铆接成型极柱结构
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及新能源汽车用的电池配件制造技术领域,具体涉及铆接成型极柱结构。
背景技术
动力电池是新能源车的重要组成部件,现有的新能源电池多采用锂离子电池作为其动力电池。对于动力锂电池而言,除电芯、BMS等关键部件外,电池壳体结构也是其安全性的一个重要因素。其中,极柱是电池模组的组成部分,极柱传统的装配方式是先将极柱装配至极柱孔内,然后通过焊接、铆接或注塑等方式在极柱与顶盖片之间形成较为复杂的连接结构,以使极柱固接于顶盖片上,但是连接结构形成工艺相对复杂,并且还需考虑顶盖片材料性能,使得电池顶盖设计及制造过程繁琐,因此存在电池顶盖制造成型的效率低下,生产成本较高的问题。
发明内容
为解决上述至少一个技术缺陷,本发明提供了如下技术方案:
本申请文件所设计的铆接成型极柱结构,所述铆接成型极柱结构按以下方式制造得到,具体包括:
对金属薄板上具有中位孔部分的预成型区作冲压拉伸处理,以形成带有凸包的坯料结构,且坯料结构成型后所述中位孔形成于凸包的凸包底上;
对坯料结构上具有凸包的区域作冲裁处理,以形成金属装配件;金属装配件包括环状底、以及形成于环状底上的环状壁,环状底的内侧壁与环状壁的内侧壁构成极柱固定腔,且金属装配件成型后所述中位孔形成于环状底上;
极柱组件,其包括塑胶件和极柱,极柱至少部分被塑胶件包覆地设置,且极柱的极柱部端面高于塑胶件的上端面,使极柱的极柱部呈露出状态;
密封件,将极柱组件和密封件置入极柱固定腔内,且密封件位于环状底与极柱的极柱固定部之间;
对环状壁上部的铆压部作铆压处理,以在环状壁上部的铆压部折弯形成极柱固定体,且极柱固定体压制于塑胶件上,使注塑极柱和密封件均固接于金属装配件中。
根据以上所述的铆接成型极柱结构,金属装配件的环状底外侧壁或中位孔的下口沿处形成有向下突起的凸缘一。
根据以上所述的铆接成型极柱结构,金属装配件的环状底内侧壁或中位孔的上口沿处形成有向上突起的凸缘二。
根据以上所述的铆接成型极柱结构,坯料结构成型后,对凸包底的内侧壁和中位孔边缘部位作冲压处理,以使中位孔的下口沿形成向下突起的凸缘一,中位孔的上口沿形成向上突起的凸缘二,进而在金属装配件成型后,所述凸缘一和凸缘二分别形成于中位孔的下口沿和上口沿,凸缘一和凸缘二均呈环形设置。
根据以上所述的铆接成型极柱结构,在凸缘二的成型过程中,在凸包的凸包底内侧壁形成若干个凸部,进而在金属装配件成型后,所述若干个凸部形成于金属装配件的环状底内侧壁上,且塑胶件的底面形成有若干个凹部,且凸部对应嵌入于凹部。
根据以上所述的铆接成型极柱结构,坯料结构成型之前,对金属薄板作冲压处理,以形成具有中位孔和环状槽的金属薄板,金属薄板上的环状槽与中位孔同心设置,且环状槽围绕中位孔设置,所述环状槽位于金属薄板的下侧面;在坯料结构成型之后,环状槽至少部分形成于坯料结构的凸包壁上部,促使凸包壁的上部厚度小于下部厚度,进而在金属装配件成型后所述环状壁的铆压部厚度小于环状壁的下部厚度。
根据以上所述的铆接成型极柱结构,在塑胶件的内壁形成有凹槽,极柱的极柱固定部上形成有沿其轴向设置的凸起,凸起嵌入凹槽内,凹槽的内壁形成有定位凸,凸起上形成有定位凹,定位凸对应嵌入定位凹中。
根据以上所述的铆接成型极柱结构,塑胶件为预制成型,或者对极柱作注塑包胶处理,以形成塑胶件。
根据以上所述的铆接成型极柱结构,对极柱施加压力,以使密封件受压压缩的情况下环状固定体成型压制于绝缘件上,塑胶件采用PPS材质制成。
根据以上所述的铆接成型极柱结构,密封件包括环状密封片、以及形成于环状密封片下侧面的环形圈,极柱固定部定位于环状密封片的内孔内,且环状密封片被压制于凸起的下侧面和环状底之间,环形圈外壁与中位孔的内壁贴合,环状密封片下侧面具有环形槽,且凸缘二对应嵌入环形槽内。
与现有技术相比,本发明所设计的铆接成型极柱结构,有益效果如下:
1、本发明得到的铆接成型极柱结构可无需过多考虑顶盖片的材料性能(如延展性)等要求,进而可直接与顶盖片进行焊接而得到动力电池顶盖,简化电池顶盖设计及制造过程,以提升电池顶盖制造的效率,也相应的降低了制造成本,并且经铆压后得到的铆接极柱的结构强度满足要求。
