同心金属和水泥质风力涡轮塔架结构及其制造方法
文献发布时间:2023-06-19 11:55:48
技术领域
本公开大体上涉及风力涡轮塔架,并且更特别地涉及同心金属和水泥质(cementitious)风力涡轮塔架结构及其制造方法。
背景技术
风力被认为是目前可用的最清洁、对环境最友好的能源之一,并且,在这点上,风力涡轮已得到越来越多的关注。现代的风力涡轮典型地包括塔架、发电机、齿轮箱、机舱以及一个或多个转子叶片。转子叶片使用已知的翼型件原理来捕获风的动能。转子叶片将动能以旋转能的形式传送,以便使将转子叶片联接到齿轮箱或在未使用齿轮箱的情况下将转子叶片直接地联接到发电机的轴转动。然后,发电机使机械能转换成可部署到公用电网的电能。
高的风力涡轮塔架大体上由钢管区段、混凝土环或将混凝土底部区段与钢管顶部组合的混合设计构成。钢管和/或混凝土区段典型地在异地形成,在现场运送,并且然后布置在一起,以架设塔架。例如,一种制造方法包括:形成预铸造的混凝土环;将环运送到现场;将环彼此上下地布置;以及然后使环固定在一起。然而,随着风力涡轮持续在大小上扩大,常规制造方法受到禁止运送具有大于大约4米至5米的直径的塔架区段的运输条例的限制。因此,某些塔架制造方法包括形成多个弧形节段并且在现场例如经由螺栓连接来使节段固定在一起以形成塔架的直径。然而,这样的方法要求大量的劳动力并且可为耗时的。
另外,钢管经受屈曲问题并且由于焊接性问题而在壁厚方面受限,而混凝土区段必须被预加应力或被后张紧,以克服混凝土固有的抗拉强度不足。
因此,本公开针对解决前面提到的问题的用于制造风力涡轮塔架结构的方法。特别地,本公开针对同心金属和水泥质风力涡轮塔架结构及其制造方法,该同心金属和水泥质风力涡轮塔架结构将钢管、复合管或另外高抗拉强度的管的抗拉强度与廉价的水泥质材料的抗压强度/抗屈曲性组合。
发明内容
本发明的方面和优点将在以下描述中得到部分阐述,或可根据描述而为显然的,或可通过实践本发明而了解。
在一个方面中,本公开针对一种风力涡轮的塔架结构。塔架结构包括至少一个塔架区段,其沿着竖直轴线从基座延伸,以在风力涡轮现场处形成风力涡轮的塔架结构。(多个)塔架区段由至少一个第一管状部分和至少一个第二管状部分形成。此外,多个塔架区段中的各个的第一管状部分和第二管状部分与彼此同心。此外,第一管状部分至少部分地由水泥质材料(诸如混凝土)形成,并且第二管状部分由具有多个孔的穿孔材料形成。
在一个实施例中,塔架结构可包括多个塔架区段,该多个塔架区段沿着竖直轴线以端对端的构造彼此上下地堆叠。在另一实施例中,(多个)塔架区段可包括布置在第一管状部分内的第二管状部分。备选地,(多个)塔架区段可包括布置在第二管状部分内的第一管状部分。
在另外的实施例中,(多个)塔架区段可包括多个第一管状部分。在这样的实施例中,(多个)塔架区段可包括夹在两个第一管状部分之间的第二管状部分。
在另外的实施例中,(多个)塔架区段可包括多个第二管状部分。在这样的实施例中,(多个)塔架区段可包括夹在两个第二管状部分之间的第一管状部分。
