一种弹性平面口罩
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及口罩技术领域,尤其涉及一种弹性平面口罩。
背景技术
口罩是一种卫生防护用品,佩戴在口鼻部位用于过滤进入口鼻的空气,具有阻挡有害的气体、飞沫、病毒等物质的作用。传统的口罩结构一般包括:口罩本体和设于口罩本体长度方向两侧的耳带,口罩本体中部还设有用于拉伸扩容的褶皱区。随着口罩的广泛使用,人们对口罩提出了更高的要求,比如舒适性、过滤效率等等。中国专利号:201920601452.3公开了一种口罩,包括口罩本体,所述口罩本体两侧分别与耳带固定连接,所述口罩本体设有若干条横向褶和两条纵向褶,所述口罩本体包括两层无纺布,所述两层无纺布之间设有过滤层。该口罩通过设置纵向褶皱将口罩本体分为口鼻区和侧翼区,使用时将纵向褶及横向褶的中间部分撑开可以增大口罩内部的空间,从而使得呼吸空间扩大,进而提高口罩的透气性和舒适度;此外在口罩需要收纳时将纵向褶及横向褶合上既可节省空间,也可方便携带。上述专利通过对口罩本体的改进提高了口罩的透气性和舒适度,但没有考虑到耳带可能对佩戴者产生的影响。耳带一般是由氨纶丝和涤纶(或者尼龙)通过针织、编织等工艺加工而成的细绳,与耳朵的接触面积小,长时间佩戴容易引起耳后组织受压疼痛,严重时可造成皮肤损伤,影响继续佩戴,且有感染的风险。
发明内容
因此,针对以上内容,本发明提供一种弹性平面口罩,解决现有技术一次性口罩耳带容易引起耳后组织受压疼痛,影响口罩的整体舒适度的问题。
为达到上述目的,本发明是通过以下技术方案实现的:
一种弹性平面口罩,包括口罩本体,定义口罩本体的长度方向为横向,宽度方向为纵向,所述口罩本体由外向内依次叠层设有阻隔层、过滤层和吸湿层,所述口罩本体的纵向一侧设有鼻梁条,所述口罩本体的中部在纵向上设置有多个相互平行的褶皱,在佩戴时纵向拉伸褶皱可以调整口罩本体的宽度,所述口罩本体的横向两侧设有挂耳部,所述挂耳部为弹性无纺布,所述挂耳部的宽度为20~40mm,所述挂耳部的长度为口罩本体宽度的2~3倍,所述吸湿层远离过滤层的一面设有贴合人体鼻梁曲线的柔软部,所述柔软部在鼻梁条的下方,所述柔软部呈波浪型,包括依次相连的第一凸段、凹段和第二凸段。
进一步的改进是:所述吸湿层的宽度大于阻隔层和过滤层,口罩本体纵向一侧的吸湿层翻折包覆在阻隔层的边缘表面上,口罩本体纵向另一侧的阻隔层表面放置鼻梁条,阻隔层、过滤层和吸湿层同时翻折包覆鼻梁条,固定鼻梁条的位置。
进一步的改进是:所述鼻梁条为金属鼻梁条或全塑鼻梁条。
进一步的改进是:所述柔软部为医用聚氨酯海绵。
进一步的改进是:所述褶皱的个数为3个。
进一步的改进是:所述过滤层为经过驻极处理的熔喷无纺布。
进一步的改进是:所述弹性无纺布包括依次层叠的面层无纺布、中间层无纺布和下层无纺布,所述面层无纺布、中间层无纺布和下层无纺布通过热压粘合,所述面层无纺布和下层无纺布为热风无纺布,所述中间层无纺布包括以下重量份的各原料:均聚聚丙烯35~45份、无规共聚聚丙烯25~35份、乙烯-醋酸乙烯共聚物10~20份、马来酸酐接枝聚丙烯8~15份、无机填料12~30份、抗氧剂0.4~0.8份、聚乙烯吡咯烷酮18~28份。
