一种空气加热式气溶胶生成装置
文献发布时间:2024-04-18 19:44:28
技术领域
本发明涉及气溶胶生成技术领域,尤其涉及一种空气加热式气溶胶生成装置。
背景技术
气溶胶生成系统通常包括气溶胶生成装置及气溶胶生成制品,将气溶胶生成制品插入气溶胶生成装置中,并通过气溶胶生成装置内的发热体对气溶胶生成制品加热,进而产生气溶胶供给用户吸食。
现有的发热体一般是将发热线路设置在发热本体的侧面,发热线路将电能转换为热能并传递给发热本体,以使发热本体能够加热流经发热本体内部的空气,再通过被加热的空气来加热气溶胶生成制品以产生气溶胶。然而,发热线路加热时为了保证空气能够被快速地加热,需要增大发热线路的功率,让发热本体维持在较高的工作温度下持续运行,这样不仅增加了能耗,导致发热体的热转换效率不高,而且很大程度上影响了发热本体的使用寿命,设备易损坏,稳定性差。
发明内容
本申请为了克服上述的至少一个技术缺陷,提供一种改进的空气加热式气溶胶生成装置。
本发明解决其技术问题所采用的技术方案是:构造一种空气加热式气溶胶生成装置,包括装置本体和发热体,空气加热式气溶胶生成装置还包括设置在装置本体内的固定组件,固定组件形成有用于插入气溶胶生成制品的容纳腔。
发热体设置在容纳腔内,发热体包括发热基体和设置在发热基体外侧的发热线路,发热基体设有连通容纳腔的第一气道,发热基体和固定组件之间形成有连通容纳腔的第二气道,发热线路直接或间接地对流经第一气道和第二气道的空气进行加热。
在一些实施例中,固定组件还包括配合界定出容纳腔的承载管,发热基体和发热线路设置在承载管内。
在一些实施例中,发热基体和承载管之间具有间距,以形成第二气道。
在一些实施例中,固定组件还包括排布在承载管内部周向上的多个凹槽,多个凹槽用于形成第二气道。
在一些实施例中,第二气道至少部分设置在承载管的管壁中。
在一些实施例中,固定组件包括设置在承载管内、用于承托气溶胶生成制品的承托面,第二气道的出气口设置于承托面上。
在一些实施例中,固定组件包括具有导热功能的外管,承载管设置在外管中,且与外管抵接。
在一些实施例中,固定组件还包括过渡管,过渡管设置在外管内且位于承载管的一侧。
在一些实施例中,固定组件还包括安装管,安装管安装在外管的端口,且与过渡管抵接。
在一些实施例中,固定组件还包括将气溶胶生成制品与发热体相隔开的支撑件。
实施本发明具有以下有益效果:本发明的气溶胶生成装置包括装置本体和发热体,发热体设置在装置本体内,当使用时,将气溶胶生成制品插入固定组件的容纳腔内,抽吸后空气流经第一气道和第二气道,并受到发热体的加热,可以对气溶胶生成制品进行加热烘烤。其中,发热体的发热线路发热后,热量传导至发热基体可对第一气道内的空气进行加热,亦可以是发热线路直接接触第一气道内的空气以进行加热,而经过第二气道的空气一方面可由发热线路直接接触进行加热,一方面可由受热后的发热基体进行加热,还可由受热后的固定组件进行加热,通过从多个不同的位置利用发热线路所产生热量,增加受热的面积,令发热线路所产生的热量尽可能地应用到加热空气中,有效减少热量浪费,提高了设置在发热基体外侧的发热线路工作散发的热量利用效率,从而提高了本发明的整体加热效率。
附图说明
下面将结合附图及实施例对本发明作进一步说明,附图中:
图1是本发明一些实施例中的气溶胶生成装置与气溶胶生成制品装配后的外部结构示意图;
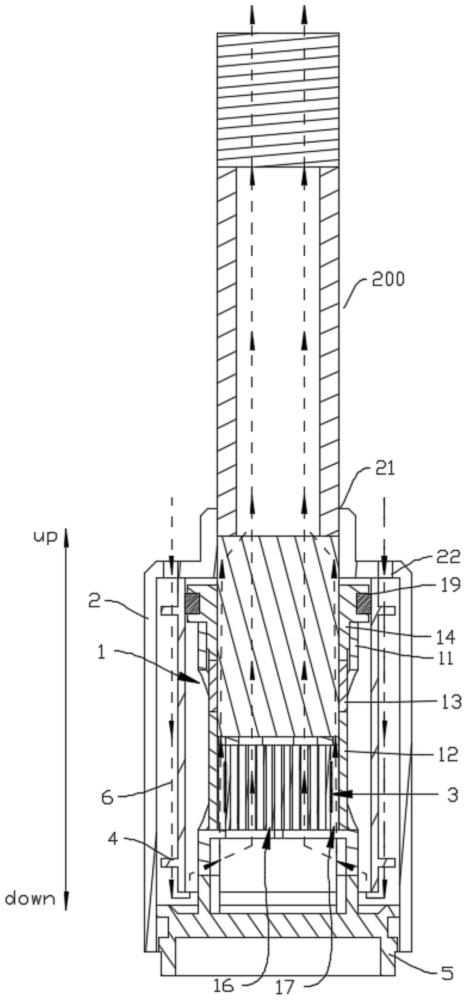
图2是图1所示气溶胶生成装置与气溶胶生成制品装配后的纵向结构剖视图;
