ALC墙板及其制备方法
文献发布时间:2023-06-19 13:49:36
技术领域
本发明涉及ALC墙板技术领域,特别涉及ALC墙板及其制备方法。
背景技术
ALC是蒸压轻质混凝土(Autoclaved Lightweight Concrete)的简称,是高性能蒸压加气混凝土的一种。ALC墙板是以粉煤灰(或硅砂)、水泥、石灰等为主要原料,经过高压蒸汽养护而成的多气孔混凝土成型板材(内含经过处理的增强钢筋),现有ALC墙板在对接安装时往往通过粘接砂浆来达到墙板之间的安装,但是这种方式存在一定的弊端,例如:粘接砂浆需要调配,调配需要时间,这样就降低了ALC墙板的安装效率,同时粘接砂浆需要涂抹在ALC墙板与ALC墙板之间,这样就增加了工作人员的力度,同时在涂抹的过程中需要一人对墙板进行支撑,这样就增加了工作人员的工作量,因此不能达到省时省力的效果
发明内容
本发明的目的在于至少解决现有技术中存在的技术问题之一,提供主题,能够解决不能达到省时省力的问题。
为实现上述目的,本发明提供如下技术方案:ALC墙板,包括墙体,所述墙体的左侧表面固定连接有安装榫头,墙体的右侧表面开设有与安装榫头相适配的安装榫槽,安装榫头的前后两侧表面均固定连接有对接榫头,安装榫槽的前后两侧内壁上均开设有与安装榫头相吻合且均延伸出墙体右侧表面的对接榫槽;
安装榫槽的左侧内壁上镶嵌有上端延伸出墙体上表面且与墙体上表面平齐的嵌入块,嵌入块内开设有内置腔,嵌入块的右侧表面开设有与内置腔相通的延伸槽,内置腔内设置有锁紧机构。
优选的,所述对接榫头的结构设置可为圆柱状,有益效果:圆柱状增加了对接榫头与对接榫槽之间接触面的光滑程度,因此根据摩擦力公式f=μN(摩擦力的大小根据滑动摩擦系数以及压力的大小成正比)得出降低了对接榫头与对接榫槽之间滑动时的摩擦力,这样防止了两者之间出现机械卡死的情况,保障了ALC墙板安装时的流畅性以及稳定性。
优选的,所述锁紧机构包括U字状的支撑转动块,支撑转动块固定连接在内置腔的底部内壁上,支撑转动块的两个直板之间转动连接有控制转板,控制转板靠近延伸槽一端的上表面固定连接有限制杆,安装榫头的左侧表面固定连接有与延伸槽处于同一水平位置且结构为倒转直角三角状的延伸块,延伸块的斜面上开设有与限制杆相适配的限制槽,有益效果:通过这些结构可以快速将墙体与墙体之间对接固定,避免了墙体与墙体之间出现松动的情况,因此降低了工作人员在安装时的工作力度。
优选的,所述控制转板远离限制杆一端的上表面转动连接有上端贯穿出嵌入块上表面的控制拉杆,控制拉杆与嵌入块的内壁滑动连接,控制拉杆位于嵌入块的一端固定连接有拉块,控制转板的上表面固定连接有活动套接在控制拉杆上且上端固定连接在内置腔顶部内壁上的复位弹簧,有益效果:方便了后期对ALC墙体进行拆除,提高了ALC墙体的利用率。
优选的,所述限制杆的上端设置为半球状,有益效果:降低了限制杆沿着延伸块斜面滑动时形成的摩擦力,进一步提高了该机构使在使用时的稳定性以及流畅性。
ALC墙板制备方法,制备工艺流程如下:墙体主要制备原料百分比为:砂子(10-14%)、水泥(12-15%)、石灰(20-23%)、石膏(4.5-5%)、铝粉(1-3%)、气泡稳定剂(1-3%)、调节剂(1-3%)以及粉煤灰(15-20%);