进一步的改进是:所述无机填料为纳米级二氧化硅或纳米碳酸钙。
进一步的改进是:所述中间层无纺布的制备方法包括以下步骤:
(1)按重量份称取各原料,搅拌混合均匀;
(2)将上述混合好的原料送入双螺杆挤出机中,加热熔融形成均匀的熔体,过滤除去熔体内的杂质;
(3)将过滤后的熔体送入纺丝箱体内进行纺丝,分配好后熔体从喷丝板喷出,冷却成型、集束、牵伸、卷曲、热定型、切断后得到弹性纤维;
(4)将步骤(3)得到的弹性纤维送入气流成网机中,凝聚形成纤网,热风粘合后制得中间层无纺布。
进一步的改进是:所述双螺杆挤出机各区的温度为165~185℃、175~195℃、180~200℃、185~205℃、190~210℃、180~200℃。
通过采用前述技术方案,本发明的有益效果是:
(1)本发明制备的口罩挂耳部选用弹性无纺布,替代传统口罩中由氨纶丝和涤纶通过针织、编织等工艺加工而成的细绳,弹性无纺布具有良好的弹性,呈扁平状,其宽度为20~40mm,佩戴时耳朵受力面积更大,降低了损伤耳后组织的可能性,提高了长时间佩戴口罩的舒适性。
(2)本发明在口罩本体上设置柔软部,包括依次相连的第一凸段、凹段和第二凸段,所述柔软部呈波浪型,贴合人体鼻梁曲线,能够解决了现有技术中口罩本体顶端与使用者脸部之间缝隙大导致密封性不足的问题,提高了口罩的防护能力,所述柔软部的材质为医用聚氨酯海绵,医用聚氨酯海绵质地柔软、安全不刺激,可以提高佩戴的舒适度;而且具有很强的吸水性,可以吸收佩戴者口鼻呼出的水汽,保持口罩与脸部之间的干爽性。
(3)所述弹性无纺布包括依次层叠的面层无纺布、中间层无纺布和下层无纺布,所述面层无纺布、中间层无纺布和下层无纺布通过热压粘合,所述面层无纺布和下层无纺布选用蓬松、柔软、弹性好的热风无纺布,各层无纺布复合形成的弹性无纺布具有优异的弹性,能够满足诸如耳带等卫生用品的需求。所述中间层无纺布包括以下重量份的各原料:均聚聚丙烯35~45份、无规共聚聚丙烯25~35份、乙烯-醋酸乙烯共聚物10~20份、马来酸酐接枝聚丙烯8~15份、无机填料12~30份、抗氧剂0.4~0.8份、聚乙烯吡咯烷酮18~28份。配方中的各组分在发挥各自的功能外还具有协同作用,其中乙烯-醋酸乙烯共聚物是良好的热塑性弹性体,可以与均聚聚丙烯形成互穿网络结构,有效地增强均聚聚丙烯的韧性、弹性。无规共聚聚丙烯抗冲击性能强,流动性好,在配方中添加一定量的无规共聚聚丙烯还能够增强乙烯-醋酸乙烯共聚物与均聚聚丙烯的结合力,提高整个体系的弹性。纳米二氧化硅和碳酸钙等无机填料也能够起到增强增韧的作用,同时在满足材料增韧效果的基础上减少热塑性弹性体乙烯-醋酸乙烯共聚物的用量,降低了成本。本发明同时利用了乙烯-醋酸乙烯共聚物与无机填料的增韧作用,将有机物与无机物相结合起来,实现了更好的增韧效果。
