乳胶绵与立绵结合的模杯及其制备方法
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及服装生产技术领域,具体涉及一种乳胶绵与立绵结合的模杯以及该乳胶绵与立绵结合的模杯的制备方法。
背景技术
直立绵简称3D绵,是一种新型的环保型非织造立体材料,具有如海绵状的三维立体构造的直立纤维网结构或蜂窝状纤维网结构,不同于传统非织造材料的平行纤维网结构。直立绵具有不易分解、不会发黄、不会产生有毒物质,高回弹、高抗压、轻质感、高透气性、高排污性、易晾晒、不易变形、不易滋生有害细菌,可操作性强、扩展性强等特点。
天然乳胶发泡海绵,简称乳胶海绵或乳胶绵,它具有透气性特佳、高加力、环保、天然、抑菌等特点。其主要有平面乳胶发泡和模具乳胶发泡两成型方式,主要用于:鞋中底垫,手袋箱包及地毯的夹层用料;运动器材类的足球手套和瑜伽垫及束腰带;家具类的沙发床垫及枕头;化妆用品类的化妆棉及粉扑,雕刻类的印章用料;电子类的鼠标垫及电子垫片,医疗卫生领域等领域。作为天然乳胶加工而成,乳胶绵不含对人体有害的化学成分,无毒无公害,可自然分解,产品符合美国、日本、欧盟[RoHS]环保要求,且材料本身的硫化可以自行生物降解,不会给环境造成任何的污染等等。
目前市场多以海绵模杯和立绵模杯居多,但是纯海绵模杯由于较重、气味大,越来越不能满足人们的需求。现有的立绵必须配合三明治布料才可以模压成模杯,其原因是因为立绵本身的特性,如支撑性不好、不耐水洗,水洗后起皱、下塌、松散等问题,所以需要结合三明治布料,采用三明治布料的厚度和强支撑性来缓解或掩盖立绵的水洗问题。但这样的模杯随之带来了其它问题,如:1.模杯杯口厚,且三明治布料在裁切的时候会出现拉丝,拉丝会对人体皮肤产生刺痛或不舒服的感觉,所以模杯封口位置需要做防扎处理;2.采用了三明治的模杯成本会很高(三明治布料的价格在35-80元/米不等,但普通佳积布为10元/米左右);3.立绵模杯的布料的选择很局限,对文胸设计如印花、以及工艺等都有所限制。
发明内容
有鉴于此,为了克服现有技术的缺陷,本发明的目的是提供一种乳胶绵与立绵结合的模杯。
为了达到上述目的,本发明采用以下的技术方案:
一种乳胶绵与立绵结合的模杯,依次包括第一面料层、第一绵层、第二绵层以及第二面料层,所述第一绵层的材质为乳胶绵或立绵的其中一种,所述第二绵层的材质为乳胶绵或立绵的剩余一种,所述第一面料层与第二绵层之间、所述第二面料层与第二绵层之间全贴合。
通过将乳胶棉与立绵结合,将乳胶绵环保、天然,抑菌、无毒无公害、可自然分解的特点,和立绵不发黄、不产生有毒物质、高透气性、高排污性、轻质感、易晾晒、不易变形、不易滋生有害细菌的特点相结合,制备一款不产生有毒物质、环保健康、透气吸湿排汗、抗细菌滋生的乳胶绵立绵模杯。