在额外的实施例中,第二管状部分可由实心壁或穿孔壁中的至少一个形成。在另外的实施例中,第一管状部分可经由喷涂沉积、铸造或增材制造中的至少一种来形成。在若干实施例中,水泥质材料可至少部分地填充穿孔材料的多个孔。此外,水泥质材料可增材打印至第二管状部分。另外,穿孔材料可由金属、金属合金、复合材料或任何其它合适的高抗拉强度材料构成。
在另一方面中,本公开针对一种用于制造风力涡轮的塔架结构的方法。方法包括形成多个塔架区段,它们各自具有由水泥质材料形成的至少一个第一管状部分和由具有多个孔的穿孔材料形成的至少一个第二管状部分。此外,第一管状部分和第二管状部分与彼此同心。方法还包括使多个塔架区段沿着竖直轴线以端对端的构造堆叠,以在风力涡轮现场处形成风力涡轮的塔架结构。
在一个实施例中,形成多个塔架区段可包括单独地形成穿孔材料的第二管状部分,以及将水泥质材料增材打印至第二管状部分的内表面或外表面中的至少一个,以形成第一管状部分。
在另一实施例中,形成多个塔架区段可包括形成第二管状部分,以及将水泥质材料喷涂至第二管状部分的内表面或外表面中的至少一个,以形成第一管状部分。在另外的实施例中,方法可包括允许水泥质材料至少部分地填充穿孔材料的多个孔。
在额外的实施例中,形成多个塔架区段可包括形成多个第二管状部分、使多个第二管状部分与彼此同心地布置(其中间隙限定在该多个第二管状部分之间),以及利用水泥质材料填充间隙以形成第一管状部分。在类似的实施例中,形成多个塔架区段可包括形成多个第一管状部分、使多个第一管状部分与彼此同心地布置(其中间隙限定在该多个第一管状部分之间),以及将穿孔材料插入到间隙中以形成第二管状部分。
在另一实施例中,方法可包括使用喷涂沉积、铸造或增材制造中的至少一种形成第一管状部分。在另外的实施例中,方法可包括使用焊接、螺旋焊接或增材制造中的至少一种形成第二管状部分。
参考以下描述和所附权利要求书,本发明的这些和其它特征、方面和优点将变得更好理解。并入本说明书中并构成本说明书的部分的附图图示本发明的实施例,并与描述一起用于解释本发明的原理。
附图说明
在参考附图的说明书中阐述本发明(包括其最佳模式)的针对本领域普通技术人员的完整且能够实现的公开,在附图中:
图1图示根据本公开的风力涡轮的一个实施例的透视图;
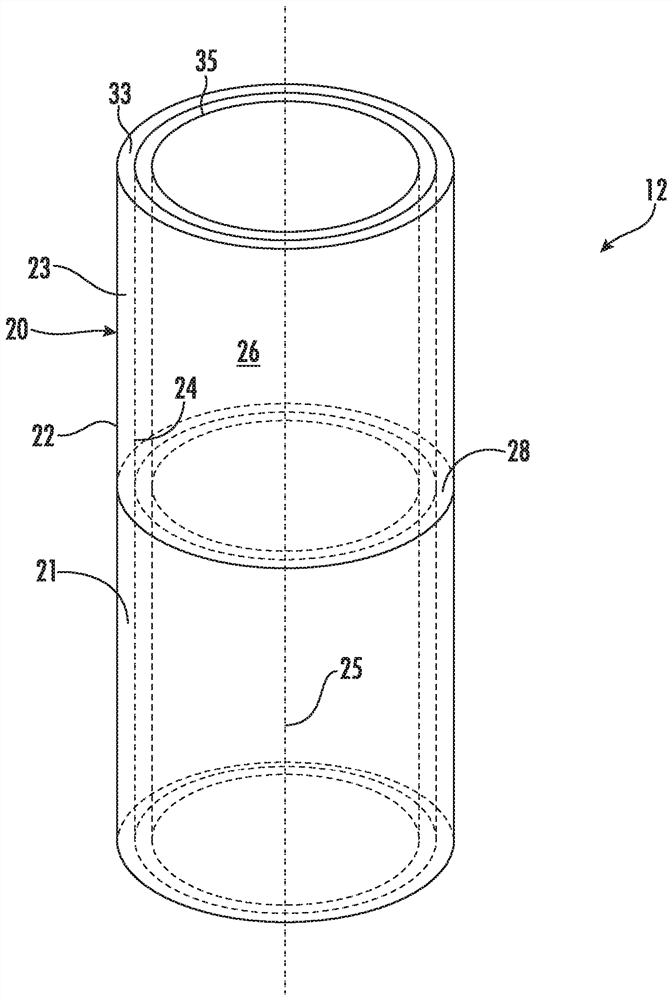
图2图示根据本公开的风力涡轮的塔架结构的一个实施例的透视图;
图3图示根据本公开的风力涡轮的塔架结构的一个实施例的横截面视图;
图4图示根据本公开的风力涡轮的塔架结构的另一实施例的横截面视图;
图5图示根据本公开的风力涡轮的塔架结构的再一实施例的横截面视图;
图6图示根据本公开的风力涡轮的塔架结构的又一实施例的横截面视图;
图7图示根据本公开的风力涡轮的塔架结构的管状部分的一个实施例的透视图;
图8图示根据本公开的风力涡轮的塔架结构的另一实施例的透视图;
图9图示根据本公开的用于形成风力涡轮的塔架结构的管状部分的螺旋焊接过程的一个实施例的示意图;
图10图示根据本公开的用于制造风力涡轮的塔架结构的方法的一个实施例的流程图;
图11图示根据本公开的用于制造风力涡轮的塔架结构的增材打印装置的一个实施例的示意图;以及
图12图示根据本公开的增材打印装置的控制器的一个实施例的框图。
具体实施方式
