一种服装裁片折叠机构
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及服装生产设备技术领域,具体为一种服装裁片折叠机构。
背景技术
服装生产中,裁片的无缝拼接粘合加工是较为常见的一种裁片加工工艺,尤其是服装袖、裤管等部位;目前超声热熔粘合工艺中,其服装裁片的折叠加工多是依靠人工手动上料、折叠对边作业,而且为了避免折叠裁片能够及时被固定,其裁片折叠拼接工艺中,多是一边进行裁片的折叠作业,一边紧随其后将折叠的裁片通过超声波粘合轮实施上胶粘合作业,整个裁片折叠加工工艺中,工人需要实施上料铺料,裁片折叠对边,超声波粘合时的裁片导向等操作,人工参与度较高,产品加工效率将受到人工操作速度的制约,无法达到快速高效的裁片折叠加工,而且,裁片的折叠作业中,由于人工参与度较高,同样也使得裁片折叠拼接的质量容易出现参差不齐的现象。
为此,我们提出一种服装裁片折叠机构。
发明内容
针对现有技术的不足,本发明提供一种服装裁片折叠机构。
本发明公开的一种服装裁片折叠机构,包括底座和竖直安装在底座两端的安装架,两个所述安装架的外侧分别安装有右旋转气缸和左旋转气缸,两个所述安装架之间还通过轴承分别安装有右转轴和左转轴,所述右转轴和左转轴的端部分别与对应的右旋转气缸和左旋转气缸传动连接;所述右转轴和左转轴的两端分别设有一组一号导向架和二号导向架,所述一号导向架和二号导向架顶部靠近边沿的位置均开设有弧形的导向开孔;
所述一号导向架和二号导向架上的导向开孔内均贯穿有连接头,所述一号导向架上的连接头一端通过安装块安装有右台面,且一号导向架上的连接头另一端则与右转轴端部固定连接,所述二号导向架上的连接头一端通过安装块安装有左台面,且二号导向架上的连接头另一端则与左转轴的端部固定连接;
所述左台面和右台面的中间设有支撑架,所述支撑架顶部开口的两侧向外翻卷各构成一个托台,所述支撑架、左台面和右台面构成用来固定裁片面料并完成的裁片面料折叠作业的折叠台;所述左台面、右台面底部靠近外侧的一边以及两个所述托台的内部均一体成型有负压腔,所述左台面和右台面以及托台的顶部对应各自底部负压腔的位置均匀开设有吸孔,每个所述负压腔的底部均连通有一个气管接头。
进一步的,所述右转轴和左转轴相互之间平行,所述右转轴两端的一号导向架和所述左转轴两端的二号导向架结构相同,所述一号导向架和二号导向架均通过螺栓安装在底座上,且一号导向架和二号导向架的立面与安装架平行。
进一步的,所述一号导向架和二号导向架上的导向开孔与对应位置的右转轴和左转轴之间采用同轴心设计。
进一步的,所述支撑架的底部通过螺栓安装在底座上,且支撑架从横断面看呈U形结构设计,两个所述托台的端部采用闭口端设计,且两个托台与右台面和左台面在初始状态下处于同一平面。
进一步的,所述支撑架内侧的槽壁顶部焊接有横断面为90度折角的托板。
进一步的,所述连接头与安装块之间以及左台面和右台面与安装块之间均采用螺栓进行固定安装。
进一步的,所述左台面和右台面的外侧边沿位置均固定有用来辅助定位裁片面料的定位标尺板。
进一步的,所述托台、左台面和右台面底部的气管接头各设有两个,分别位于托台、左台面和右台面底部靠近两端的位置,且每个气管接头均通过软管外接在抽真空机的阀岛上。
与现有技术相比,本发明的有益效果如下:
