一种热水器水箱外板用经济型冷轧钢板的生产方法
文献发布时间:2023-06-19 09:23:00
技术领域
本发明属于金属材料加工技术领域,具体涉及一种热水器水箱外板用经济型冷轧钢板的生产方法。
背景技术
带水箱的储水式热水器是目前使用最广泛的一种家用热水器,其水箱壳体通常由冷轧退火高强钢板成型、涂漆后装配而成。热水器水箱外壳专用钢板常用厚度规格在0.4~0.7mm,国内年需求量超过6万吨。该类钢板的减薄降本是行业趋势,因此要求钢板成型后具有较高的强度以抵抗局部变形;此外,由于水箱外壳产品的卷圆加工设计要求,需钢板边对边焊接后涂漆,因此还要求钢板的边浪高度≤1mm、急峻度≤1.0%。现行大型国营钢厂均采用轧硬钢板经退火、平整、切边、涂油后交货,该类钢板虽能稳定满足加工要求,但钢厂的制造成本和客户采购成本均较高。鉴于家电行业白热化的市场竞争,热水器生产企业迫切希望钢厂能够提供一种经济的、能够满足高端热水器水箱外板专用的冷轧钢板。
CN105779882A公开了一种低成本冷轧钢板及其生产方法,冷轧成品钢板的屈服强度为200~260MPa,不能满足0.5mm厚度及以下薄规格热水器水箱外板屈服强度≥220MPa的要求;且该类产品仍需轧硬钢板经罩式退火、平整、切边、涂油等工序处理后交货,钢厂的生产成本、客户的采购成本仍较高。因此,该专利产品及方法不能完全满足热水器生产企业的技术和成本要求。
CN110699608A公开了一种货架用低成本冷轧高强钢,该产品在成分设计中不添加贵重元素,仅通过550~600℃的低温半退火工艺使冷轧成品钢板屈服强度达到376~432MPa。该生产方法不适用于主流国营钢厂的高温连续退火炉的常规生产,其正常炉温在720~850℃;且该钢板产品仍需轧硬钢板经连续退火、平整、切边、涂油等工序处理后交货,钢厂生产流程长、成本较高。因此,该生产方法不能完全满足热水器生产企业的综合要求。
CN110004360A公开了一种屈服强度不小于650MPa级折弯用冷轧硬钢带及制造方法,其成分设计中0.005%≤C≤0.015%,冷轧钢板的厚度为0.5~2.2mm,冷轧钢板的屈服强度为662~715MPa、洛氏硬度为85.9~88.2HRB。该专利产品虽然成本低廉,但其厚度在0.50mm以上,且屈服强度明显偏低,板形也未特殊控制,在卷圆成热水器水箱外壳时存在强度不足和焊接困难的风险。因此,该专利产品及方法完全不能适用于热水器外板用冷轧钢板的要求。
发明内容
为满足上述热水器水箱外板用冷轧钢板严苛的使用技术和成本要求,本发明的目的在于提供一种热水器水箱外板用经济型冷轧钢板的生产方法,将高炉铁水经转炉冶炼、RH精炼后,连铸成230mm厚度板坯直接红送,经完全奥氏体区轧制、层流冷却、中温卷取后,自然空冷到60℃以下得到铁素体组织均匀、AlN粒子充分析出的热轧钢卷,然后重新开卷、连续酸洗及精切边、特殊冷连轧后直接得到成品轧硬钢板。该专利方法具有流程短、成本低的显著特点,该专利产品成分设计中不添加任何贵重元素,仅依靠合理的工艺处理得到屈服强度为800~900MPa、边浪高度≤1mm、急峻度≤1.0%、厚度为0.30~0.40mm的成品钢板。
