裱花机器人用自动供料装置
文献发布时间:2024-01-17 01:18:42
技术领域
本发明涉及供料机械领域,特别涉及一种裱花机器人用自动供料装置。
背景技术
裱花在蛋糕、奶茶等食品行业的需求量与日俱增,也受到人们的喜爱。但是目前三维立体裱花,都是人工完成。采用人工挤压的方式对于低流度物料,例如豆沙,需要人工强力挤压才能把豆沙类物料从容器中挤出,劳动强度较大,费时费力。并且采用人工剂料的方式由于豆沙类物料粘度极大,较难实现定时定量精准供料。因此亟待需要解决此类问题。
发明内容
有鉴于此,本发明提供一种裱花机器人用自动供料装置,能够实现自动化供料,完成三维立体裱花,以及精准供料。
为解决上述技术问题,本发明提供一种裱花机器人用自动供料装置。
第一方面,本发明的实施例提供一种裱花机器人用自动供料装置,包括:
第一供料机构,用于提供具有特定流度的物料;
中转机构,包括转台和驱动转台旋转的第一驱动机构,所述转台上设有至少两个安装部,每一所述安装部用于安装料筒;
第二供料机构,所述第二供料机构包括取料部、第二驱动机构和与所述第二驱动机构连接的供料组件;
运输机构,所述运输机构与所述第二供料机构连接;
控制器,所述控制器分别与所述第一供料机构、所述第一驱动机构和所述第二驱动机构,以及运输机构电连接,
所述控制器接收裱花指令,控制所述第一驱动机构驱动所述转台旋转到第一设定角度,以使所述第一供料机构的出料口与安装在所述转台上的一料筒对准;
所述控制器控制所述第一供料机构向对准的料筒内添加预设量的物料,并控制所述转台旋转到第二预设角度,以使装有物料的料筒与所述第二供料机构的取料部对准;
所述控制器控制所述运输机构带动第二供料机构的取料部与加有物料的料筒对接并卡合,并控制所述运输机构带动所述料筒脱离转台,且移动至指定位置;
所述控制器控制所述第二驱动机构驱动所述供料组件压实所述料筒内的物料后,通过控制所述第二驱动机构驱动所述供料组件的行程,将所述料筒内的物料定时定量的向所述指定位置供料。
根据本发明的一个实施例,裱花机器人用自动供料装置还包括:
裱花台,包括第三驱动机构和与所述第三驱动机构连接的载台,所述裱花台设置在所述指定位置,所述第三驱动机构与所述控制器电连接,所述控制器通过控制所述第三驱动机构驱动所述载台移动,以及控制所述第二驱动机构驱动所述供料组件的行程,将所述料筒内的物料定时定量的在载台上供料。
根据本发明的一个实施例,所述第一供料结构包括:
料斗,设有用于装载物料的容纳腔以及出料口;
送料杆,所述送料杆设于所述容纳腔内,且所述送料杆的一端设于所述出料口;
第四驱动机构,所述第四驱动机构与所述送料杆的另一端连接,且与所述控制器电连接,用于接收所述控制器发射信号,并驱动送料杆旋转,以向所述料筒加料或停止加料。
根据本发明的一个实施例,所述送料杆上设有搅拌叶片,用于搅匀所述料斗内的物料。
根据本发明的一个实施例,所述中转机构还包括:
第一减速器,所述第一减速器与所述第一驱动机构的驱动轴连接,用于控制转速。
根据本发明的一个实施例,第二供料机构还包括:
基座,所述基座的一端与所述运输机构的一端固定连接,另一端设有所述取料部,所述第二驱动机构固定在所述基座上,所述供料组件安装在所述基座上。
根据本发明的一个实施例,所述供料组件包括:
螺杆,所述螺杆的一端与所述基座的可转动连接,另一端与所述第二驱动机构的转动轴连接;
滑块,所述滑块与所述螺杆螺纹连接;
活塞杆,所述活塞杆的一端与所述滑块固定连接,另一端连接有活塞头,所述活塞头位于所述取料部的一侧,用于在第二驱动机构的带动下压实或推动料筒内的物料。
根据本发明的一个实施例,所述基座上设有与所述螺纹杆平行设置的至少一个导向轴,所述滑块上设有导向孔,所述导向轴穿过所述导向孔,且两端与基座固定连接,用于限定所述滑块的移动方向。
根据本发明的一个实施例,裱花机器人用自动供料装置还包括第一联轴器所述螺杆与所述第二驱动机构通过第一联轴器连接。
根据本发明的一个实施例,所述取料部设有法兰母头,所述法兰母头用于与所述料筒上的法兰公头相匹配。
本发明的上述技术方案的有益效果如下:
根据本发明实施例的裱花机器人用自动供料装置,通过设置第一供料机构中转机构、第二供料机构、运输机构、控制器以及各部件之间连接关系,通过控制器控制各部件的运转,实现裱花轨迹运动时,精准的自动化供料,并且通过多个料筒的连续旋转实现连续供料,提高供料效率。
附图说明
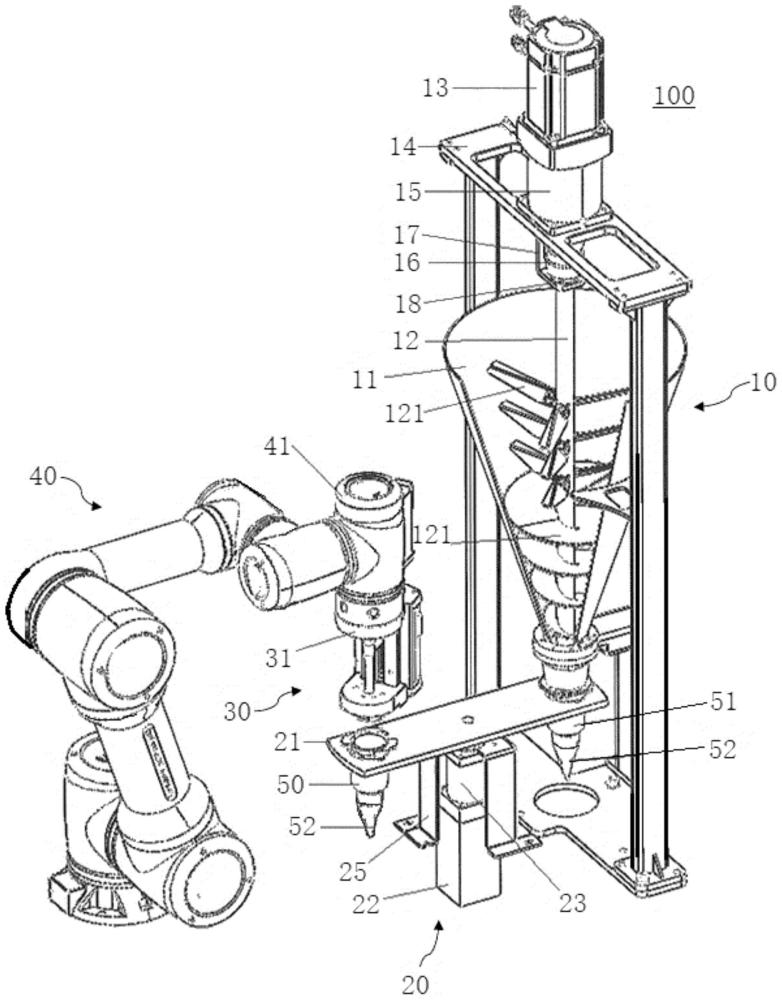
图1为本发明一个实施例的裱花机器人用自动供料装置的一个结构示意图;
图2为本发明一个实施例的裱花机器人用自动供料装置的另一部分结构示意图;
图3为本发明一个实施例的第二供料机构的结构示意图;
图4为本发明一个实施例的运输机构带动第二供料机构取料筒或放料筒的过程示意图;
图5为本发明一个实施例的运输机构带动第二供料机构放置料筒完成的结构示意图。
附图标记
裱花机器人用自动供料装置100;
第一供料机构10;料斗11;送料杆12;搅拌叶片121;推进螺旋叶片122;第四驱动机构13;第一机架14;第二减速器15;第二联轴器16;辅助支架17;法兰轴承18;
中转机构20;转台21;第一驱动机构22;第一减速器23;螺钉24;
第二供料机构30;基座31;法兰母头311;螺杆32;滑块33;活塞杆34;活塞头35;第二驱动机构36;导向轴37;第一联轴器38;传动螺母39;
运输机构40;机器人末端41;
料筒50;法兰公头51;料嘴52;
裱花台60;第三驱动机构61;载台62;花朵63。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
下面结合附图对本发明实施例的裱花机器人用自动供料装置进行详细的描述。
如图1所示,本发明实施例的裱花机器人用自动供料装置100,包括第一供料机构10、中转机构20、第二供料机构30、运输机构40和控制器(未图示)。
具体地,第一供料机构10用于提供具有特定流度的物料,中转机构20包括转台21和驱动转台21旋转的第一驱动机构22,转台21上设有至少两个安装部,每一安装部用于安装料筒50,第二供料机构30包括取料部、第二驱动机构36和与第二驱动机构36连接的供料组件,运输机构40与第二供料机构30连接,控制器分别与第一供料机构10、第一驱动机构22和第二驱动机构36,以及运输机构40电连接。