优选地,所述第一绵层和/或第二绵层上具有贯穿各自厚度方向上的透气孔。透气孔的设置更加能够增加模杯的透气、排汗性能。
更加优选地,所述透气孔的孔径为1.0-1.5mm,所述透气孔的孔距为8-14mm。优选透气孔的孔径为1.2mm,所述透气孔的孔距为12mm。
优选地,所述第一绵层和第二绵层之间还设置有立绵削绵芯。立绵削绵芯进一步增加模杯的厚度,立绵削绵芯上也优选开设有贯穿其厚度的孔。
优选地,所述立绵层在10mm的厚度下克重为160-170g/m
优选地,所述第一绵层和第二绵层的厚度均为2-3mm。立绵的材质优选为2mm厚,立绵过厚会产生不耐水洗的问题。
优选地,所述第一面料层与第一绵层、第二面料层与第二绵层之间具有热熔胶,所述热熔胶的上胶量为10-20g/m
本发明还提供了一种如上所述的乳胶绵与立绵结合的模杯的制备方法,包括以下步骤:
1)设计:设计模杯的款式;
2)开设模具:根据设计的模杯款式开设模具,所述模具包括位于上方的凸模和位于下方的凹模;
3)备料:根据设计的模杯款式准备立绵、面料以及乳胶绵;
4)贴合:将面料与乳胶绵或立绵贴合,裁切后形成贴合在一起的第一面料层、第一绵层以及贴合在一起的第二面料层、第二绵层;
5)预定型:将贴合在一起的第二面料层、第二绵层放入所述模具中,所述第二绵层靠近所述凸模,所述第二面料层靠近所述凹模,之后进行热压预定型,得到下层杯;预压时的参数为凹凸模温度:148-150℃,时间:180s,压力:8kg/cm
6)模压:将贴合在一起的第一面料层、第一绵层与下层杯层叠后进行模压,模压时,所述第一面料层靠近凸模,所述第二面料层靠近凹模;所述第一绵层和/或第二绵层上涂覆有水,所述水的涂覆量约为0.3-0.8g/cm
由于乳胶绵为低温成型,在大于150℃的情况下会烧焦或烤焦,所以在第一绵层和第二绵层之间涂覆水能够形成蒸的作用,进而促使模杯成型,而非传统的烤熟,其优势有:1.水受热会加速蒸发,防止高温烫伤乳胶绵;2.水蒸气更容易分散,模杯的成型效果更好;3.乳胶绵有一定的气味,模压时加入水,水受热形成水蒸气逸出后能够降低模杯的气味。
在一些实施例中,为了制备厚杯,需要在第一绵层和第二绵层之间加入削绵芯,此时可以在削绵芯上喷涂胶水。
7)修剪:模压后进行冷却和修剪,得到乳胶绵与立绵结合的模杯。冷却为采用冷模进行压合,参数为模具温度:室温,时间:100s,压力:8kg/cm
由于采用了以上的技术方案,相较于现有技术,本发明的有益之处在于:本发明的乳胶绵与立绵结合的模杯,将天然乳胶绵和立绵两种环保材料相结合,将乳胶绵抑菌、无毒无公害、可自然分解的特点,和立绵不发黄、不产生有毒物质、高透气性、高排污性、轻质感、易晾晒、不易变形、不易滋生有害细菌的特点相结合,制备得到一款不产生有毒物质、环保健康、透气吸湿排汗、抗细菌滋生的乳胶绵立绵结合的模杯,使用者穿戴更加舒适、更环保、更健康、更愉悦的穿着体验。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