(4)传统口罩的生产过程是先将制作口罩本体,口罩本体全部制作完成并集中之后,再将耳带焊接在口罩本体的两侧,在生产过程中口罩本体的制作与焊接耳带分开进行的,工序比较麻烦,生产速度较慢,一般稳定速度只有100片/min。本发明使用弹性无纺布为挂耳部,弹性无纺布先经过折叠、压点固定、刮胶、分切、转移工序后,最后采用超声波焊接在口罩本体上,实现挂耳部与口罩本体的在线复合,生产速度可达到1000片/min,解决了传统口罩生产工艺速度慢的问题。
附图说明
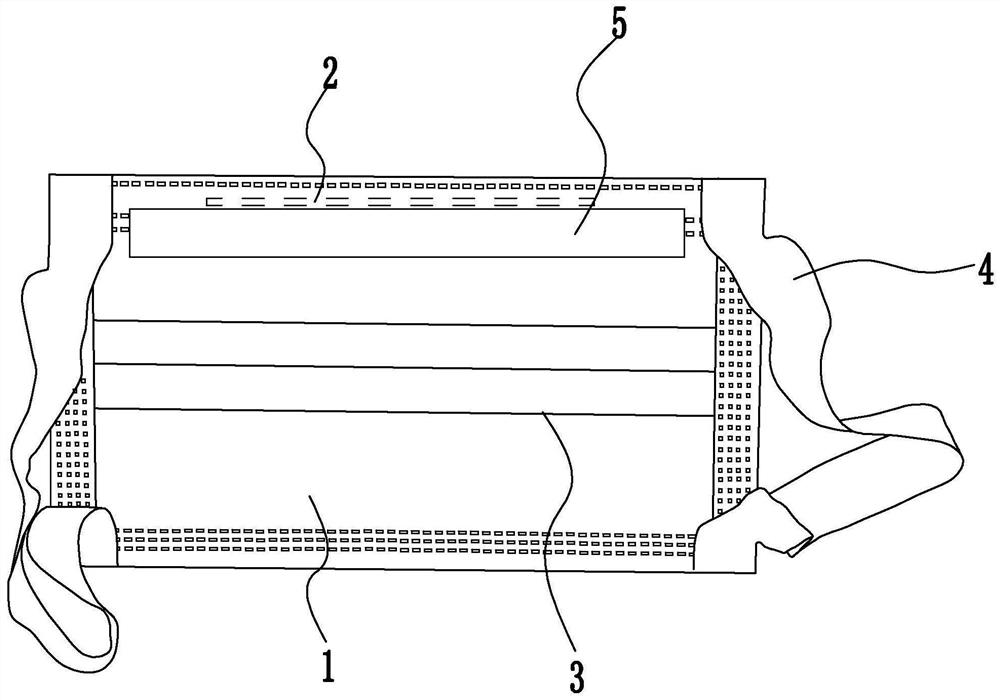
图1是本发明实施例一的结构示意图;
图2是本发明实施例一中口罩本体的分解图;
图3是本发明实施例一中挂耳部的结构示意图;
图4是本发明的生产工艺流程图。
具体实施方式
以下将结合具体实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。
若未特别指明,实施例中所采用的技术手段为本领域技术人员所熟知的常规手段,所采用的试剂和产品也均为可商业获得的。所用试剂的来源、商品名以及有必要列出其组成成分者,均在首次出现时标明。
实施例一
参考图1至图3,一种弹性平面口罩,包括口罩本体1,定义口罩本体1的长度方向为横向,宽度方向为纵向,所述口罩本体1由外向内依次叠层设有阻隔层11、过滤层12和吸湿层13,所述阻隔层为丙纶纺粘无纺布,可以有效阻止液体飞溅物及粉尘等颗粒的进入;所述过滤层为经过驻极处理的熔喷无纺布,熔喷无纺布是由聚丙烯超细纤维制成的,具有很好的过滤性、屏蔽性,驻极处理使得熔喷无纺布带有电荷,带电纤维间形成了大量的电极,增加静电吸附性,对颗粒物、气溶胶、飞沫等物质的过滤效率提高;所述吸湿层为超柔亲水无纺布,可以吸收佩戴者口鼻呼出的水汽。所述口罩本体1的纵向一侧设有鼻梁条2,所述鼻梁条2为全塑鼻梁条,所述吸湿层13的宽度大于阻隔层11和过滤层12,三层结构纵向一侧齐平,在该侧阻隔层11表面放置鼻梁条2,阻隔层11、过滤层12和吸湿层13同时翻折包覆鼻梁条2,固定鼻梁条2的位置,口罩本体1纵向另一侧的吸湿层13翻折包覆在阻隔层11的边缘表面上。所述口罩本体1的中部在纵向上设置有三个相互平行的褶皱3,在佩戴时纵向拉伸褶皱可以调整口罩本体的宽度,所述口罩本体1的横向两侧设有挂耳部4,所述挂耳部4的宽度为20mm,所述挂耳部4的长度为口罩本体1宽度的3倍,所述吸湿层13远离过滤层12的一面设有贴合人体鼻梁曲线的柔软部5,所述柔软部5在鼻梁条2的下方,所述柔软部5为医用聚氨酯海绵,所述柔软部5呈波浪型,包括依次相连的第一凸段51、凹段52和第二凸段53。
口罩的制作过程如图4所示,在口罩本体的制作时,同步处理弹性无纺布,弹性无纺布先经过过折叠、压点固定、刮胶、分切、转移工序后,最后采用超声波焊接在口罩本体上,实现挂耳部与口罩本体的在线复合,生产速度可达到1000片/min,解决了传统口罩生产工艺速度慢的问题。然后加上鼻梁条,进行纵向封合、分切,最后将柔软部通过热熔胶粘合在口罩本体的吸湿层表面上。