图3是本发明一些实施例中的固定组件的外部结构示意图;
图4是本发明实施例1中固定组件与发热体相配合下的纵向结构剖视图;
图5是图4所示固定组件与发热体相配合下的结构分解图;
图6是本发明实施例1中承载管和发热体相配合下的纵向结构剖视图;
图7是本发明实施例1中承载管、发热体和第一垫片相配合下的俯视结构图;
图8是本发明实施例2中承载管和发热体相配合下的纵向结构剖视图;
图9是本发明实施例2中承载管和发热体相配合下的俯视结构图;
图10是本发明实施例3中承载管、凸部与凸块之间配合的纵向结构剖视图;
图11是本发明实施例4中承载管与第二垫片配合的纵向结构剖视图;
图12是本发明实施例5中承载管的纵向结构剖视图;
图13是本发明实施例6中发热体的纵向结构剖视图。
附图标记:
气溶胶生成装置100;气溶胶生成制品200;
固定组件1;外管11;承载管12;过渡管13;安装管14;容纳腔15;第一气道16;第二气道17;支撑件18;密封圈19;承载件111;腰型孔112;第一管段121;第二管段122;凹槽123;凸部124;承托面125;管外段141;管内段142;第一子气段161;第二子气段171;第二出气口1711;第一垫片181;第一避让部1811;第二避让部1812;第二垫片182;凸台183;装置本体2;开口21;进气孔22;发热体3;发热基体31;发热线路32;换气室311;隔热管4;底座5;进气通道6。
具体实施方式
为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本发明的具体实施方式。
参阅图1,本发明构造一种气溶胶生成装置100,该气溶胶生成装置100采用高温气流,对气溶胶生成制品200进行烘烤,并利用烘烤产生气溶胶,以供用户吸食/吸入。且,相较于相关技术中的气溶胶生成装置,本发明的气溶胶生成装置100具有更优的加热效率。
在一些实施例中,参阅图2,该气溶胶生成装置100可包括装置本体2、固定组件1和发热体3。
其中,参阅图2至图4,固定组件1设置在装置本体2中,固定组件1还形成有用于气溶胶生成制品200的容纳腔15。发热体3设置在容纳腔15中,发热体3包括发热基体31和设置在发热基体31外侧的发热线路32,该发热基体31中设有第一气道16,发热基体31和固定组件1之间亦形成有第二气道17,该第一气道16和第二气道17可将容纳腔与外界相连通(外界可理解为装置本体2的外部环境),外界的空气可通过第一气道16和第二气道17进入容纳腔。
可理解地,参考图2,在用户对气溶胶生成制品200做出抽吸动作时,外界的空气可流入第一气道16和第二气道17。参考图4,发热线路32介于第一气道16和第二气道17之间,在发热时,其产生的热量可传导至发热基体31,并对第一气道16内的空气进行加热,当然,发热线路32亦可直接对第一气道16内的空气进行加热,而经过第二气道17的空气亦在发热线路32直接和/或间接的作用下受到加热,比如,一方面可由发热线路32直接接触经过第二气道17的空气对其进行加热,一方面可由受热后的发热基体31对经过第二气道17的空气进行加热,还有一方面可通过受热后的固定组件1对经过第二气道17的空气进行加热(由于发热线路32设置在固定组件1中,在发热线路32发热时,其产生的热量亦可传导到固定组件1相应位置。)可见,本发明可以从多个不同的位置利用发热线路32所产生热量,增加受热的面积,令发热线路32所产生的热量尽可能地利用到加热空气中,有效减少热量浪费,热量利用效率得到提高,从而提高了本发明气溶胶生成装置100的整体加热效率,并且克服了如相关技术中的发热线路仅对其内侧的气道加热而导致发热线路热转换效率不高的技术缺陷。
