一种聚氨酯密封注塑颗粒料制作成型方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及密封材料开发相关技术领域,尤其涉及一种聚氨酯密封注塑颗粒料制作成型方法。
背景技术
目前国内高性能密封产业链主要集中在特瑞堡、NOK、斯凯孚等国外厂商,国外厂商主要采用自己通过设计配方合成高端注塑聚氨酯颗粒料,再把颗粒料通过注塑工艺,加工成市场需要的各种密封产品,目前国内密封生产商主要通过购买国外聚氨酯颗粒原料或者国内购买聚氨酯颗粒原料,通过注塑工艺加工,生产出相应的密封件,应用于各行业的密封,国内密封行业处于产业链下游,上游材料开发行业只有极少数公司进行全产业链的产品研发。
有鉴于上述的缺陷,本设计人积极加以研究创新,以期创设一种聚氨酯密封注塑颗粒料制作成型方法,使其更具有产业上的利用价值。
发明内容
为解决上述技术问题,本发明的目的是提供一种聚氨酯密封注塑颗粒料制作成型方法。
为实现上述目的,本发明采用如下技术方案:
一种聚氨酯密封注塑颗粒料制作成型方法,依次包括以下步骤:
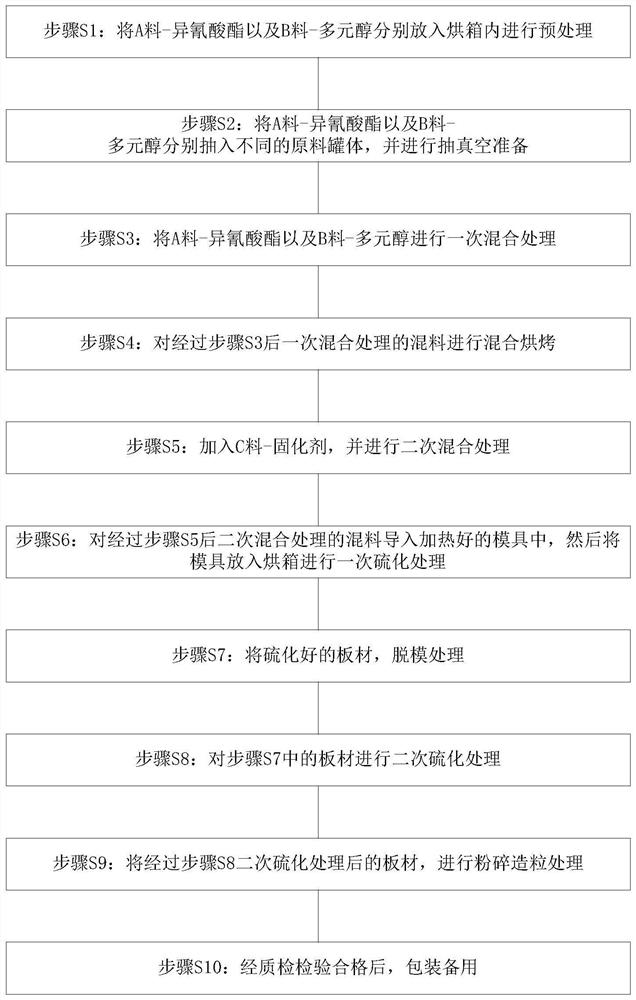
步骤S1:将A料-异氰酸酯以及B料-多元醇分别放入烘箱内进行预处理;
步骤S2:将A料-异氰酸酯以及B料-多元醇分别抽入不同的原料罐体,并进行抽真空准备;
步骤S3:将A料-异氰酸酯以及B料-多元醇进行一次混合处理;
步骤S4:对经过步骤S3后一次混合处理的混料进行混合烘烤;
步骤S5:加入C料-固化剂,并进行二次混合处理;
步骤S6:对经过步骤S5后二次混合处理的混料导入加热好的模具中,然后将模具放入烘箱进行一次硫化处理;
步骤S7:将硫化好的板材,脱模处理;
步骤S8:对步骤S7中的板材进行二次硫化处理;
步骤S9:将经过步骤S8二次硫化处理后的板材,进行粉碎造粒处理;
步骤S10:经质检检验合格后,包装备用。
作为本发明的进一步改进,步骤S1中,A料-异氰酸酯的烘烤温度75℃,烘烤时间48H;B料-多元醇的烘烤温度75℃,烘烤时间48H。
作为本发明的进一步改进,步骤S2具体包括:
步骤S21:将烘箱内预热好的A料以及B料,分别负压抽入浇注机;
步骤S22:浇注机设定A料以及B料的设定温度A为100摄氏度,A料以及B料到达设定温度100摄氏度后,抽真空至A料以及B料清澈无气泡;
步骤S23:校正浇注机,检查吐出量是否正常。
作为本发明的进一步改进,步骤S3中,罐体设定温度B为100摄氏度,检查罐体温度到100摄氏度后,烘箱温度到达120℃后,使用不同罐体,吐出A料,然后吐出B料,计量后,开启烘箱,开始对A料和B料进行分散混合。
作为本发明的进一步改进,步骤S4中,将烘箱升温到设定值D即100摄氏度,原料在设定时间240分钟-480分钟混合均匀。
作为本发明的进一步改进,步骤S6中一次硫化的硫化时间为100分钟,硫化温度为130℃。
作为本发明的进一步改进,步骤S7中脱模条件:冷却温度110℃,冷却时间4H。
作为本发明的进一步改进,步骤S8中二次硫化的硫化时间为100分钟,硫化温度为130℃。
作为本发明的进一步改进,其中,A料-异氰酸酯、B料-多元醇和C料-固化剂的比例为100:30:10。
借由上述方案,本发明至少具有以下优点:
本发明解决了国内密封聚氨酯材料自主生产的问题;
本发明满足不同复杂条件下,不同尺寸的密封对密封材料的要求;