当控制器接收裱花指令,控制第一驱动机构22驱动转台21旋转到第一设定角度,以使第一供料机构10的出料口与安装在转台21上的一料筒50对准,控制器控制第一供料机构10向对准的料筒50内添加预设量的物料,并控制转台21旋转到第二预设角度,以使装有物料的料筒50与第二供料机构30的取料部对准,控制器控制运输机构40带动第二供料机构30的取料部与加有物料的料筒50对接并卡合,并控制运输机构40带动料筒50脱离转台21,且移动至指定位置,控制器控制第二驱动机构36驱动供料组件压实料筒50内的物料后,通过控制第二驱动机构36驱动供料组件的行程,将料筒50内的物料定时定量的向指定位置供料。
根据本发明实施例的裱花机器人用自动供料装置100,采用第一供料机构10、第二供料机构30、中转机构20、运输机构40和控制器组成供料装置,能够实现自动化供料,无需人工参与,减少了操作人员的劳动强度。且,通过控制器执行控制指令,在机器人做蛋糕裱花轨迹运动时,实现精准的自动化供料,实现满料料筒50及空料筒50的位置置换,并且实现料筒50的快速更换,且控制第一供料机构10对料筒转台21的空料筒50实行连续供料,通过第二供料机构30自动取料并自动到裱花位置进行精准供料,不仅实现了定时定量自动化的精准供料,且连续自动供料的方式提高了供料的效率。
根据本发明的一个实施例,参考图2所示,裱花机器人用自动供料装置100还包括裱花台60,裱花台60包括第三驱动机构61和与第三驱动机构61连接的载台62,裱花台60设置在指定位置,以使得控制器可以控制运输机构40可到达该位置。第三驱动机构61与控制器电连接,控制器通过控制第三驱动机构61驱动载台62移动,以及控制第二驱动机构36驱动供料组件的行程,将料筒50内的物料定时定量的在载台62上供料。
在本发明的一个实施例中,第三驱动机构61可以是伺服电机,通过伺服电机控制载台62按照设定的转速进行旋转,同时控制器可以控制第二供料机构30的第二驱动机构36带动供料组件积压料筒50内的物料,例如,如图2所示,控制器通过控制伺服电机(第二驱动机构36)带动活塞杆34积压料筒50内的物料,并通过控制活塞杆34的行程控制供料的速度,从而与载台62转速配合实现立体花朵63。该过程实现了全自动化,不需要人工挤压,费时费力,且裱花的效率大大提升。
根据本发明的一个实施例,如图1所示,第一供料机构10包括料斗11、送料杆12和第四驱动机构13。第一供料结构设有用于装载物料的容纳腔以及出料口,送料杆12设于容纳腔内,且送料杆12的一端设于出料口,第四驱动机构13与送料杆12的另一端连接,且与控制器电连接。当第四驱动机构13接收到控制器发射的加料指令,并驱动送料杆12旋转,送料杆12上可以设有推进螺旋叶片122,例如,采用焊接的方式将推进螺旋叶片122焊接在送料杆12上,通过推进螺旋叶片122挤压物料逐渐将物料从容纳腔中运送到出料口,并向料筒50加料。或者,当第四驱动机构13接收到控制器发射的停止加料的指令,则送料杆12停止旋转以实现停止加料。实现了自动加料的过程。
在本发明的一个实施例中,如图1所示,第一供料机构10还可以包括第一机架14、第二减速器15、第二联轴器16、辅助支架17和法兰轴承18。其中,第一机架14用于支撑料斗11,第二减速器15和第二联轴器16与第四驱动机构13(例如伺服电机)的驱动轴连接,辅助支架17固定在第一机架14上,且用于支撑第二联轴器16。法兰轴承18设于辅助支架17上,送料杆12穿过法兰轴承18。从而在第四驱动机构13驱动送料杆12时,确保送料杆12按照设定的转速稳定旋转。