所述挂耳部4为弹性无纺布,包括依次层叠的面层无纺布41、中间层无纺布42和下层无纺布43,所述面层无纺布41、中间层无纺布42和下层无纺布43通过热压粘合,所述面层无纺布41和下层无纺布43均为热风无纺布,所述中间层无纺布的制备方法包括以下步骤:
(1)按以下重量份称取各原料:均聚聚丙烯35份、无规共聚聚丙烯25份、乙烯-醋酸乙烯共聚物10份、马来酸酐接枝聚丙烯8份、纳米二氧化硅12份、抗氧剂1680.4份、聚乙烯吡咯烷酮18份,搅拌混合均匀;
(2)将上述混合好的原料送入双螺杆挤出机中,加热熔融形成均匀的熔体,过滤除去熔体内的杂质;所述双螺杆挤出机各区的温度为165℃、175℃、180℃、185℃、190℃、180℃。
(3)将过滤后的熔体送入纺丝箱体内进行纺丝,纺丝箱体的温度为210℃,分配好后熔体从喷丝板喷出,冷却成型、集束、牵伸、卷曲、热定型、切断后得到弹性纤维;
(4)将步骤(3)得到的弹性纤维送入气流成网机中,凝聚形成纤网,热风粘合后制得中间层无纺布。
实施例二
一种弹性平面口罩,包括口罩本体,定义口罩本体的长度方向为横向,宽度方向为纵向,所述口罩本体由外向内依次叠层设有阻隔层、过滤层和吸湿层,所述口罩本体的纵向一侧设有鼻梁条,所述鼻梁条为全塑鼻梁条,所述口罩本体的中部在纵向上设置有三个相互平行的褶皱,在佩戴时纵向拉伸褶皱可以调整口罩本体的宽度,所述口罩本体的横向两侧设有挂耳部,所述挂耳部的宽度为30mm,所述挂耳部的长度为口罩本体宽度的2.5倍,所述吸湿层远离过滤层的一面设有贴合人体鼻梁曲线的柔软部,所述柔软部在鼻梁条的下方,所述柔软部为医用聚氨酯海绵,所述柔软部呈波浪型,包括依次相连的第一凸段、凹段和第二凸段。
所述挂耳部为弹性无纺布,包括依次层叠的面层无纺布、中间层无纺布和下层无纺布,所述面层无纺布、中间层无纺布和下层无纺布通过热压粘合,所述面层无纺布和下层无纺布均为热风无纺布,所述中间层无纺布的制备方法包括以下步骤:
(1)按以下重量份称取各原料:均聚聚丙烯40份、无规共聚聚丙烯30份、乙烯-醋酸乙烯共聚物15份、马来酸酐接枝聚丙烯12份、纳米碳酸钙21份、抗氧剂1010 0.6份、聚乙烯吡咯烷酮23份,搅拌混合均匀;
(2)将上述混合好的原料送入双螺杆挤出机中,加热熔融形成均匀的熔体,过滤除去熔体内的杂质;所述双螺杆挤出机各区的温度为175℃、185℃、190℃、195℃、200℃、190℃。
(3)将过滤后的熔体送入纺丝箱体内进行纺丝,纺丝箱体的温度为210℃,分配好后熔体从喷丝板喷出,冷却成型、集束、牵伸、卷曲、热定型、切断后得到弹性纤维;
(4)将步骤(3)得到的弹性纤维送入气流成网机中,凝聚形成纤网,热风粘合后制得中间层无纺布。
实施例三