现在将详细地参考本发明的实施例,其一个或多个示例在附图中图示。各个示例通过本发明的解释而非本发明的限制的方式提供。实际上,对本领域技术人员而言将显而易见的是,在不脱离本发明的范围或精神的情况下,可在本发明中作出多种修改和变型。例如,图示或描述为一个实施例的部分的特征可与另一个实施例一起使用以产生再一个另外的实施例。因此,意图的是,本发明涵盖如归入所附权利要求书及其等同体的范围内的这样的修改和变型。
大体上,本公开针对同心金属和水泥质风力涡轮塔架结构及其制造方法。在某些实施例中,这样的制造方法可经由诸如增材制造、3-D打印、喷涂沉积、挤出增材制造、混凝土打印、自动纤维沉积以及利用计算机数字控制和多个自由度来使材料沉积的其它技术的技术来使用水泥质材料的自动沉积。更具体地,本公开组合金属(诸如钢)和水泥质材料(诸如混凝土)的同心管,以实现更薄的钢壁(用于更容易和更快的焊接)和作为主要的承载材料的水泥质材料。
在某些实施例中,钢的、复合的或另外高抗拉强度的(多个)管可使用常规轧制方法或者使用在大型管子的制作中常见的螺旋焊接过程来制造。此外,水泥质材料可浇注到两个同心薄壁管之间的空间中,或者可增材沉积在钢的、复合的或另外高抗拉强度的管的内表面或外表面上。照此,本公开的塔架结构提供有成本效益的设计解决方案,其将钢的、复合的或另外高抗拉强度的管的抗拉强度与廉价的混凝土的抗压强度/抗屈曲性组合。
现在参考附图,图1图示根据本公开的风力涡轮10的一个实施例。如示出的,风力涡轮10包括从基座15或支承表面延伸的塔架12,其中,机舱14安装于塔架12顶上。多个转子叶片16安装到转子毂18,转子毂18继而连接到使主转子轴转动的主凸缘。风力涡轮发电及控制构件容纳于机舱14内。图1的视图仅出于说明性目的而提供,以将本发明置于示例性的使用领域中。应当认识到,本发明不限于任何特定类型的风力涡轮构造。另外,本发明不限于与风力涡轮塔架一起使用,而是可在除了风力塔架之外的具有混凝土构造和/或高塔架的任何应用(包括例如住宅、桥、高塔架以及混凝土工业的其它方面)中利用。此外,本文中描述的方法还可适用于制造得益于本文中描述的优点的任何类似结构。
现在参考图2,图示根据本公开的风力涡轮10的塔架结构12的一个实施例的透视图。如示出的,图示的塔架12包括多个塔架区段21、23,多个塔架区段21、23沿着竖直轴线25以端对端的构造彼此上下地堆叠,以形成风力涡轮10的塔架结构12。此外,如示出的,塔架结构12限定具有外表面22和内表面24的周向塔架壁20。此外,如示出的,周向塔架壁20大体上限定空心内部26,空心内部26通常用于容纳多种涡轮构件(例如,功率转换器、变压器等)。另外,如将在下文中更详细地描述的,塔架结构12可至少部分地使用增材制造来形成。此外,如示出的,塔架结构12的塔架区段21、23中的各个可至少部分地由水泥质材料28形成,水泥质材料28利用穿孔材料30加强,这将在下文中更详细地描述。