在一些实施例中,如图2所示,装置本体2可界定出一个空腔,且开设有与该空腔连通的开口21。固定组件1可固定在空腔中,气溶胶生成制品200可通过该开口21插入到固定组件1中。在装置本体2内还形成有进气通道6,该进气通道6位于固定组件1的外侧,用于将外界与第一气道16和第二气道17相连通。
在一些实施例中,如图2所示,气溶胶生成装置100还包括有一隔热管4,隔热管4固定在空腔中,且将固定组件1安装在隔热管4中。该隔热管4起到隔热的作用,防止发热体3散发的热量传导到装置本体2上,从而影响用户体验。
在一些实施例中,如图2所示,气溶胶生成装置100还包括有一底座5,该底座5安装在装置本体2的底部,将装置本体2的底部所封堵,固定组件1可架设在底座5上。
需要说明的是,本发明以气溶胶生成装置100的轴向为上下方向进行实施例的说明,参考图2所示的箭头方向,up代表向上的方向,而down代表向下的方向。而“顶部”可以理解为部件中位于上方的部分结构,“底部”可以理解为是部件中位于下方的部分结构。
在一些实施例中,再参阅图4,固定组件1还包括配合界定出容纳腔15的承载管12;发热基体31和发热线路32设置在承载管12内。承载管12的内径与气溶胶生成制品200相适配。
可选地,承载管12内可设置一承托面125,其设置在发热基体31的上方,且在气溶胶生成制品200插入容纳腔15中时,承托面125用于将气溶胶生成制品200承托起来。
在一些实施例中,第一气道16可纵向贯穿发热基体31的上下端面,形成于发热基体31的内部中。第一气道16可以是单个纵长的气道,形成在发热基体31的中心位置或是其他位置,第一气道16亦可以是包括多个第一子气段161,可参考图4和图7,该些第一子气段161可间隔、相互独立地形成发热基体31中;每个第一子气段161可以是纵长形的通道,其横截面形状可以是三角形、方形或者圆形等等的形状。
在一些实施例中,第二气道17位于承载管12和发热基体31之间,需要说明的是,承载管12和发热基体31之间可认为是承载管12的外侧表面与发热基体31的外侧表面之间。比如,第二气道17可形成于承载管12的内周侧面与发热基体31的外周侧面之间,亦可以形成于承载管12的管壁中,还可以一部分形成于承载管12与发热线路32之间,一部分形成于承载管12的管壁中。此外,第二气道17可以是环状的气道,亦可以是如图6、图7所示的,其包括多个第二子气段171,围绕在发热线路32的周向上;每个第二子气段171可以是纵长形的通道,亦可以是弯折形的通道,此外,第二子气段171的横截面形状可以是三角形、方形或者圆形等等的形状。在发热基体31发热时,其所产生的热量亦可传导到承载管12,受热后的承载管12可对经过第二气道17的空气进行加热。
可选地,第二气道17的纵向长度可以与第一气道16的纵向长度相等,即第二子气段171的纵向长度与第一子气段161的纵向长度相等。当然,第二气道17的纵向长度亦可以高于或者低于第一气道16的纵向长度,可根据实际需求进行调节。
在一些实施例中,流出第一气道16的加热空气可作用于加热气溶胶生成制品200的基质段的中间区域,而流出第一气道16的加热空气可作用于加热气溶胶生成制品200的基质段的周圈区域。