S1、准备工序,将制备原料配料比中的硅质材料如砂子、粉煤灰进行磨细,其中,根据原材料要求及工艺特点,粉煤灰采取干磨成粉,砂子采取加水湿磨制浆,还有与一部分石灰等混磨,这样主要为改善粉煤灰或砂的特性(如石灰大多为块状,石灰也必须经过破碎和粉磨,石膏一般不单独磨细,或掺入粉煤灰一同磨细,或掺入石灰一同磨细,也可与石灰轮用一台球磨机),该步骤使原材料符合工艺要求的再加工及完成配料前的贮备均化过程,同时在贮备过程中注意确保原料的干燥;
S2、模具加工,将钢筋分别进行除锈、调直、切断、焊接、涂料制备、涂料浸渍和烘干等处理工序,完成后将钢筋按工艺生产要求的尺寸和相对位置装入模具中,钢筋是生产加气混凝土板的结构材料,该工序控制不仅影响产品质量,更直接影响建筑物的结构性能与安全性,同时再将经过防腐处理的钢筋网,按工艺生产要求的尺寸和相对位置组合后装入模具中,并使其固定,以便浇注;
S3、原料混合,将上述原料按照一定的配合比先用电子秤进行计量,依次将砂子、水泥、石灰、石膏、铝粉以及粉煤灰在50度的环境下放入搅拌中搅拌3h(在搅拌时间至1h后放入气泡稳定剂与调节剂),制成料浆;
S4、浇筑磨具,将S3步骤得到的料浆浇注至S2步骤得到的模具中,同时浇注温度控制在38度,静停时料浆在模具中进行一系列物力化学反应,产生气泡,静养室的温度应保持在43度,静停时间3h得到加气混凝土坯体;
S5、裁剪墙板,坯体经过发泡静停达到切割要求后模具转移至切割区,由翻转机分离模具并将坯体翻转90度放到蒸养小车上,然后经过切割工序进行坯体的分割和外形加工,使之达到生产外观尺寸要求;
S6、蒸压养护,将切割好的坯体经摆渡车送入蒸压釜进行蒸压养护这个过程需要在180℃以上进行;
S7、出釜包装,包括制品出釜、吊运、检验、包装及小车、底板的清洁涂油,保证向市场提供合格的产品及下一个生产循环工序的正常进行,包装机械采用热塑包装。
优选的,所述蒸压釜抽真空的参数为-0.02MPa,时间为1h;升压升温的参数为-0.01MPa,时间为4h;恒压恒温的参数为1.3MPa,时间为6h;降压降温的参数为1.3MPa,时间为2h,有益效果:使得蒸压釜具有一定压力的饱和蒸汽进行加热,使坯体在高温高湿条件下,充分完成其水化反应,得到所需要的水化产物,使加气混凝土具备一定强度及其它物理力学性能,保障了ALC墙板的质量。
本方案的基础有益原理在于:当ALC墙板使用时,墙体与墙体组合时,安装榫头与安装榫槽之间重合,对接榫头与对接榫槽之间重合;
同时延伸块由延伸槽延伸进内置腔内时,延伸块的斜面最先与限制杆的上端接触,因此延伸块的斜面对限制杆形成挤压力,使得控制转板的右端向下转动以及左端向上翘起,因此复位弹簧受力进行收缩,当两个墙体对接完成后限制杆与限制槽处于同一垂直位置,这样在复位弹簧的推动下控制转板恢复至初始状态,因此限制杆延伸进限制槽内,这样避免了墙体与墙体之间出现分离的情况;
当需要将ALC墙板与ALC墙板之间拆除时,只需拉动拉块,因此拉块同步拉动控制拉杆延伸出嵌入块,这样通过控制拉杆拉扯了控制转板进行顺时针方向转动,这样使得限制杆延伸出限制槽,从而可以将两个ALC墙板进行拆除。
本方案的基础有益效果在于:本方案通过榫卯对接的方式来达到ALC墙板之间的对接,通过这种方式降低了ALC墙板安装时的难度,降低了工作人员的工作力度以及工作量,同时也不需要调配粘接砂浆,保障了ALC墙板安装的效率,通过这种方式使得ALC墙板整体具有很好的美观性。
与现有技术相比,本发明的有益效果是:
(1)、该ALC墙板及其制备方法,本方案通过榫卯对接的方式来达到ALC墙板之间的对接,通过这种方式降低了ALC墙板安装时的难度,降低了工作人员的工作力度以及工作量,同时也不需要调配粘接砂浆,保障了ALC墙板安装的效率,通过这种方式使得ALC墙板整体具有很好的美观性。
(2)、该ALC墙板及其制备方法,通过设置有锁紧机构,因此防止了ALC墙板之间出现分离的情况,保障了墙板之间的牢固性以及使用时的稳定性,同时也进一步降低了工作人员的工作力度,同时该锁紧机构也方便了后期对ALC墙体进行拆除,提高了ALC墙体的利用率。
(3)、该ALC墙板及其制备方法,通过将对接榫头的结构设置可为圆柱状,这样圆柱状增加了对接榫头与对接榫槽之间接触面的光滑程度,因此根据摩擦力公式f=μN(摩擦力的大小根据滑动摩擦系数以及压力的大小成正比)得出降低了对接榫头与对接榫槽之间滑动时的摩擦力,这样防止了两者之间出现机械卡死的情况,保障了ALC墙板安装时的流畅性以及稳定性。
(4)、该ALC墙板及其制备方法,通过将限制杆的上端设置为半球状,这样降低了限制杆沿着延伸块斜面滑动时形成的摩擦力,进一步提高了该机构使在使用时的稳定性以及流畅性。
(5)该ALC墙板及其制备方法,蒸压釜抽真空的参数为-0.02MPa,时间为1h;升压升温的参数为-0.01MPa,时间为4h;恒压恒温的参数为1.3MPa,时间为6h;降压降温的参数为1.3MPa,时间为2h,有益效果:使得蒸压釜具有一定压力的饱和蒸汽进行加热,使坯体在高温高湿条件下,充分完成其水化反应,得到所需要的水化产物,使加气混凝土具备一定强度及其它物理力学性能,保障了ALC墙板的质量。
附图说明
下面结合附图和实施例对本发明进一步地说明:
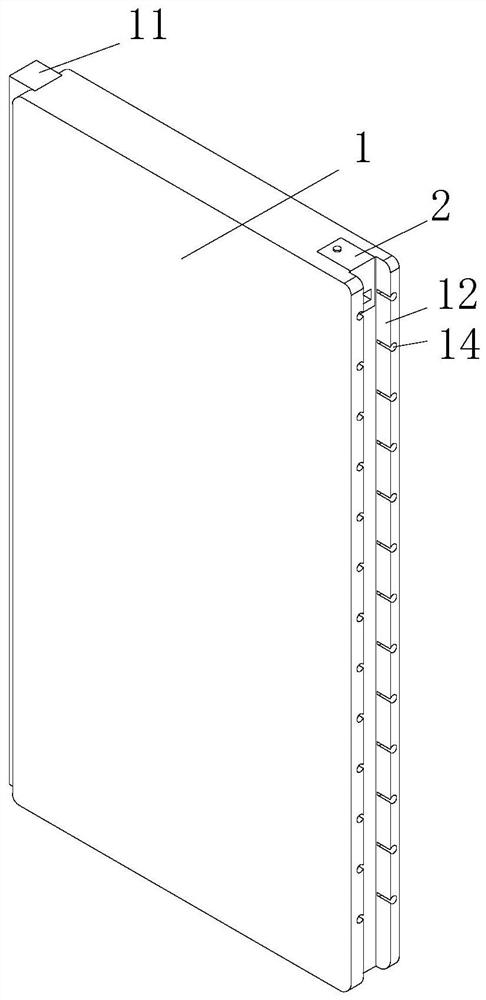
图1为本发明ALC墙板的结构示意图;
图2为本发明ALC墙板左侧结构示意图;
图3为本发明嵌入块剖视示意图;
图4为本发明锁紧机构对接结构示意图。
附图标记:1墙体、2嵌入块、11安装榫头、12安装榫槽、13对接榫头、14对接榫槽、21延伸块、22内置腔、23延伸槽、24支撑转动块、25控制转板、26限制杆、27限制槽、28控制拉杆、29拉块、210复位弹簧。
具体实施方式
本部分将详细描述本发明的具体实施例,本发明之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本发明的每个技术特征和整体技术方案,但其不能理解为对本发明保护范围的限制。
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
实施例一:
请参阅图1-3,本发明提供一种技术方案:ALC墙板,包括墙体1,墙体1的左侧表面固定连接有安装榫头11,墙体1的右侧表面开设有与安装榫头11相适配的安装榫槽12,在本实施例中安装榫头11可为方形、三角形等适合水平对接的形状,通过这种方式方便了两个ALC墙板进行对接,同时这种方式也增加了ALC墙板与ALC墙板之间的强度,提高了ALC墙板安装后之间的稳定性;
进一步的在安装榫头11的前后两侧表面分别固定连接有若干个对接榫头13,若干个对接榫头13以等分以及对称的方式设置在安装榫头11的前后两侧,安装榫槽12的前后两侧内壁上分别开设有若干个与安装榫头11相吻合且均延伸出墙体1右侧表面的对接榫槽14;