2、定位凸对应嵌入定位凹的结构设置,以增加扭矩力,防止极柱与塑胶件之间发生相对转动;在凸部嵌入凹部内的结构设置,防止塑胶件与金属装配件之间发生相对转动;进而满足产品功能,符合设计要求。
3、对极柱进行持续施压的情况下注塑件被注塑成型,以使得极柱(502)固接于金属装配件上后密封件能达到30%的压缩量,进而满足气密性要求。
4、环形设置的凸缘一主要与顶盖片上的极柱孔进行焊接使用,待焊接后即可得到动力电池顶盖,并且极柱结构与顶盖片之间焊接后更为牢固可靠。
5、环形设置的凸缘一嵌入于环形槽内的设置,以及被压制于凸起的下侧面和环状底之间的设置,使得极柱与环状底之间的密封性能得到提升,以使得注塑极柱的密封性能达到设计要求。
附图说明
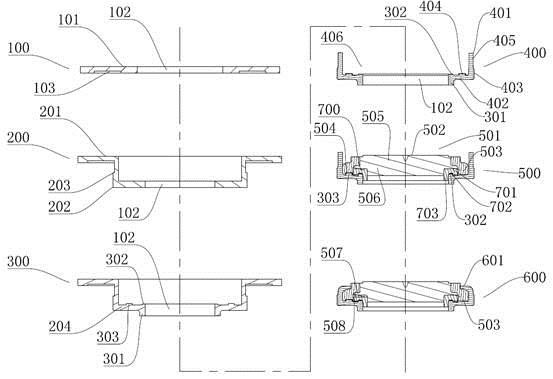
图1是极柱结构的排样成型示意图(一);
图2是极柱结构的排样成型示意图(二);
图3是极柱结构的排样成型示意图(三);
图4是极柱结构的爆炸视图(一);
图5是极柱结构的爆炸视图(二)。
图中:第一成型工位100、金属薄板101、中位孔102、环状槽103;
第二成型工位200、坯料结构201、凸包202、凸包壁203、凸包底204;
第三成型工位300、凸缘一301、凸缘二302、凸部303;
第四成型工位400、金属装配件401、环状底402、环状壁403、极柱固定腔406;
极柱装配工位500、极柱组件501、极柱502、塑胶件503、凹部504、极柱部505、极柱固定部506、凸起507、凹槽508、定位凸509、定位凹510;
第五成型工位600、极柱固定体601;
密封件700、环状密封片701、环形槽702、环形圈703。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
实施例一:
如图1-图5所示,本实施例所描述的铆接成型极柱结构,所述铆接成型极柱结构按以下方式制造得到,并且在制造成型时采用了冲压设备和注塑设备,冲压设备包括用于具有中位孔102和环状槽103的金属薄板101成型的第一成型工位100,用于具有凸包202的坯料结构201成型的第二成型工位200,用于凸缘一301和凸缘二302成型的第三成型工位300,用于金属装配件401成型的第四成型工位400,用于将极柱组件(501)和密封件700装配至极柱固定腔406内的极柱装配工位500,用于铆压部405冲压的第五成型工位600;注塑设备主要作为对极柱502进行注塑包胶处理使用,以成型具有塑胶件503的极柱502逐渐,其中,冲压设备还可采用冷冲压设备即冷镦机,所以冲压设备和注塑成型设备相互配合工作下成型极柱结构,具体如下。
金属装配件401成型步骤包括如下:
对金属薄板101作冲压处理,以形成具有中位孔102和环状槽103的金属薄板101,金属薄板101上的环状槽103与中位孔102同心设置,且环状槽103围绕中位孔102设置,所述环状槽103位于金属薄板101的下侧面;金属薄板101采用铝材质制成。
对金属薄板101上具有中位孔102和环状槽103部分的预成型区作冲压拉伸处理,以形成带有凸包202的坯料结构201,且坯料结构201成型后所述中位孔102形成于凸包202的凸包底204上,环状槽103至少部分形成于坯料结构201的凸包壁203上部,促使凸包壁203的上部厚度小于下部厚度,以为铆压部405的成型作预先准备;坯料结构201的成型后续凸缘一301和凸缘二302的成型作预先准备,从而进一步使得在金属装配成型后无需再进行后续加工处理,提升极柱结构的生产效率。
对凸包底204的内侧壁和中位孔102边缘部位作冲压处理,以使中位孔102的下口沿形成向下突起的凸缘一301,中位孔102的上口沿形成向上突起的凸缘二302,在凸包202的凸包底204内侧壁形成若干个凸部303,其成型步骤可实现在金属装配件401成型后即可得到凸缘一301和凸缘二302,无需再进行后续加工,从而提升金属装配件401生产效率。