如本文中使用的,本文中描述的水泥质材料可包括任何合适的可行糊剂,该糊剂构造成在固化之后结合在一起以形成结构。作为示例,水泥质材料可包括基于石灰或硅酸钙的水硬性材料,诸如波特兰水泥、粉煤灰、高炉矿渣、火山灰、石灰石粉、石膏或硅灰以及它们的组合。在一些实施例中,水泥质材料28可另外或备选地包括非水硬性材料,诸如熟石灰和/或通过碳化硬化的其它材料。水泥质材料可与细骨料(例如砂)组合以形成砂浆,或与粗骨料(砂和砾石)组合以形成混凝土。水泥质材料可以以浆料的形式提供,该浆料可通过将任何一种或多种水泥质材料与水以及其它已知添加剂组合而形成,所述添加剂包括速凝剂、缓凝剂、增量剂、增重剂、分散剂、滤失控制剂、堵漏剂、强度退化防止剂、自由水/自由流体控制剂、膨胀剂、增塑剂(例如,超增塑剂,诸如聚羧酸盐超增塑剂或聚萘磺酸盐超增塑剂)等。将在水泥质材料中提供的相应材料的相对量可以以任何方式变化,以获得期望的效果。如本文中使用的,穿孔材料30可使用任何合适的金属或金属合金(诸如钢)、非金属材料(诸如复合物)或任何其它合适的类似材料形成。
现在参考图3-6,提供塔架结构12的多种横截面视图。更特别地,图3-6图示多种塔架结构,该多种塔架结构将同心的金属管状部分和水泥质管状部分组合,以实现较薄的金属壁(即,用于更容易和/或更快的焊接),其中水泥质部分为主要的承载材料。例如,如大体上在图3-6中示出的,塔架区段21、23中的各个由至少一个第一管状部分33和至少一个第二管状部分35形成。此外,如示出的,多个塔架区段21、23中的各个的第一管状部分33和第二管状部分35与彼此同心。此外,第一管状部分33可至少部分地由水泥质材料28(诸如混凝土)形成,而第二管状部分35可至少部分地由穿孔材料30(诸如钢)、非金属材料(诸如复合物)或类似物形成。
特别地参考图3,塔架区段21、23中的至少一个可包括布置在第一管状部分33内的第二管状部分35。备选地,如图4中示出的,塔架区段21、23中的至少一个可包括布置在第二管状部分35内的第一管状部分33。现在参考图5,在若干实施例中,塔架区段21、23中的至少一个可包括多个第一管状部分33。在这样的实施例中,塔架区段21、23中的至少一个可包括夹在两个第一管状部分之间的第二管状部分35。备选地,在另外的实施例中,如图6中示出的,塔架区段21、23中的至少一个可包括多个第二管状部分35。在这样的实施例中,如示出的,塔架区段21、23中的至少一个可包括夹在两个第二管状部分35之间的第一管状部分33。
在额外的实施例中,本文中描述的(多个)第一管状部分33可经由喷涂沉积、铸造、增材制造和/或任何其它合适的制造过程中的至少一种来形成。在另外的实施例中,本文中描述的(多个)第二管状部分35可经由焊接、螺旋焊接、增材制造和/或任何其它合适的制造过程中的至少一种来形成。如本文中使用的,增材制造大体上被理解成包含用于合成三维物体的过程,在该过程中,在计算机控制之下,形成连续的材料层,以产生物体。照此,可根据数字模型数据生产几乎任何尺寸和/或形状的物体。应当进一步理解,本公开的增材制造方法可包含三个自由度以及多于三个自由度,使得打印技术不限于打印堆叠的二维层,而是还能够打印弯曲形状和/或不规则形状。