根据本发明的一个实施例,送料杆12上设有搅拌叶片121,具体的可以设有多个,用于搅匀料斗11内的物料,从而可以确保物料的均匀性。
根据本发明的一个实施例,如图1所示,中转机构20还包括第一减速器23,第一减速器23与第一驱动机构22的驱动轴连接,用于控制转速,更有利于转台21精准到达预设位置。
参考图3所示,在本发明的一个实施例中,第二供料机构30还包括基座31,基座31的一端与运输机构40的一端固定连接,另一端设有取料部,第二驱动机构36固定在基座31上,供料组件安装在基座31上。
参考图2和图3所示,供料组件包括螺杆32、滑块33和活塞杆34。螺杆32的一端与基座31的可转动连接,另一端与第二驱动机构36的转动轴连接,滑块33与螺杆32螺纹连接,活塞杆34的一端与滑块33固定连接,另一端连接有活塞头35,活塞头35位于取料部的一侧,用于在第二驱动机构36的带动下压实或推动料筒50内的物料。通过螺杆32带动滑块33,滑块33带动活塞杆34的方式积压料筒50内的物料,结构简单,且可以实现自动化对低流度物料进行有效的挤压和供料,例如可以实现如豆沙类物料裱花的制作。
如图2和3所示,其中螺杆32可以为滚珠螺杆32,滑块33可以与传动螺母39固定连接,传动螺母39与滚珠螺杆32连接。滚珠螺杆32在第二驱动机构36的带动下旋转,传动螺母39在螺纹作用下移动并带动滑块33或活塞杆34移动,进而通过控制第二驱动机构36的转速对活塞杆34的行程进行控制,以实现供料或停止供料的动作。
参考图3所示,基座31上设有与螺纹杆平行设置的至少一个导向轴37,滑块33上设有导向孔,导向轴37穿过导向孔,且两端与基座31固定连接,用于限定滑块33的移动方向,确保滑块33带动活塞杆34的移动轨迹不会发生偏移,便于精准有效的供料。
下面以第二驱动机构36为伺服电机为例说明第二供料机构30的供料过程。
如图2和图3所示,当伺服电机正向回转时,通过滚珠螺杆32和传动螺母39组成的螺杆32螺母机构,使滑块33沿导向轴向前线性运动,而活塞杆34前端的活塞头35沿对应的料筒50轴向运动,使豆沙从对应料筒50的料嘴52挤出。当伺服电机反向回转,沿着同样的机械传动路线,使活塞杆34沿对应的料筒50作回退运动,停止加料。
参考图3所示,裱花机器人用自动供料装置100还包括第一联轴器38,螺杆32与第二驱动机构36通过第一联轴器38连接,实现第二驱动机构36与螺旋杆的连接。在一些实施例中,料筒50可以通过螺钉24固定在转台21上。
参考图4和图5所示,取料部设有法兰母头311,法兰母头311用于与料筒50上的法兰公头51相匹配。采用,法兰公头和法兰母头的快换,旋合连接方式,有利于料筒50与第二供料机构30的快速安装和拆卸,通过旋转的方式,即可实现料筒50与第二供料机构30的快速安装和拆卸。
下面结合附图对裱花机器人用自动供料装置100的裱花过程进行描述。