流出第一气道16的加热空气温度与流出第二气道17的加热空气温度可不同,从而适配不同的加热需求。比如,当经过第一气道16的加热空气温度符合常规加热温度,而经过第二气道17的加热空气温度低于常规加热温度时,气溶胶生成制品200的基质段的周圈区域受热温度较低,就能够降低或避免了该位置卷烟纸热解的可能性。因为在相关技本中,气溶胶生成制品200大多由卷纸包裹,卷纸主要成分包括碳酸钙,纤维素,本质素,半纤维素等。其中气溶胶生成制品200的基质段的加执烘烤温度一般不低于250°,在这种情况下,当气溶胶生成装置100对基质段进行烘烤加热时,热量不可避免地会被卷纸部分吸收,导致气溶胶生成制品200被加热烘烤时容易产生烤纸味,影响口感,容易破坏用户体验。因此,通过设置流出第二气道17的加热空气温度低于流出第一气道16的加热空气温度,并且流出第二气道17的加热空气温度低于卷纸的燃点,则可以有效降低设置避免烤纸味的产生。
在一些实施例中,可将承载管12由导热材料制成,借由承载管12为处于第二气道17的热量进行散热,从而实现流出第二气道17的加热空气温度低于流出第一气道16的加热空气温度。而流出第二气道17和第一气道16之间的空气温度差,可通过控制承载管12的导热系数、增加帮助第二气道17散热的散热面积等方式来实现。
可理解地,如图4所示,由于发热线路32直接接触发热基体31,大部分的热量会集中在发热基体31,加上发热基体31独立位于承载管12中,不与其他散热用部件接触,第一气道16中的热量只依赖于发热基体31自身进行散热,所以流出第一气道16的空气加热温度会相对较高。而由于第二气道17形成于承载管12和发热基体31之间,第二气道17的热量可以借助承载管12进行散热,加上承载管12的散热面积远远大于发热基体31的散热面积,所以流出第二气道17的空气加热温度可以低于流出第一气道16的空气加热温度。当然,承载管12在承担散热功能的同时,亦能为流经第二气道17的空气进行加热,这取决于在第二气道17中各个位置的空气温度大小。
在一些实施例中,如图2和图4所示,固定组件1还包括外管11,该外管11的外径小于隔热管4的内径,且大于或等于承载管12的外径(在公差范围亦认为相等)。承载管12设置在外管11中,且与外管11直接或者间接地接触。
可选地,外管11可采用导热材料制成,比如铝、铝合金,在热量流向承载管12时,外管11可辅助散热,利于第二气道17的空气加热温度低于第一气道16的空气加热温度。
在一些实施例中,如图4所示,固定组件1还包括过渡管13,过渡管13设置在外管11内且位于承载管12的上方。该过渡管13的外径可小于或者等于外管11的内径,且过渡管13的内径可与气溶胶生成制品200相适配。通过更换不同导热系数的过渡管13,可以调控气溶胶生成制品200烘烤时内部的温度,从而调控口感。
在一些实施例中,如图4所示,固定组件1还包括安装管14,安装管14安装在外管11的端口,且与过渡管13抵接。安装管14的部分结构凸出于外管11外,可在该部分结构套设一密封圈19,如图2所示,密封圈19的外径略大于或等于隔热管4的内径,从而一方面可用于密封隔热管4和安装管14之间的空隙,避免空气不经过加热直接从装置本体2的开口21流出,另一方面可配合将整个固定组件1固定在隔热管4中。
在一些实施例中,如图4所示,固定组件1还包括支撑件18,该支撑件18设置在发热基体31的上方,用于将气溶胶生成制品200与发热体3相隔开,避免气溶胶生成制品200接触到过热的温度而烧焦。可选地,该支撑件18远离发热基体31的端面可作为承托面125。
为了更进一步说明本发明,以下列举本发明的数个具体实施例进行详细说明:
实施例1
参阅图2至图4,气溶胶生成装置100包括固定组件1、装置本体2、发热体3、隔热管4以及底座5。固定组件1包括外管11、承载管12、过渡管13、安装管14、支撑件18和密封圈19。
如图2所示,装置本体2可呈圆柱状,当然,装置本体2的形状还可以是其他,在这不做具体限定。在装置本体2的顶部开设有多个进气孔22,该些进气孔22作为进气通道6的进气口,将外界空气引入装置本体2中。当然,进气孔22的数量亦可以为一个。可选地,该些进气孔22可布置在开口21的外侧周向上。
隔热管4共轴地固定在装置本体2内,其中隔热管4的顶部抵接于装置本体2顶部的内侧壁面,防止空气从隔热管4的顶部和装置本体2顶部的内侧壁面流出至开口21。
隔热管4的外径小于装置本体2的内径,它们之间存在周向上的间距,该间距可作为进气通道6的一部分,如图2所示,当外界的空气从进气孔22进入到装置本体2内,沿着隔热管4和装置本体2的内壁面之间的气道,纵向向下流动,隔热管4和底座5之间亦具有纵向上的间距,该间距亦作为进气通道6的一部分,空气可从隔热管4和底座5之间的气道流入外管11中,最终从承载管12的下方分别流入到第一气道16和第二气道17中。
如图3所示,固定组件1的外管11可呈圆筒状,当然,外管11还可以是其他筒状结构,比如方筒,在这不对外管11的形状做具体限定。
再如图5所示,外管11的两端端口为敞口设计,在外管11邻近其底端的位置,设置有间隔、圆周排布在外管11内周侧壁的多个承载件111,该些承载件111用于将承载管12承托起来。在外管11的周壁上还形成有圆周间隔排布的多个腰型孔112,该些腰型孔112的设计可以减少制成外管11的材料用量,以及减少热量的散失。
如图4所示,固定组件1的承载管12的外径与外管11的内径相等,承载管12直接贴合于外管11的内壁。处于第二气道17的热量可通过承载管12和外管11进行散热。
再如图5所示,承载管12的两端端口可为敞口设计,在功能上分,承载管12可包括第一管段121和第二管段122。第一管段121可用于收容部分气溶胶生成制品200,比如气溶胶生成制品200的基质段,第二管段122可用于收容发热体3。第二气道17形成于第二管段122中,空气可通过承载管12的底部端口,进入到第二气道17以及第一气道16中。
从位置的角度上看,第一管段121位于第二管段122的纵向上方,更邻近装置本体2的开口21;从尺寸上看,第一管段121的内径与第二管段122的内径相等(可理解地,两者的尺寸之差位于公差范围内,亦可认为相等),且第一管段121的内径大于或者等于气溶胶生成制品200的直径。
可选地,承载管12的轴向长度范围在3mm-20mm之间;其中,所述第一管段121的轴向长度范围在2mm-15mm之间,或者,第二管段122的轴向长度范围在1mm-15mm之间。还可选地,承载管12的外径范围在4mm-16mm之间。还可选地,第一管段121的内径范围在3mm-15mm之间,比如为7.3mm。
如图5、图6所示,在第二管段122的内周侧壁上设置有多个纵长、弧形的凸部124,当然,凸部124的形状还可以是其他形状,在这不做限定。该些凸部124间隔地排布在第二管段122的周向上,多个凸部124之间形成的多个凹槽123则作为多个第二子气段171,该些第二子气段171圆周上间隔排布,且它们的长度方向平行于发热体3的中轴线。当然,在其他实施例中,亦可以是在第二管段122的内周侧壁凹陷形成多个凹槽123。