本发明对于解决高端密封国产化的聚氨酯原料生产具有十分积极的意义。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1是本发明一种聚氨酯密封注塑颗粒料制作成型方法的流程图。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
如图1所示,
一种聚氨酯密封注塑颗粒料制作成型方法,依次包括以下步骤:
步骤S1:将A料-异氰酸酯以及B料-多元醇分别放入烘箱内进行预处理。步骤S1中,A料-异氰酸酯的烘烤温度75℃,烘烤时间48H;B料-多元醇的烘烤温度75℃,烘烤时间48H。
步骤S2:将A料-异氰酸酯以及B料-多元醇分别抽入不同的原料罐体,并进行抽真空准备,步骤S2具体包括:
步骤S21:将烘箱内预热好的A料以及B料,分别负压抽入浇注机;
步骤S22:浇注机设定A料以及B料的设定温度A为100摄氏度,A料以及B料到达设定温度100摄氏度后,抽真空至A料以及B料清澈无气泡;
步骤S23:校正浇注机,检查吐出量是否正常。
步骤S3:将A料-异氰酸酯以及B料-多元醇进行一次混合处理,步骤S3中,罐体设定温度B为100摄氏度,检查罐体温度到100摄氏度后,烘箱温度到达120℃后,使用不同罐体,吐出A料,然后吐出B料,计量后,开启烘箱,开始对A料和B料进行分散混合。
步骤S4:对经过步骤S3后一次混合处理的混料进行混合烘烤,步骤S4中,将烘箱升温到设定值D即100摄氏度,原料在设定时间240分钟-480分钟混合均匀。
步骤S5:加入C料-固化剂,并进行二次混合处理。
其中,A料-异氰酸酯、B料-多元醇和C料-固化剂的比例为100:30:10。
步骤S6:对经过步骤S5后二次混合处理的混料导入加热好的模具中,然后将模具放入烘箱进行一次硫化处理,步骤S6中一次硫化的硫化时间为100分钟,硫化温度为130℃。
步骤S7:将硫化好的板材,脱模处理,步骤S7中脱模条件:冷却温度110℃,冷却时间4H。
步骤S8:对步骤S7中的板材进行二次硫化处理,步骤S8中二次硫化的硫化时间为100分钟,硫化温度为130℃。
步骤S9:将经过步骤S8二次硫化处理后的板材,进行粉碎造粒处理。
步骤S10:经质检检验合格后,包装备用。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指咧所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接:可以是机械连接,也可以是电连接:可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通.对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
以上所述仅是本发明的优选实施方式,并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
- 一种采用双色注塑成型的工件及其制作模具、制作方法
- 一种可降解镁合金成型胚料,其制备设备,制备方法及由该成型胚料制备的加压螺钉
- 一种用于超厚料块的多层注塑成型模具
- 一种用于塑料注塑机的注塑模具及成型方法
- 注塑成型模具以及一种注塑方法
- 一种注塑聚氨酯密封凡尔胶皮制作成型方法
- 一种注塑聚氨酯筒料制作成型方法