对坯料结构201上具有凸包202的区域作冲裁处理,以将坯料结构201上多余的片料进行裁切,并且依凸包壁203上端的外侧壁作为裁切边界进行冲裁,进而形成金属装配件401,金属装配件401为铝制金属环结构;所以在金属装配件401成型后,金属装配件401包括环状底402、以及形成于环状底402上的环状壁403,环状底402的内侧壁与环状壁403的内侧壁构成极柱固定腔406,且金属装配件401成型后所述中位孔102形成于环状底402上,所述若干个凸部303形成于金属装配件401的环状底402内侧壁上,所述环状壁403的铆压部405厚度小于环状壁403的下部厚度;金属装配件401的环状底402外侧壁或中位孔102的下口沿处形成有向下突起的凸缘一301;金属装配件401的环状底402内侧壁或中位孔102的上口沿处形成有向上突起的凸缘二302,凸缘一301和凸缘二302均呈环形设置,凸缘一301主要作为与顶盖片的极柱孔进行焊接使用,使得顶盖片装配实现模块组装模式。
本实施例中还设置有极柱组件501,极柱组件501包括塑胶件503和极柱502,极柱502至少部分被塑胶件503包覆地设置,且极柱502的极柱部505端面高于塑胶件503的上端面,使极柱502的极柱部505呈露出状态;其中,塑胶件503可为预制成型,或者对极柱502作注塑包胶处理,以形成塑胶件503;塑胶件503采用PPS材质制成。极柱502可以是铝材质制成的铝极柱,或者极柱502也可以是铜铝合金材质制成的铜铝合金极柱。
本实施例中还设置有密封件700,将极柱组件501和密封件700置入极柱固定腔406内,且密封件700位于环状底402与极柱502的极柱固定部506之间;塑胶件503的外壁与极柱固定腔406的内壁紧贴。
对环状壁403上部的铆压部405作铆压处理,以在环状壁403上部的铆压部405折弯形成极柱固定体601,且极柱固定体601压制于塑胶件503上,极柱固定体601在塑胶件503的台阶面受到限位,使注塑极柱502和密封件700均固接于金属装配件401中,以成型铆接极柱结构。塑胶件503的底面形成有若干个凹部504,凸部303对应嵌入于凹部504,其结构设置用于限制塑胶件503与金属装配件401之间得到径向限位,以防止塑胶件503与金属装配件401之间发生转动,从而增加了扭矩;其中,铆压过程中,对极柱502施加压力,以使密封件700受压压缩的情况下极柱固定体601成型压制于塑胶件503上,以使得极柱502固接于金属装配件401上后密封件700能达到30%的压缩量,进而满足气密性要求。注塑件采用PSS材质制成。极柱结构中的极柱502采用铝极柱,则作为正极极柱使用;极柱结构中的极柱502采用铜铝合金极柱,则作为负极极柱使用。
本实施例中,在塑胶件503的内壁形成有凹槽508,极柱502的极柱固定部506上形成有沿其轴向设置的凸起507,凸起507嵌入凹槽508内,其设置以对极柱502的轴向方向上得到限位,防止极柱502发生轴向方向上的上下窜动。凹槽508的内壁形成有定位凸509,凸起507上形成有定位凹510,定位凸509对应嵌入定位凹510中;其结构使得极柱502与塑胶件503之间的扭矩得到增加,进一步防止极柱502与塑胶件503之间发生相对转动。
本实施例中,密封件700采用氟橡胶材质制成,密封件700包括环状密封片701、以及形成于环状密封片701下侧面的环形圈703,极柱固定部506定位于环状密封片701的内孔内,且环状密封片701被压制于凸起507的下侧面和环状底402之间,环形圈703外壁与中位孔102的内壁贴合,环状密封片701下侧面具有环形槽702,且凸缘二302对应嵌入环形槽702内,其结构设置可使得在未铆接前对密封件700和极柱组件501进行稳固定位至极柱固定腔406内,以避免在铆压时发生极柱组件501或密封件700发生位移而影响成型后的极柱结构,从而提升了极柱结构的产品生产质量。
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 极柱的铆接连接方法、极柱连接结构和电池顶盖
- 一种动力电池极柱铆接成型模具