在本实施例中对接榫头13的结构设置可为圆柱状,圆柱状增加了对接榫头13与对接榫槽14之间接触面的光滑程度,因此根据摩擦力公式f=μN(摩擦力的大小根据滑动摩擦系数以及压力的大小成正比)得出降低了对接榫头13与对接榫槽14之间滑动时的摩擦力,这样防止了两者之间出现机械卡死的情况,保障了ALC墙板安装时的流畅性以及稳定性,同时对接榫头13的形状可为横向水滴状、横向灯泡状等减少了滑动摩擦力的形状;
本实施例同时提供实施例二:
请参阅图1-3,实施例二是在实施例一的基础上做出相对应的改进,进一步在安装榫槽12的左侧内壁上镶嵌有上端延伸出墙体1上表面且与墙体1上表面平齐的嵌入块2,嵌入块2内开设有内置腔22,嵌入块2的右侧表面开设有与内置腔22相通的延伸槽23,安装榫头11的左侧表面固定连接有与延伸槽23处于同一水平位置且结构为倒转直角三角状的延伸块21,当两个墙体1对接时,延伸块21的左端通过延伸槽23延伸进内置腔22内,同时延伸块21分别与延伸槽23以及内置腔22滑动连接;
进一步的在内置腔22的底部内壁上固定连接有U字状的支撑转动块24,支撑转动块24的两个直板之间转动连接有控制转板25,同时在本方案中控制转板25的中心处设置在支撑转动块24处,因此控制转板25以支撑转动块24为支撑点呈等距杠杆,控制转板25靠近延伸槽23一端的上表面固定连接有限制杆26,延伸块21的斜面上开设有与限制杆26相适配的限制槽27;
进一步的在控制转板25远离限制杆26一端的上表面转动连接有上端贯穿出嵌入块2上表面的控制拉杆28,控制拉杆28与嵌入块2的内壁滑动连接,控制拉杆28位于嵌入块2的一端固定连接有拉块29,控制转板25的上表面固定连接有活动套接在控制拉杆28上且上端固定连接在内置腔22顶部内壁上的复位弹簧210,在本方案中复位弹簧210自身具有一定的长度,因此会推动控制转板25的左端向下倾斜,这样控制转板25的右端同步向上翘起,当延伸块21由延伸槽23延伸进内置腔22内时,延伸块21的斜面最先与限制杆26的上端接触,因此延伸块21的斜面对限制杆26形成挤压力,使得控制转板25的右端向下转动以及左端向上翘起,因此复位弹簧210受力进行收缩,当两个墙体1对接完成后限制杆26与限制槽27处于同一垂直位置,这样在复位弹簧210的推动下控制转板25恢复至初始状态,因此限制杆26延伸进限制槽27内,这样避免了墙体1与墙体1之间出现分离的情况。
在本实施例中限制槽27的宽度与长度均大于限制杆26,这样防止了控制转板25在进行圆弧运动时限制杆26与延伸块21之间出现机械卡死的情况,同时在本实施例中进一步将限制杆26的上端设置为半球状,因此这样降低了限制杆26沿着延伸块21斜面滑动时形成的摩擦力,进一步提高了该机构使在使用时的稳定性以及流畅性,同时控制转板25与控制拉杆28之间为转动,因此当控制转板25进行圆弧运转时,控制拉杆28始终保持垂直状态,控制拉杆28不会随着控制转板25同步旋转,同样避免了控制拉杆28与嵌入块2的内壁出现机械卡死。
工作原理:当ALC墙板使用时,墙体1与墙体1组合时,安装榫头11与安装榫槽12之间重合,对接榫头13与对接榫槽14之间重合;