现在参考图7-9,图示金属第二管状部分35的多种特征。图7图示由穿孔材料30形成的第二管状部分35的一个实施例的透视图。图8图示塔架结构12的一个实施例的透视剖视图,其中第二管状部分35由多个加强杆形成,该多个加强杆布置在一起以形成金属网39,金属网39以圆柱形构造布置以对应于塔架12的形状。此外,如示出的,圆柱形金属网39可嵌入在两个第一管状部分33之间。在这样的实施例中,塔架结构12可通过以下方式来形成:将网39成形为期望的形状并将水泥质材料28喷涂或打印至网39的两侧,以提供环绕第二管状部分35(对应于网39)的内部和外部第一管状部分33。在这样的实施例中,临时的背衬材料可放置成与网39相邻,以防止水泥质材料28溢出到非期望的区域中。在另一实施例中,如果水泥质材料28被打印至网39,则水泥质材料28可足够粘以控制材料28的流动,由此控制成品的尺寸。
备选地,图9图示用于形成第二管状壁35的一个实施例的螺旋焊接过程。更具体地,如示出的,螺旋焊接过程大体上包括如下的过程:其中金属材料(具有实心或穿孔壁)以热轧的盘绕形状开始。因此,如示出的,热轧的金属材料然后在(A)处展开,在(B)处修整,并在(C)处端部焊接成管状形状。此外,如示出的,连续的管状形状然后被冷却,并在(D)处被切割,以形成本文中描述的第二管状部分35,第二管状部分35可为穿孔的和/或实心的。
特别地参考图10,图10为用于在风力涡轮现场处制造风力涡轮的塔架结构的方法100的一个实施例的流程图。大体上,将在本文中参考图2-9中示出的风力涡轮10和塔架结构12而描述方法100。然而,应当认识到,公开的方法100可利用具有任何其它合适的构造的塔架结构来实施。另外,尽管图10出于说明和讨论的目的而描绘以特定顺序执行的步骤,但本文中讨论的方法不限于任何特定顺序或布置。使用本文中提供的公开的本领域技术人员将认识到,在不偏离本公开的范围的情况下,本文中公开的方法的多种步骤可以以多种方式省略、重新布置、组合和/或调适。
如在(102)处示出的,方法100可包括形成多个塔架区段21、23,它们各自具有由水泥质材料28形成的第一管状部分33中的至少一个和由具有多个孔40的穿孔材料30形成的第二管状部分35中的至少一个。此外,多个塔架区段21、23中的各个的第一管状部分33和第二管状部分35与彼此同心。
例如,在一个实施例中,通过单独地形成第一管状部分33和第二管状部分35,并然后将第二管状部分35布置在第一管状部分33内(如图3中示出的)或者反过来(如图4中示出的),可形成塔架区段21、23。在另一实施例中,通过首先形成第二管状部分35,并然后将水泥质材料28增材打印至第二管状部分35的内表面或外表面中的任一个或两个以形成第一管状部分33,可形成塔架区段21、23。在这样的实施例中,允许水泥质材料28穿过穿孔材料30的孔40。
在额外的实施例中,如图6中示出的,通过形成多个第二管状部分35,使多个第二管状部分35与彼此同心地布置(其中间隙42限定在多个第二管状部分35之间),并利用水泥质材料28填充间隙42以形成第一管状部分33,可形成塔架区段21、23。在类似的实施例中,如图5中示出的,通过形成多个第一管状部分33,使多个第一管状部分33与彼此同心地布置(其中间隙42限定在多个第一管状部分33之间),并将穿孔材料30插入到间隙42中以形成第二管状部分35,可形成塔架区段21、23。
返回参考图10,如在(104)处示出的,方法100可包括使多个塔架区段21、23沿着竖直轴线25以端对端的构造堆叠,以例如在风力涡轮现场处形成风力涡轮10的塔架结构12。