在本实施例中,凸部124的轴向长度与第二管段122的轴向长度相等。多个凸部124围成的外圆直径与第二管段122的内径相等。多个凸部124围成的内圆直径略小于发热体3的最大直径,发热体3可通过过盈配合的方式共轴地固定在第二管段122中。当然,发热体3固定在第二管段122的方式并不固定,还可以是多个凸部124围成的内圆直径与发热体3的最大直径相等,发热体3通过粘接的方式固定在第二管段122中,比如涂釉。
可选地,多个凸部124围成的外圆的直径范围在3mm-15mm之间。还可选地,多个凸部124围成的内圆的直径范围在2mm-10mm之间。
如图4、图5所示,过渡管13可呈圆筒状,过渡管13的两端端口为敞口设计,过渡管13的底部抵接于承载管12的顶部,且过渡管13的内径与气溶胶生成制品200相适配。
如图4、图5所示,安装管14可包括安装位于外管11外的管外段141以及安装位于外管11内的管内段142。管外段141用于配合固定在隔热管4中,其中,管外段141的外径大于外管11的外径,且小于隔热管4的内径,管外段141的内径与过渡管13的内径相等。管内段142的底部与过渡管13相抵接,管内段142的内径与管外段141的内径相同,而管内段142的外径可等于外管11的内径。
可理解地,参考图4,承载管12、过渡管13和安装管14共同界定出容纳腔15。
如图5、图6所示,发热体3中的发热基体31可为圆柱形的蜂窝结构,当然,发热基体31的形状还可以是其他形状,在这不做具体限定。在发热基体31的内部形成有纵长、相互平行的多个第一子气段161,该些第一子气段161的长度方向平行于发热体3的中轴线,共同形成第一气道16。
在本实施例中,发热基体31的导热系数可大于3W/m*K,制成发热基体31的材料可以是金属或者陶瓷。
如图5所示,发热体3中的发热线路32可采用导电银浆,采用包括但不限于涂布、印刷等现有工艺,将发热线路32设置于发热基体31的外周侧壁上。
如图4、图5所示,支撑件18可包括第一垫片181,第一垫片181的最大外径小于或等于第一管段121的内径,可依靠发热基体31和/或多个凸部124承托,设置在第一管段121中。该第一垫片181的顶部端面可作为承托面125,抵接并将气溶胶生成制品200承托起来。
该第一垫片181形成有规避第一气道16的第一避让部1811以及规避第二气道17的第二避让部1812。在本实施例中,第一避让部1811为一个面积与第一气道16覆盖范围相适配的通孔,第二避让部1812包括对应于多个第二子气段171的多个通孔。
可选地,第一垫片181的厚度范围在0.1mm-4mm之间。还可选地,第一垫片181的内径范围在2mm-10mm之间。还可选地,第一垫片181的内周侧壁与外侧侧壁的最短距离范围在2mm-10mm之间。
实施例2
再参阅图8、图9所示,实施例2的固定组件1是在实施例1的基础进行的改进。具体改进是取消设置凸部124,第二气道17的形成以及形状发生改变。
在本实施例中,如图9所示,承载管12和发热基体31之间具有第一间距,第一间距可根据实际需求进行调整。第二气道17直接形成于承载管12和发热基体31之间,其呈一个环形的气道。
可理解地,虽然本实施例取消凸部124会减少散热面积,使得第二气道17的散热效果略微变差,但是可以减少材料消耗以及制造难度,从而降低成本。
实施例3
如图10所示,实施例3的固定组件1是在实施例1的基础进行的改进。具体改进是采用多个凸台183替代第一垫片181。