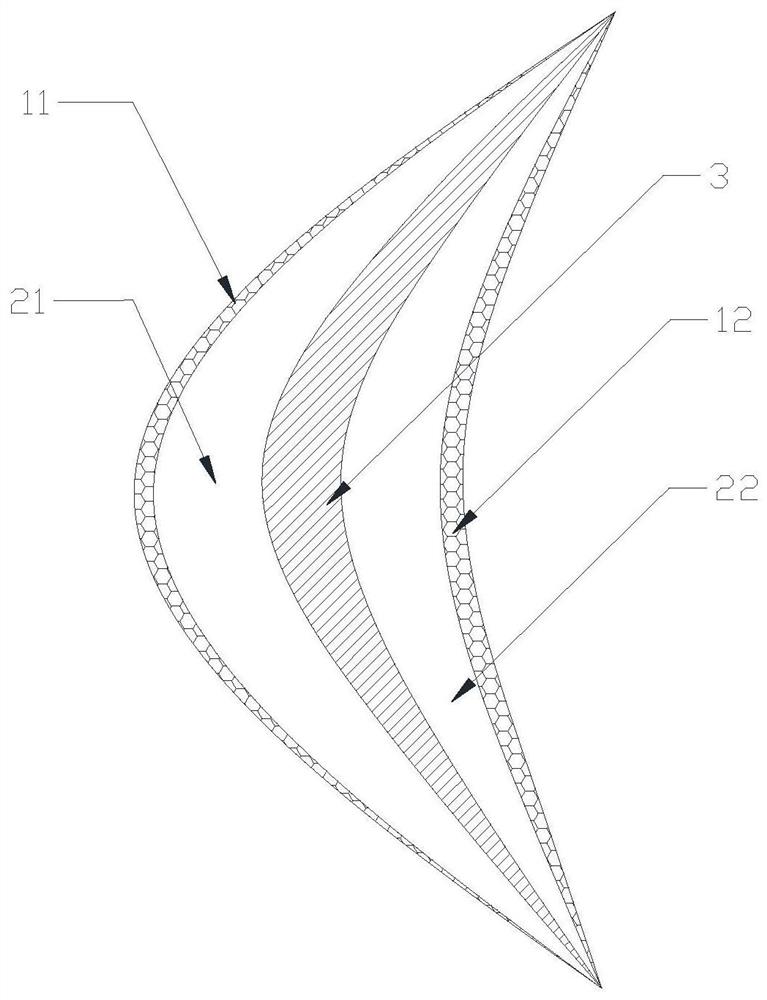
图1为本发明优选实施例中乳胶绵与立绵结合的模杯的截面图;
图2为本发明优选实施例一中下层杯的模压示意图;
图3为本发明优选实施例一中的模杯模压示意图;
图4为本发明优选实施例二中乳胶绵与立绵结合的模杯的模压示意图;
其中:第一面料层-11,第二面料层-12,第一绵层-21,第二绵层-22,立绵削绵芯-3,第一复合材料-41,第二复合材料-42,凸模-5,凹模-6。
具体实施方式
为了使本技术领域的人员更好地理解本发明的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
实施例1 乳胶绵与立绵结合的模杯
参见图1-3,本实施例中的薄款乳胶绵与立绵结合的模杯,依次包括第一面料层11、第一绵层21、第二绵层22以及第二面料层12,第一面料层11与第二绵层22之间、第二面料层12与第二绵层22之间全贴合。本实施例中第一绵层21的材质为立绵,第二绵层22的材质为乳胶绵。
立绵层在10mm的厚度下克重为160-170g/m
本实施例中的第一绵层21和第二绵层22上均具有贯穿各自厚度方向上的透气孔。透气孔的设置更加能够增加模杯的透气、排汗性能。透气孔的孔径为1.2mm,透气孔的孔距为12mm。
为了增加模杯的厚度,第一绵层21和第二绵层22之间还设置有立绵削绵芯3。立绵削绵芯3进一步增加模杯的厚度,立绵削绵芯3上也优选开设有贯穿其厚度的孔。
本实施例中第一绵层21的厚度为2mm,第二绵层22的厚度为3mm。立绵的材质优选为2mm厚,立绵过厚会产生不耐水洗的问题。
第一面料层11与第一绵层21、第二面料层12与第二绵层22之间采用热熔胶进行贴合,热熔胶的上胶量为15g/m
本发明通过将乳胶棉与立绵结合,将乳胶绵环保、天然,抑菌、无毒无公害、可自然分解的特点,和立绵不发黄、不产生有毒物质、高透气性、高排污性、轻质感、易晾晒、不易变形、不易滋生有害细菌的特点相结合,制备一款不产生有毒物质、环保健康、透气吸湿排汗、抗细菌滋生的乳胶绵立绵模杯。
本实施例中的杯面立绵、乳胶绵的组合模杯,相比较纯乳胶绵模杯更透气、轻盈,价格也会更低廉。相比较纯立绵模杯,手感更加柔软,洗水杯里会更好。
将本实施例中的乳胶绵立绵模杯进行水洗,水洗为采用洗衣机,30℃水温,水洗时间30min/次,洗衣机转速800转/min,洗涤20次。水洗后的杯面杯里皱纹少、短、浅,水洗后本实施例中产品的外观比现有市售的立绵产品的外观好。
本实施例还提供了一种如上的乳胶绵与立绵结合的模杯的制备方法,包括以下步骤:
1)设计