同时延伸块21由延伸槽23延伸进内置腔22内时,延伸块21的斜面最先与限制杆26的上端接触,因此延伸块21的斜面对限制杆26形成挤压力,使得控制转板25的右端向下转动以及左端向上翘起,因此复位弹簧210受力进行收缩,当两个墙体1对接完成后限制杆26与限制槽27处于同一垂直位置,这样在复位弹簧210的推动下控制转板25恢复至初始状态,因此限制杆26延伸进限制槽27内,这样避免了墙体1与墙体1之间出现分离的情况;
当需要将ALC墙板与ALC墙板之间拆除时,只需拉动拉块29,因此拉块29同步拉动控制拉杆28延伸出嵌入块2,这样通过控制拉杆28拉扯了控制转板25进行顺时针方向转动,这样使得限制杆26延伸出限制槽27,从而可以将两个ALC墙板进行拆除。
本方案同时提供ALC墙板制备方法,制备工艺流程如下:
本方案中的墙体1主要制备原料百分比为:砂子(10-14%)、水泥(12-15%)、石灰(20-23%)、石膏(4.5-5%)、铝粉(1-3%)、气泡稳定剂(1-3%)、调节剂(1-3%)以及粉煤灰(15-20%);
S1、准备工序,将制备原料配料比中的硅质材料如砂子、粉煤灰进行磨细,其中,根据原材料要求及工艺特点,粉煤灰采取干磨成粉,砂子采取加水湿磨制浆,还有与一部分石灰等混磨,这样主要为改善粉煤灰或砂的特性(如石灰大多为块状,石灰也必须经过破碎和粉磨,石膏一般不单独磨细,或掺入粉煤灰一同磨细,或掺入石灰一同磨细,也可与石灰轮用一台球磨机),该步骤使原材料符合工艺要求的再加工及完成配料前的贮备均化过程,同时在贮备过程中注意确保原料的干燥;
S2、模具加工,将钢筋分别进行除锈、调直、切断、焊接、涂料制备、涂料浸渍和烘干等处理工序,完成后将钢筋按工艺生产要求的尺寸和相对位置装入模具中,钢筋是生产加气混凝土板的结构材料,该工序控制不仅影响产品质量,更直接影响建筑物的结构性能与安全性,同时再将经过防腐处理的钢筋网,按工艺生产要求的尺寸和相对位置组合后装入模具中,并使其固定,以便浇注;
S3、原料混合,将上述原料按照一定的配合比先用电子秤进行计量,依次将砂子、水泥、石灰、石膏、铝粉以及粉煤灰在50度的环境下放入搅拌中搅拌3h(在搅拌时间至1h后放入气泡稳定剂与调节剂),制成料浆;
S4、浇筑磨具,将S3步骤得到的料浆浇注至S2步骤得到的模具中,同时浇注温度控制在38度,静停时料浆在模具中进行一系列物力化学反应,产生气泡,静养室的温度应保持在43度,静停时间3h得到加气混凝土坯体;
S5、裁剪墙板,坯体经过发泡静停达到切割要求后模具转移至切割区,由翻转机分离模具并将坯体翻转90度放到蒸养小车上,然后经过切割工序进行坯体的分割和外形加工,使之达到生产外观尺寸要求;
S6、蒸压养护,将切割好的坯体经摆渡车送入蒸压釜进行蒸压养护这个过程需要在180℃以上进行,同时蒸压釜抽真空的参数为-0.02MPa,时间为1h;升压升温的参数为-0.01MPa,时间为4h;恒压恒温的参数为1.3MPa,时间为6h;降压降温的参数为1.3MPa,时间为2h,因此使用密闭性能良好的蒸压釜,通入具有一定压力的饱和蒸汽进行加热,使坯体在高温高湿条件下,充分完成其水化反应,得到所需要的水化产物,使加气混凝土具备一定强度及其它物理力学性能;
S7、出釜包装,包括制品出釜、吊运、检验、包装及小车、底板的清洁涂油,保证向市场提供合格的产品及下一个生产循环工序的正常进行,包装机械采用热塑包装。
上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
- 一种ALC板条、ALC墙板及建筑物
- ALC轻质隔墙板及其制备方法