本发明主要运用于服装裁片的无缝粘合工艺,整个裁片折叠机构中,采用两个独立翻转的折叠单元,结合真空负压对裁片实施固定,整个裁片的折叠操作,只需要工人完成铺料即可,其余折叠动作全部由折叠机构自动完成,而且折叠过程中,裁片被真空负压吸附固定在折叠台上,能够有效避免裁片在翻折时出现位移,能够确保裁片折叠精度,整个裁片折叠过程中人工参与度低,能够最大限度的降低因人工干预造成的质量问题,同时还能有效提高裁片折叠加工的效率,适合服装裁片无缝粘合加工的量产,也适合用于定制产品的生产。
附图说明
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
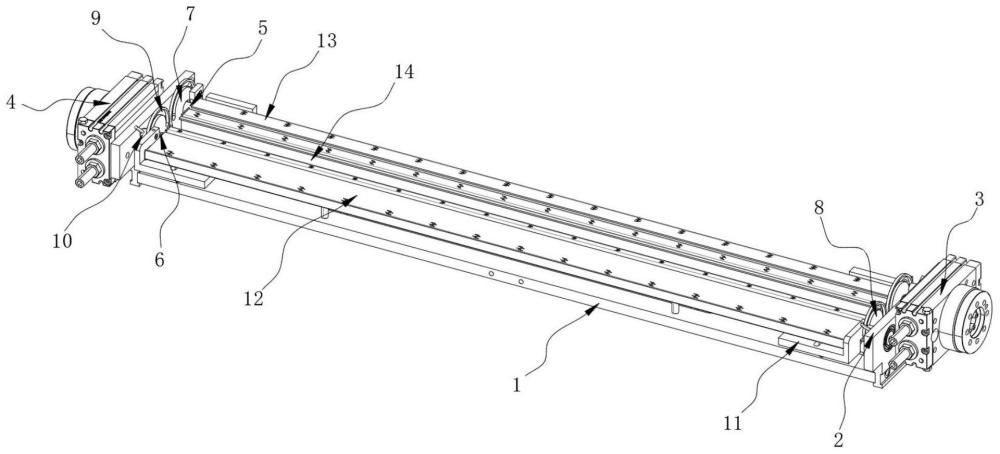
图1为本发明结构示意图一;
图2为本发明结构示意图二;
图3为本发明翻转驱动机构结构示意图;
图4为本发明分解结构示意图;
图5为本发明折叠台结构示意图一;
图6为本发明折叠台结构示意图二;
图7为本发明剖面结构示意图一;
图8为本发明剖面结构示意图二;
图9为本发明剖面结构示意图三。
图中:1、底座;2、安装架;3、右旋转气缸;4、左旋转气缸;5、右转轴;6、左转轴;7、一号导向架;8、二号导向架;9、导向开孔;10、连接头;11、安装块;12、左台面;13、右台面;14、支撑架;15、裁片面料;16、托台;17、托板;18、气管接头;19、负压腔。
具体实施方式
实施例:
本发明公开了一种服装裁片折叠机构;
为了解决目前传统服装裁片无缝粘合工艺中,裁片面料15的折叠及粘合工艺中过于依赖人工操作(即,整个操作过程,需要人工上料铺料,折叠对齐,以及超声波粘合送料等操作),导致服装裁片的折叠加工效率始终无法得到有效提高,而且由于人工参与度较高,导致裁片拼接粘合加工的质量容易出现参差不齐的现象,如图1-9所示,我们设计出一种人工参与度低,机械化程度高的裁片折叠机构,具体方案包括底座1和竖直安装在底座1两端的安装架2,两个安装架2的外侧分别安装有右旋转气缸3和左旋转气缸4,两个安装架2之间还通过轴承分别安装有右转轴5和左转轴6,右转轴5和左转轴6的端部分别与对应的右旋转气缸3和左旋转气缸4传动连接;通过左转轴6和右转轴5分别与对应的左旋转气缸4和右旋转气缸3实施传动,构成裁片面料15的左、右折叠两个动作的独立驱动机构,右转轴5和左转轴6的两端分别设有一组一号导向架7和二号导向架8,一号导向架7和二号导向架8顶部靠近边沿的位置均开设有弧形的导向开孔9;一号导向架7和二号导向架8上的导向开孔9内均贯穿有连接头10,一号导向架7上的连接头10一端通过安装块11安装有右台面13,且一号导向架7上的连接头10另一端则与右转轴5端部固定连接,二号导向架8上的连接头10一端通过安装块11安装有左台面12,且二号导向架8上的连接头10另一端则与左转轴6的端部固定连接,连接头10与安装块11之间以及左台面12和右台面13与安装块11之间均采用螺栓进行固定安装。
如图8所示,该实施例中,以连接头10为翻转折叠时的动力转接件,再以安装块11在左、右翻转驱动机构上分别安装左台面12和右台面13,由于左台面12和右台面13在翻转时虽主动力源在于左、右两个转轴上,但由于左、右两个台面与两个转轴之间通过连接头10进行间接固定安装,因此左台面12和右台面13的翻转轴心位置与左转轴6和右转轴5的轴心之间能够出现侧向偏移,这样一来可以最大限度地提高裁片面料15在折叠位置的贴合度。