现在参考图11,第一管状部分33和第二管状部分35可至少部分地经由增材制造形成。因此,图11图示根据本公开的增材打印装置32的一个实施例的示意图。应当理解,本文中描述的增材打印装置32大体上指代具有用于使材料沉积到由控制器自动地控制的表面上以形成在计算机内编程的物体(诸如,CAD文件)的一个或多个喷嘴的任何合适的增材打印装置。更具体地,如示出的,增材打印装置32可包括用于使多种材料沉积的一个或多个喷嘴34。例如,如在图示的实施例中示出的,增材打印装置32包括两个喷嘴34。在另外的实施例中,增材打印装置32可包括任何合适的数量的喷嘴34。另外,增材打印装置32可包括在下文中更详细地讨论的注射器36。
另外,如示出的,增材打印装置32可构造成将第一管状部分33和第二管状部分35打印到例如在风力涡轮10的基座15上的塔架结构12的一个或多个模具38中。应当理解,本文中描述的模具38可为实心的、多孔的,和/或打印有开口以注射本文中描述的多种材料。另外,在一个实施例中,(多个)模具38可被预制作并递送至风力涡轮现场。在备选的实施例中,增材打印装置32还可构造成现场打印塔架结构12的(多个)模具38。例如,如示出的,喷嘴34中的一个可构造成分配聚合物材料,以用于在风力涡轮10的基座15(或任何其它合适的现场位置)上堆积(多个)模具38。合适的聚合物材料可包括例如热固性材料、热塑性材料、构造成随时间而降解/溶解的可生物降解的聚合物(诸如,基于玉米的聚合物体系、如真菌那样的添加剂材料或基于藻类的聚合物体系)或它们的组合。照此,在一个实施例中,外聚合物模具可能够随时间而进行生物降解,而内聚合物模具保持完整。在备选实施例中,外模具和内模具可由同一材料构成。
在这样的实施例中,如示出的,增材打印装置32可构造成利用水泥质材料28和/或金属材料30填充塔架结构12的(多个)模具38,以形成第一管状部分33和第二管状部分35。此外,(多个)模具38可确定大小成使得在形成第一管状部分33和第二管状部分35之后,第一管状部分33和第二管状部分35同心地配合在一起。更具体地,如示出的,喷嘴34中的一个或多个可构造成将水泥质材料28和/或金属材料30打印到模具38中。在备选的实施例中,代替打印水泥质材料28,增材打印装置32的注射器36可仅仅例如通过从模具38的顶部注射水泥质材料28或者通过将水泥质材料28通过模具中的开口注射来利用水泥质材料28注射或填充(多个)模具38。
在额外的实施例中,还可在水泥质材料28和基座15和/或多层水泥质材料28、聚合物材料和/或金属材料中的一种或多种之间提供粘合剂材料。因此,粘合剂材料可进一步补充材料之间的层间结合。
本文中描述的粘合剂材料可包括例如水泥质材料(诸如砂浆)、聚合物材料和/或水泥质材料和聚合物材料的掺和物。包括水泥质材料的粘合剂制剂在本文中被称为“水泥质砂浆”。水泥质砂浆可包括可与细骨料组合的任何水泥质材料。使用波特兰水泥和细骨料制成的水泥质砂浆有时被称为“波特兰水泥砂浆”或“OPC”。包括水泥质材料和聚合物材料的掺和物的粘合剂制剂在本文中被称为“聚合物砂浆”。任何水泥质材料都可包括在与聚合物材料和任选的细骨料的掺和物中。包括聚合物材料的粘合剂制剂在本文中被称为“聚合物粘合剂”。