本发明解决其技术问题所采用的技术方案是:一种热水器水箱外板用经济型冷轧钢板,钢板成分如下:0.040≤C≤0.055%,0.20%≤Mn≤0.30%,Si≤0.020%,P≤0.015%,S≤0.015%,0.020%≤Als≤0.060%,余量为Fe和其他残余微量元素。
上述热水器水箱外板用经济型冷轧钢板的生产方法,包括以下步骤:
1)炼钢工序经KR脱硫及转炉冶炼后,RH精炼脱碳真空度≤133Pa,脱碳时间5~20min,之后连续浇注成230mm厚度的板坯;
2)热轧工序板坯优先红送,板坯出炉温度1250±20℃,终轧温度880~920℃,卷取温度630~670℃,热轧卷厚度2.0~2.5mm,凸度40~80μm,楔形-15~15μm;通卷投用边部加热器及保温罩;
3)酸轧工序五机架六辊冷连轧总压下率为80.0%~88.0%,采用微中浪控制轧制,第1~4机架工作辊弯辊力100~350KN,第5机架工作辊弯辊力20~500KN,第1~4机架中间辊弯辊力80~350KN,第5机架中间辊弯辊力0~500KN,在线板形仪监控轧后钢板边部浪形≤5I-Unit。
本发明具有以下有益效果:本发明提供了一种成分设计合理、生产过程稳定、工艺流程短、制造成本低的热水器水箱外板用经济型冷轧钢板的生产方法。冷轧成品钢板厚度为0.30~0.40mm,屈服强度为800~900MPa、边浪高度≤1mm、急峻度≤1.0%,能够完全满足热水器水箱外板用冷轧钢板的全方位使用要求,并能大幅降低客户的材料采购成本。本发明经济效益和品牌效益显著,非常适合在国内主流钢铁企业推广应用。
附图说明
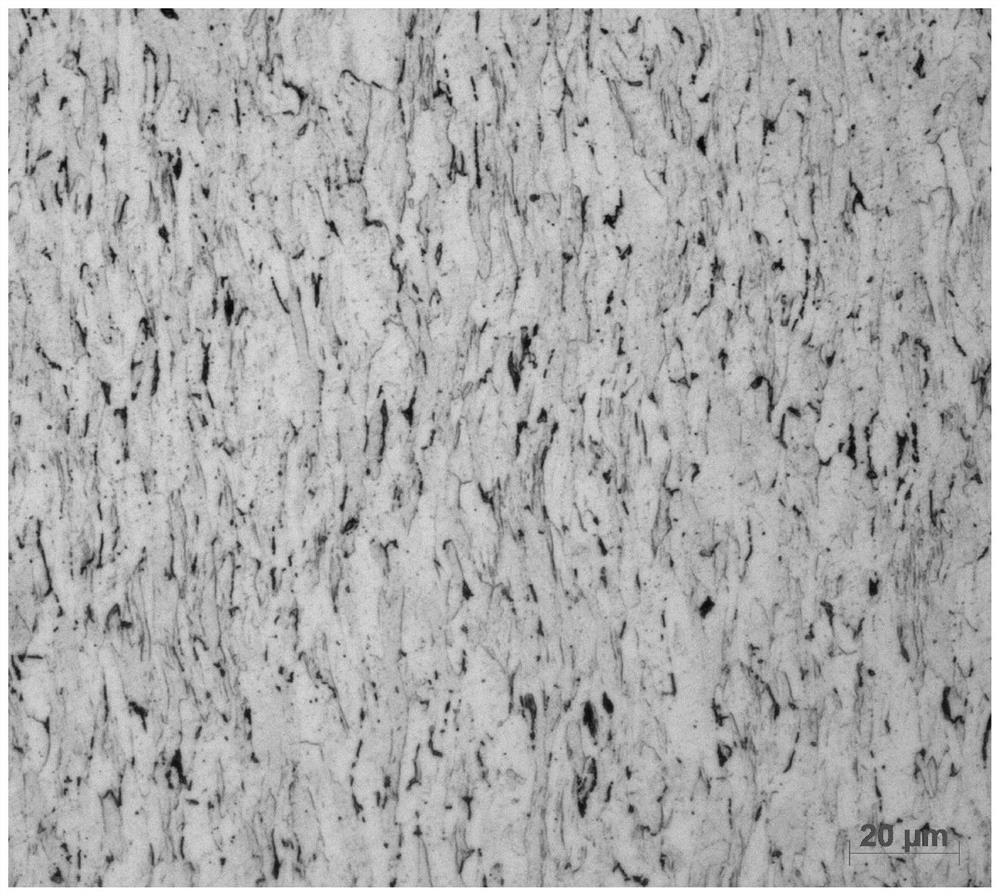
图1是本发明实施例1中成品钢板正常成分和工艺下的微观组织图。
具体实施方式
以下是本发明的具体实施例,对本发明的技术方案做进一步描述,但是本发明的保护范围并不限于这些实施例。凡是不背离本发明构思的改变或等同替代均包括在本发明的保护范围之内。
本发明的理论基础为:
(1)成分设计中依靠适量的C、Mn元素保证热轧料具有合适的强度,经冷连轧大压下后产生有益的加工硬化效应,将成品钢板的强度稳定控制在目标范围内,C<0.040%时钢板强度不足,不能满足热水器外板卷圆后的强度要求,C>0.055%时热轧料屈服强度过高,冷连轧机压下负荷过大,生产稳定性差,且成品钢板屈服强度极易超过900MPa上限,从而导致热水器外板卷圆成型困难;适量的Al元素保证脱氧、固氮效果,过高时成本上不经济;其余元素为有害元素,控制在较低范围。
(2)工艺设计中依靠热轧工序较高的加热温度、终轧温度和卷取温度,保证热轧料晶粒均匀、性能稳定,全程投用保温罩和边部加热器保障热轧料的目标凸度和平直板形,进而保障大压下冷连轧时成品板形平直;酸轧工序合理的总压下率保证成品钢板晶粒充分拉长、破碎,产生有益的加工硬化效应,综合匹配精准的辊缝控制能保障冷连轧生产过程稳定、成品钢板板形良好。
一种热水器水箱外板用经济型冷轧钢板,钢板成分如下:0.040≤C≤0.055%,0.20%≤Mn≤0.30%,Si≤0.020%,P≤0.015%,S≤0.015%,0.020%≤Als≤0.060%,余量为Fe和其他残余微量元素。
上述热水器水箱外板用经济型冷轧钢板的生产方法,包括以下步骤:
