皮加工生产线在加工挞皮时,步骤一,将装有面团或馅料的锡碗放入物料载具4的物料承载部42中,启动循环输送线,将物料载具4放置在输送线上,物料载具4行至挞皮成型设备1处;步骤二,第一驱动构件15驱动第一工作台12下降,成型模13随第一工作台12下降,压模134的冲压头137压入物料承载部42中的面团或馅料中,将面团或馅料压制成碗状的挞皮雏形,随后第一驱动构件15驱动第一工作台12上升,同时开启高压气源,高压气体将封堵头181冲开,气体通过排气孔冲向锡碗中的雏形挞皮,将挞皮吹离冲压头137;完成挞皮成型过程。
物料载具4随输送线行至挞皮起酥设备2处,步骤三,第二驱动构件27驱动第二工作台22下降,带动起酥压模23下降,同时,摆杆驱动构件242和起酥压模驱动构件251启动,起酥压模驱动构件251驱动主动齿轮252转动,带动上压环231转动从而带动起酥压模23转动,摆杆驱动构件242使驱动连杆243驱动,带动摆杆连杆244左右往复运动,从而带动摆杆241左右摆动。
起酥压模23下降至下压环233压在物料承载部42的上沿,同时摆杆241插入锡碗的挞皮中,起酥压模23转动带动物料承载部42转动,摆杆241左右摆动,挞皮边旋转边被摆杆241敲打,使挞皮充分起酥。
步骤三完成后,输送线将物料载具4运送至冷却设备5处,冷却设备5的冷气管向挞皮吹送冷风,使挞皮表面冷却定型。然后再送至挞皮定型设备3处,进行步骤四,由于挞皮定型设备3的结构与挞皮成型设备1的结构相同,所以其操作过程也相同。
物料载具4从挞皮定型设备3运送出来以后,被取下,挞皮的加工就整个完成了。
综上所述仅为本发明的较佳实施例而已,并非用来限定本发明的实施范围。即凡依本发明申请专利范围的内容所作的等效变化与修饰,都应为本发明的技术范畴。