一种弹性平面口罩,包括口罩本体,定义口罩本体的长度方向为横向,宽度方向为纵向,所述口罩本体由外向内依次叠层设有阻隔层、过滤层和吸湿层,所述口罩本体的纵向一侧设有鼻梁条,所述鼻梁条为全塑鼻梁条,所述口罩本体的中部在纵向上设置有三个相互平行的褶皱,在佩戴时纵向拉伸褶皱可以调整口罩本体的宽度,所述口罩本体的横向两侧设有挂耳部,所述挂耳部的宽度为40mm,所述挂耳部的长度为口罩本体宽度的2倍,所述吸湿层远离过滤层的一面设有贴合人体鼻梁曲线的柔软部,所述柔软部在鼻梁条的下方,所述柔软部为医用聚氨酯海绵,所述柔软部呈波浪型,包括依次相连的第一凸段、凹段和第二凸段。
所述挂耳部为弹性无纺布,包括依次层叠的面层无纺布、中间层无纺布和下层无纺布,所述面层无纺布、中间层无纺布和下层无纺布通过热压粘合,所述面层无纺布和下层无纺布均为热风无纺布,所述中间层无纺布的制备方法包括以下步骤:
(1)按以下重量份称取各原料:均聚聚丙烯45份、无规共聚聚丙烯35份、乙烯-醋酸乙烯共聚物20份、马来酸酐接枝聚丙烯15份、纳米二氧化硅30份、抗氧剂10760.8份、聚乙烯吡咯烷酮28份,搅拌混合均匀;
(2)将上述混合好的原料送入双螺杆挤出机中,加热熔融形成均匀的熔体,过滤除去熔体内的杂质;所述双螺杆挤出机各区的温度为185℃、195℃、200℃、205℃、210℃、200℃。
(3)将过滤后的熔体送入纺丝箱体内进行纺丝,纺丝箱体的温度为210℃,分配好后熔体从喷丝板喷出,冷却成型、集束、牵伸、卷曲、热定型、切断后得到弹性纤维;
(4)将步骤(3)得到的弹性纤维送入气流成网机中,凝聚形成纤网,热风粘合后制得中间层无纺布。
性能测试
对实施例一至三制备得到的弹性无纺布进行断裂强力和伸长率的测试,测试结果见表1。
对比例一
一种弹性无纺布,包括依次层叠的面层无纺布、中间层无纺布和下层无纺布,所述面层无纺布、中间层无纺布和下层无纺布通过热压粘合,所述面层无纺布和下层无纺布均为热风无纺布,所述中间层无纺布包括以下重量份的原料:均聚聚丙烯45份、乙烯-醋酸乙烯共聚物20份、马来酸酐接枝聚丙烯15份、纳米二氧化硅30份、抗氧剂10760.8份、聚乙烯吡咯烷酮28份。中间层无纺布的制备方法与实施例三相同。
对比例二
一种弹性无纺布,包括依次层叠的面层无纺布、中间层无纺布和下层无纺布,所述面层无纺布、中间层无纺布和下层无纺布通过热压粘合,所述面层无纺布和下层无纺布均为热风无纺布,所述中间层无纺布包括以下重量份的原料:均聚聚丙烯45份、无规共聚聚丙烯35份、乙烯-醋酸乙烯共聚物20份、马来酸酐接枝聚丙烯15份、抗氧剂10760.8份、聚乙烯吡咯烷酮28份。中间层无纺布的制备方法与实施例三相同。
表1
由表1可知,本发明制备得到的弹性无纺布具有良好的断裂伸长率和断裂强力,其弹性能够满足一次性口罩挂耳部材料的要求。实施例三与对比例比较可知,本发明中间层无纺布确定了最佳的原料组合及其配比,配方中的各组分在发挥各自的功能外还具有协同作用,表现出更好的弹性。
以上所记载,仅为利用本创作技术内容的实施例,任何熟悉本项技艺者运用本创作所做的修饰、变化,皆属本创作主张的专利范围,而不限于实施例所揭示者。
- 一种平面口罩切孔辊、平面口罩切孔机构及平面口罩生产设备
- 一种弹性耳带平面口罩全伺服高速生产线