发罩制造装置
文献发布时间:2023-06-19 10:35:20
技术领域
所公开的内容涉及一种发罩制造装置,尤其涉及一种利用无纺布材质制成且可以通过在如医院、食堂以及家庭等环境中佩戴到头部而用于维持卫生状态的发罩制造装置。
背景技术
在本说明书中除非另有明确的指示,否则在本部分中进行说明的内容并不是与本申请的权利要求相关的现有技术,而且即使是包含在本部分也不应该认定为是现有技术。
医院的医疗团队、食堂的厨房从业人员为了保持卫生清洁而需要在头部佩戴发罩。
除此之外,当在家庭中进行染色以及烫发等时也需要在头部佩戴发罩。
发罩(Hair Caps)的材质通常为薄膜或无纺布等,在将拉伸的橡皮筋放入圆形的边缘之后对边缘进行缝合时,橡皮筋将重新收缩并构成圆形的形状。
但是,目前制造发罩的过程依赖于手工作业,需要由作业人员通过在将橡皮筋放入圆形无纺布的边缘的同时进行缝合而制造出成品,因此具有作业效率低且人力成本负担较高的问题。
发明内容
所公开的内容的目的在于提供一种通过依次执行准备无纺布以及向其外周缘放入橡皮筋并进行粘接的工程,可以利用自动化装置提升生产效率的发罩制造装置。
用于达成实施例之目的的发罩制造装置,包括:作业台;橡皮筋安装部,形成于上述作业台的上侧面一侧,用于安装并拉伸橡皮筋;橡皮筋移送部,形成于上述作业台的上侧面,用于夹持拉伸的橡皮筋;无纺布熔接部,形成于上述作业台的上侧面另一侧,用于在安置无纺布之后对从橡皮筋移送部移送过来的橡皮筋进行结合;以及,驱动部,用于在橡皮筋安装部或无纺布熔接部之间往返驱动橡皮筋移送部。
通过所公开的实施例,可以依次执行向无纺布的外周缘放入橡皮筋并进行粘接的工程,从而可以利用自动化工程显著提升生产效率。
附图说明
图1是对适用实施例的发罩制造装置进行图示的斜视图。
图2是对适用实施例的发罩制造装置进行图示的平面图。
图3是适用实施例的发罩制造装置中的“橡皮筋形成部”的正面图。
图4以及图5是适用实施例的发罩制造装置中的“橡皮筋形成部”的平面图。
图6至图9是按照顺序对适用实施例的发罩制造装置中的“橡皮筋形成部”的动作进行图示的正面图。
图10是适用实施例的发罩制造装置中的“橡皮筋安装部”的分解斜视图。
图11是适用实施例的发罩制造装置中的“橡皮筋安装部”的结合状态底面斜视图。
图12是适用实施例的发罩制造装置中的“橡皮筋安装部”的截面图。
图13至图16是对橡皮筋安装部以及橡皮筋移送部的动作进行依次图示的平面图。
图17是适用实施例的发罩制造装置中的“无纺布熔接部”的底面斜视图。
图18是适用实施例的发罩制造装置中的“无纺布熔接部”的分解斜视图。
图19是适用实施例的发罩制造装置中的“无纺布熔接部”的结合状态截面图。
图20是对在“无纺布熔接部”中橡皮筋移送部的支撑件被插入到无纺布熔接部的夹持部中的状态进行图示的截面图。
图21是对在“无纺布熔接部”中橡皮筋移送部的支撑件被夹持到无纺布熔接部的夹持部中的状态进行图示的示意图。
图22是对在“无纺布熔接部”中橡皮筋移送部的支撑件收缩的同时在夹持部中执行粘接工程的状态进行图示的示意图。
图23是对“无纺布熔接部”的加圧板上升的状态进行图示的正面图。
图24是对“无纺布熔接部”的加圧板下降的状态进行图示的正面图。
图25是适用实施例的发罩制造装置中的“无纺布供应部”的分解斜视图。
图26是无纺布供应部的供应单元的放大斜视图。
图27以及图28是对供应单元的间隔调节动作进行依次图示的平面图。
图29以及图30是对供应单元的前进后退动作进行图示的平面图。