可在粘合剂制剂中利用的示例性聚合物材料可包括任何热塑性或热固性聚合物材料,诸如丙烯酸树脂、聚环氧化物、乙烯基聚合物(例如,聚乙酸乙烯酯(PVA)、乙烯-乙酸乙烯酯(PVA))、苯乙烯(例如,苯乙烯丁二烯)以及它们的共聚物或三元共聚物。示例性聚合物材料的特性在ASTM C1059 / C1059M-13,Standard Specification for Latex Agentsfor Bonding Fresh To Hardened Concrete”(新拌混凝土与硬化混凝土粘结用乳胶剂的标准规范)中有所描述。
在备选的实施例(其中第二管状部分35经由网39形成)中,方法100可包括将水泥质材料28喷涂到网上,以形成塔架壁20。水泥质材料28也可类似地抵靠第二管状部分35的内表面和/或外表面(其可为光滑的或穿孔的)增材沉积,以形成塔架壁20。在又一实施例中,薄壁金属管可同心地组装(即,经由焊接或打印),其中增材打印装置32利用水泥质材料28填充金属管之间的空间(即,经由浇注/铸造或打印)。
现在参考图12,图示增材打印装置32的控制器44的一个实施例的框图。如示出的,控制器44可包括配置成执行多种计算机实施的功能(例如,如本文中公开的那样执行方法、步骤、计算等并且存储相关数据)的一个或多个处理器46和相关联的(多个)存储器装置48。另外,控制器44还可包括通信模块50,以便于控制器44与增材打印装置32的多种构件之间的通信。此外,通信模块50可包括传感器接口52(例如,一个或多个模拟-数字转换器),以容许从一个或多个任选的传感器(未示出)传送的信号转换成可被处理器46理解并且处理的信号。应当认识到,传感器可使用任何合适的手段(包括有线连接和无线连接)来通信地联接到通信模块50。
如本文中使用的,用语“处理器”不仅指代在本领域中被称为包括在计算机中的集成电路,而且还指代控制器、微控制器、微型计算机、可编程逻辑控制器(PLC)、专用集成电路以及其它可编程电路。处理器46还配置成计算高级控制算法并且与多种基于以太网或串行的协议(Modbus、OPC、CAN等)通信。另外,(多个)存储器装置48可大体上包括(多个)存储器元件,包括但不限于计算机可读介质(例如,随机存取存储器(RAM))、计算机可读非易失性介质(例如,闪速存储器)、软盘、压缩盘-只读存储器(CD-ROM)、磁光盘(MOD)、数字通用盘(DVD)和/或其它合适的存储器元件。这样的(多个)存储器装置48可大体上配置成存储合适的计算机可读指令,这些指令在由(多个)处理器46实施时,使控制器44配置成执行如本文中描述的多种功能。
本书面描述使用示例来公开本发明(包括最佳模式),并且还使本领域中的任何技术人员能够实践本发明(包括制作和使用任何装置或系统,以及执行任何并入的方法)。本发明的可专利性范围由权利要求书限定,并且可包括本领域技术人员想到的其它示例。如果这样的其它示例包括不异于权利要求书的字面语言的结构元件,或如果这样的其它示例包括与权利要求书的字面语言无实质性差异的等同结构元件,则这样的其它示例旨在处于权利要求书的范围内。
- 同心金属和水泥质风力涡轮塔架结构及其制造方法
- 风力涡轮机塔架及制造该风力涡轮机塔架的系统和方法