1)炼钢工序经KR脱硫及转炉冶炼后,RH精炼脱碳真空度≤133Pa,脱碳时间5~20min,之后连续浇注成230mm厚度的板坯;
2)热轧工序板坯优先红送,板坯出炉温度1250±20℃,终轧温度880~920℃,卷取温度630~670℃,热轧卷厚度2.0~2.5mm,凸度40~80μm,楔形-15~15μm;通卷投用边部加热器及保温罩;
3)酸轧工序五机架六辊冷连轧总压下率为80.0%~88.0%,采用微中浪控制轧制,第1~4机架工作辊弯辊力100~350KN,第5机架工作辊弯辊力20~500KN,第1~4机架中间辊弯辊力80~350KN,第5机架中间辊弯辊力0~500KN,在线板形仪监控轧后钢板边部浪形≤5I-Unit。
实施例1
冶炼成分控制如下:C=0.040%,Mn=0.25%,Si=0.010%,P=0.011%,S=0.012%,Als=0.029%,余量为Fe和其他残余微量元素。
全流程工艺控制如下:炼钢工序RH精炼脱碳真空度60~75Pa,脱碳时间9min,之后连续浇注成230mm厚度的板坯。热轧工序红送,板坯出炉温度1255℃,终轧温度890℃,卷取温度649℃,通卷投用边部加热器及保温罩,热轧卷厚度2.5mm,凸度40μm,楔形-10~10μm。酸轧工序冷连轧总压下率为84.0%,采用微中浪控制轧制,第1~4机架工作辊弯辊力100~250KN,第5机架工作辊弯辊力200~500KN,第1~4机架中间辊弯辊力120~340KN,第5机架中间辊弯辊力150~400KN,在线板形仪监控轧后钢板边部浪形≤3I-Unit。
实施例1的冶炼成分控制如表1,炼钢和热轧工艺控制如表2,酸轧工艺控制如表3,成品钢板性能和板形指标详见表4。
实施例2~3与实施例1步骤相同,各冶炼成分与各工序关键工艺参数均符合本专利要求技术范围,其成品钢板性能和板形优良,均能满足热水器水箱用经济型冷轧钢板的使用要求,技术指标详见表4。
对比实施例1的冶炼成分控制如表1,炼钢和热轧工艺控制如2,酸轧工艺控制如表3,其酸轧总压下率77.8%,低于80.0%的下限要求,其成品钢板屈服强度偏低、板形也较差,不能满足热水器水箱用经济型冷轧钢板的使用要求,性能及板形实绩详见表4。
对比实施例2的冶炼成分控制如表1,炼钢和热轧工艺控制如2,其热轧钢板凸度控制8μm,低于40μm下限,且边部加热器及保温罩未投用。酸轧工艺控制如表3,其成品钢板板形较差,不能满足热水器水箱用经济型冷轧钢板的使用要求,性能及板形实绩详见表4。
表1实施例和对比例的冶炼成分
表2实施例和对比例的炼钢和热轧工艺参数
表3实施例和对比例的酸轧工艺参数
表4实施例和对比例的力学性能及板形
图1是本发明实施例1中成品钢板正常成分和工艺下的微观组织图,其铁素体晶粒呈典型的沿轧向拉长纤维状,渗碳体稀疏分布,因大压下率轧制,微观板织构特征明显。
本发明不局限于上述实施方式,任何人应得知在本发明的启示下作出的结构变化,凡是与本发明具有相同或相近的技术方案,均落入本发明的保护范围之内。
本发明未详细描述的技术、形状、构造部分均为公知技术。
- 一种热水器水箱外板用经济型冷轧钢板的生产方法
- 一种低温退火超深冲冷轧钢板的生产方法及冷轧钢板