在本实施例中,多个凸台183可均匀地固定在部分或者全部凸部124的顶部端面(凸部124邻近第一管段121的端面)。比如,如图10所示,多个凸台183以相间排布的方式,设置在多个凸部124上。其中,凸台183的形状为方体形,当然,凸台183还可以是其他形状,比如圆柱形、球形等等,在这不做具体限定。
实施例4
如图11所示,实施例4的固定组件1是在实施例1的基础进行的改进。具体改进是取消设置凸部124,第二气道17的形成发生改变,以及采用一第二垫片182来替代第一垫片181。
该第二垫片182呈环形,共轴、一体地结合在第一管段121的内周侧壁。当然,第二垫片182亦可以采用粘接、焊接等连接工艺固定在承载管12中。
第二垫片182的顶部端面作为承托面125,可抵接并将气溶胶生成制品200承托起来。第二垫片182的外径可与第一管段121的内径相等,第二垫片182的内径与第一气道16的覆盖范围相适配。
第二气道17依然包括间隔、圆周排布的多个第二子气段171,每个第二子气段171的进气口形成于第二垫片182的下方,可以是如图11所示地形成在第二管段122的底部端面,还可以是形成在第二管段122的外周侧壁;而每个第二子气段171的出气口(即为图11所示的第二出气口1711)可形成在第二垫片182的顶部端面。
比如,如图11所示,第一管段121的内径大于第二管段122的内径,而且,第二管段122的内径大于第二垫片182的内径,此时可以纵向、笔直贯穿第二垫片182的顶部端面和第二管段122的底部端面,形成纵长形的第二子气段171。
再比如,第一管段121与第二管段122的内径相等,第二子气段171的延伸方向可以是从第二管段122的底部端面向上延伸,到达第二垫片182的高度后折向第二垫片182,并延伸至第二垫片182的顶部端面,从而形成呈弯折形的第二子气段171(未图示)。
实施例5
如图12所示,实施例5的固定组件1是在实施例1的基础进行的改进。具体改进为取消设置支撑件18以及凸部124,第二气道17的形成发生改变。
在本实施例中,第一管段121的内径大于第二管段122的内径,形成一可承托起气溶胶生成制品200的台阶面,该台阶面即为承托面125。
第二气道17依然包括间隔、圆周排布的多个第二子气段171,但是在本实施例中,该些第二子气段171纵向贯穿第二管段122的两个端面,直接地形成于第二管段122的周向侧壁中,每个第二子气段171的进气口形成在第二管段122的底部端面(第二管段122远离第一管段121的端部端面),而每个第二子气段171的出气口(即为图12所示的第二出气口1711)则形成于台阶面上。
实施例6
如图13所示,实施例6的固定组件1是在实施例1的基础进行的改进。具体改进是发热基体31的内部形成有换气室311,该换气室311可与部分或者全部第一子气段161相连通。可理解地,空气从第一子气段161的进气口进入,到达换气室311后再从第一子气段161的出气口流出,会使空气在第一子气段161中产生一定的涡流效果,使得空气在发热基体31中的滞留时间变长,加热过程延长,从而能够提高加热效果。
可以理解的,以上实施例仅表达了本发明的优选实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制;应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,可以对上述技术特点进行自由组合,还可以做出若干变形和改进,这些都属于本发明的保护范围;因此,凡跟本发明权利要求范围所做的等同变换与修饰,均应属于本发明权利要求的涵盖范围。