以运输机构40为裱花机器人为例,机器人接收来自控制器发出的裱花指令时,第一供料机构10启动,并挤出豆沙物料将转台21上的对应的料筒50装满。装载完成后,转台21回转180度,装满的物料的料筒50转至另外一侧,空的料筒50转至第一供料机构10正下方。控制器控制机器人末端41携快换法兰母头311移动至转台21处,准备自动安装配合装满物料的料筒50,此时,如图1所示,滑块33带动活塞杆34应处在原始状态,活塞杆34顶部活塞头35(圆盘)未突出快换法兰母头311表面。如图4所示,快换法兰母头311同心正对接触装满物料的料筒50上端的快换法兰公头51,俯视逆时针旋转一定角度,安装配合完成。裱花机器人垂直向上提取装满物料的料筒50,脱离料筒50的转台21的工位。如图2所示,机器人携料筒50运动至裱花台60处,开始根据控制器发出的指令完成裱花动作,并控制第二驱动机构36(伺服电机)正转,第二驱动机构36按照程序指令要求的速度正转指定行程,联轴器带动驱动螺杆32转动,滑块33沿导向轴向前移动,活塞杆34固定在螺纹滑块33底端一起向前移动,活塞杆34前端活塞与满料的料筒50内壁间隙配合滑动,挤压料筒50内部豆沙物料,豆沙靠活塞杆34的活塞挤压从料嘴52口部挤出。在实际使用时,可以根据制作不同花朵63的需要选择不同嘴型的料嘴52,可挤出不同形状的定时定量豆沙,配合机器人末端41路径动作,同时控制器控制根据需要花朵63的形状控制裱花台60的旋转速度,完成裱花工艺其中一步工序。完成一步工序后,第二驱动机构36接收信号立即停止并反转一圈,带动活塞杆34往回退一点,释放先前活塞杆34挤压豆沙形成的余压,实现料嘴52口部也停止出料。待机器人末端41携带该料筒50移动到下一步工序指定位置,第二驱动机构36接收信号开始工作转动,如此反复,配合机器人末端41的路径规划和裱花转台21的正反转,实现在裱花转台21表面精准完成一朵花的制作。
在一些实施例中,一只料筒50只能装1到2朵裱花的用量,一朵花制作完成后,如图4所示,机器人末端41携料筒50移动至料筒转台21圆孔同心的正上方,料筒50两侧突出的方柱与料筒转台21圆孔两侧的方槽对齐。如图5所示,机器人末端41使料筒50垂直下放到位,机器人末端41控制快换法兰母头311俯视顺时针旋转一定角度,料筒50的凸柱接触到螺钉24,快换法兰母头311与料筒50上端快换法兰公头51拆卸完成,机器人末端41携快换法兰母头311垂直提升一定高度,料筒50与快换法兰母头311完全分离。料筒转台21另一端载有的另一个料筒50和对应的料嘴52,该料筒50加料过程与上述料筒50加料过程相同,当该料筒50加满物料。料筒转台21旋转180度,将已经使用空的料筒50旋转至第一供料机构10出口正下方,完成装载豆沙物料。而之前装满豆沙的料筒50旋转至快换法兰母头311正下方,机器人末端41携快换法兰母头311与对应的装满物料的料筒50的快换法兰公头51安装配合,如此反复,实现裱花工序的连续自动化,实现连续的裱花,实现了完全自动立体裱花。
由此,根据本发明实施例的裱花机器人用自动供料装置100。通过控制器执行控制指令,在机器人做蛋糕裱花轨迹运动时,实现精准的自动化供料,实现满料筒50及空料筒50的位置置换,并且实现料筒50的快速更换,且控制第一供料机构10对料筒转台21的空料筒50实行连续供料,通过第二供料机构30自动取料并自动到裱花位置进行精准供料,不仅实现了定时定量自动化的精准供料,且连续自动供料的方式提高了供料的效率。
除非另作定义,本发明中使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。