如图5-9所示,该实施例中,为了配合完成上述裁片面料15的左、右折叠动作,在左台面12和右台面13的中间设有支撑架14,支撑架14顶部开口的两侧向外翻卷各构成一个托台16,支撑架14、左台面12和右台面13构成用来固定裁片面料15并完成的裁片面料15折叠作业的折叠台;左台面12、右台面13底部靠近外侧的一边以及两个托台16的内部均一体成型有负压腔19,左台面12和右台面13以及托台16的顶部对应各自底部负压腔19的位置均匀开设有吸孔,每个负压腔19的底部均连通有一个气管接头18,托台16、左台面12和右台面13底部的气管接头18各设有两个,分别位于托台16、左台面12和右台面13底部靠近两端的位置,且每个气管接头18均通过软管外接在抽真空机的阀岛上。
在实施裁片面料15的折叠动作中,工作人员只需要将裁片面料15平铺在折叠台上并启动抽真空机,将裁片面料15吸附固定到折叠台上即可,剩余的裁片面料15折叠动作由工作人员启动折叠机构,由左旋转气缸4和右旋转气缸3进行前后交替工作分别带动对应的左台面12和右台面13进行翻转,将裁片面料15经过折叠后送到指定位置即可。
需要进一步说明的是:左旋转气缸4和右旋转气缸3动作的前后顺序可根据加工需求进行灵活调换,且由于左台面12和右台面13以及两个托台16背后的负压腔19都是独立通过气管接头18连接在抽真空机的阀岛上,因此每个负压腔19的抽真空吸附效果是可以独立控制的,这为本机构对裁片折叠动作提供便利。
该实施例中,为了进一步确保裁片面料15折叠加工的精度,帮助工作人员能够正确在折叠台上铺装裁片面料15,在左台面12和右台面13的外侧边沿位置均固定有用来辅助定位裁片面料15的定位标尺板(未示出)。
该实施例中,为了使得裁片折叠能够顺利完成翻转动作,其右转轴5和左转轴6之间采用相互平行设计,且右转轴5两端的一号导向架7和左转轴6两端的二号导向架8结构相同,一号导向架7和二号导向架8均通过螺栓安装在底座1上,且一号导向架7和二号导向架8的立面与安装架2平行。
如图8所示,该实施例中,为了确保左台面12和右台面13能够顺利借助连接头10被左转轴6和右转轴5带动翻转,将一号导向架7和二号导向架8上的导向开孔9与对应位置的右转轴5和左转轴6之间采用同轴心设计。
如图7-9所示,该实施例中,为使得裁片面料15在折叠时,确保中部面料不会因为两边面料的翻转折叠而出现位置偏移,最大限度使得裁片面料15中部保持稳定,确保裁片折叠精度,其支撑架14的底部通过螺栓安装在底座1上,且支撑架14从横断面看呈U形结构设计,两个托台16的端部采用闭口端设计,且两个托台16与右台面13和左台面12在初始状态下处于同一平面;支撑架14内侧的槽壁顶部焊接有横断面为90度折角的托板17,其中,托台16的闭口端设计,是为确保两个托台16底部的负压腔19在抽真空时能够产生足够的吸力,将面料中间部分实施吸附固定,防止出现偏移,其次,支撑架14采用U形的结构设计,一方面,是为了简化支撑架14的生产,使其能够通过冲压进行一体成型,另一方面则是为了简化支撑架14结构,在不影响支撑架14起到应有的裁片面料15支撑效果的同时,减轻其重量,降低成本,同时该结构也方便后期对其进行拆卸更换,便于维护。
以上所述仅为本发明的实施方式而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理以内所做的任何修改、等同替换、改进等,均应包括在本发明的权利要求范围之内。