设计模杯的款式。
2)开设模具
根据设计的模杯款式开设模具,模具包括位于上方的凸模5和位于下方的凹模6。
3)备料
根据设计的模杯款式准备立绵、面料以及乳胶绵。
4)贴合
将面料与乳胶绵或立绵贴合,裁切后形成贴合在一起的第一面料层11、第一绵层21以及贴合在一起的第二面料层12、第二绵层22。即本实施例中的第一复合材料41为面料贴合立绵,第二复合材料42为面料贴合乳胶绵。
贴合时为使用复合机并采用热熔胶进行各层之间的复合,复合时的参数为热熔胶的上胶量10-20g/m
5)预定型
将贴合在一起的第二面料层12、第二绵层22放入模具中,第二绵层22靠近凸模5,第二面料层12靠近凹模6,之后进行热压预定型,得到下层杯。
预压时的参数为凹凸模5温度:148-150℃,时间:180s,压力:8kg/cm
6)模压
将贴合在一起的第一面料层11、第一绵层21与下层杯层叠后进行模压,模压时,第一面料层11靠近凸模5,第二面料层12靠近凹模6.
第一绵层21和/或第二绵层22上涂覆有水,水的涂覆量为保证不会有水珠流下,通常保持在0.3-0.8g/cm
由于乳胶绵为低温成型,在大于150℃的情况下会烧焦或烤焦,所以在第一绵层21和第二绵层22之间涂覆水能够形成蒸的作用,进而促使模杯成型,而非传统的烤熟,其优势有:1.水受热会加速蒸发,防止高温烫伤乳胶绵;2.水蒸气更容易分散,模杯的成型效果更好;3.乳胶绵有一定的气味,模压时加入水,水受热形成水蒸气逸出后能够降低模杯的气味。
在本实施例中,为了制备厚杯,在第一绵层21和第二绵层22之间加入削绵芯,此时可以在削绵芯上喷涂快干胶以及水。表面均匀挂水珠为宜,不可有水流淌。
7)修剪
模压后进行冷却和修剪,得到乳胶绵与立绵结合的模杯。冷却为采用冷模进行压合,参数为模具温度:室温,时间:100s,压力:8kg/cm
本实施例将乳胶绵和立绵相结合,取其各自材质优点,制备不产生有毒物质、环保健康、透气吸湿排汗、抗细菌滋生的乳胶绵立绵模杯。可使使用者有更舒适、更环保、更健康、更愉悦的穿着体验。
实施例2 乳胶绵与立绵结合的模杯
参见图1和4,本实施例中的乳胶绵与立绵结合的模杯以及其制备方法与实施例1基本相同,区别点在于本实施例中的第一复合材料41为面料与乳胶绵贴合后形成,第二复合材料42为面料贴合立绵后形成,且乳胶绵上具有透气孔,但是立绵上没有开设透气孔。
以上实施例中出现的“绵”与现有技术中的“棉”可以通用,不会对本发明的技术方案造成限制和曲解。以上实施例中为具体说明的技术方案为本领域的常规技术手段或选择如面料与立绵之间的复合、乳胶棉的制备等。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 乳胶绵与立绵结合的模杯及其制备方法
- 硅胶绵与立绵结合的模杯及其制作方法