图31是无纺布供应部的夹持单元的放大斜视图。
图32以及图33是对供应单元的间隔调节动作进行依次图示的平面图。
图34是对适用实施例的发罩制造装置中的“收集部”以收拢的状态下降的动作进行图示的正面图。
图35是对适用实施例的发罩制造装置中的“收集部”在下降之后夹持的动作进行图示的正面图。
图36是对适用另一实施例的发罩制造装置进行图示的平面图。
具体实施方式
接下来,将结合附图对较佳的实施例进行详细的说明如下。
在下述内容中进行详细说明的实施例,只是为了帮助具有本发明所属技术领域之一般知识的人员轻易地实施本发明,并不代表本发明的技术思想以及范畴因此而受到限定。
此外,附图中所图示的构成要素的大小或形状等可能会为了说明的明确性以及便利性而进行夸张图示,但是在考虑到本发明的构成以及作用的前提下做出特殊定义的术语可能会根据使用者、应用者的意图或管理而发生变化,而如上所述的术语应以本说明书的所有内容为基础做出定义。
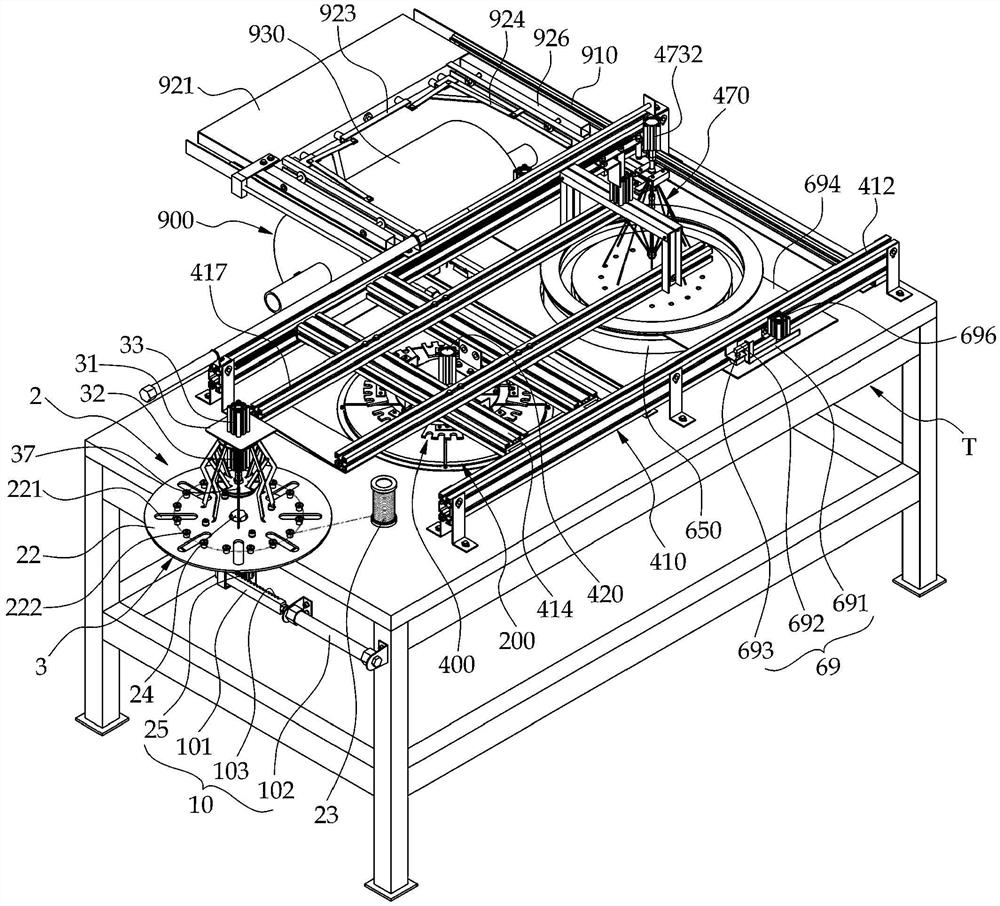
图1是对适用实施例的发罩制造装置进行图示的斜视图,图2是对适用实施例的发罩制造装置进行图示的平面图。
如图1以及图2所示,适用实施例的发罩制造装置,包括:
作业台T;
橡皮筋形成部2,形成于作业台T的一侧,用于在将橡皮筋100形成为圆形并将其直径扩展到适当的大小之后供应至橡皮筋安装部200;
橡皮筋安装部200,用于将从橡皮筋形成部2供应过来的橡皮筋100向外侧进行拉伸而使其直径增加;
橡皮筋移送部400,形成于作业台T的上侧面,用于对直径增加之后的橡皮筋100进行夹持并向一侧进行移送;
无纺布熔接部600,形成于作业台T的上侧面另一侧,用于在安置无纺布120之后将从上述橡皮筋移送部400移送过来的橡皮筋100结合到无纺布120的外周缘;以及,
驱动部800,用于移动橡皮筋移送部400而使其在橡皮筋安装部200或无纺布熔接部600之间进行往返。
在作业台T的一侧,配备有用于将无纺布布料供应至无纺布熔接部600中的无纺布供应部900,以及用于对在无纺布熔接部600中完成作业的发罩H进行收集的发罩收集部1000。
图3是适用实施例的发罩制造装置中的“橡皮筋形成部”的正面图,图4以及图5是适用实施例的发罩制造装置中的“橡皮筋形成部”的平面图,图6至图9是按照顺序对适用实施例的发罩制造装置中的“橡皮筋形成部”的动作进行图示的正面图。
橡皮筋形成部2,包括:
旋转盘22,通过轴承以可旋转的方式安装到作业台T的上板中,在上侧面沿着圆周方向形成有多个辊子21;
绕线筒23,形成于旋转盘22的上部一侧,通过供应橡皮筋100而使其卷取到多个辊子21上;
驱动部10,结合到旋转盘22的中心部的下部;驱动部10,用于驱动旋转轴24进行旋转;
切割器(未图示),形成于旋转盘22的上部另一侧,用于在旋转盘22借助于驱动部10的动力旋转1周之后对形成为圆形的橡皮筋100的端部进行切割;
粘接器(未图示),形成于切割器的一侧,用于对切割后的橡皮筋100的两端部进行粘接;以及,
橡皮筋移送器3,用于引出缠绕在旋转盘22的多个辊子21上的橡皮筋100并移送到橡皮筋安装部200。
驱动部10,包括:行星齿轮25,安装于旋转轴24;以及,气压缸102,配备形成有与行星齿轮25齿轮结合的齿条齿轮103的齿轮杆101,以气压作为动力源对齿轮杆101的出没动作进行控制。
借此,在齿轮杆101被引出时齿条齿轮103将进行直线移动,从而使得行星齿轮25发生旋转,此时旋转盘22也将随之旋转1周。
在旋转盘22旋转1周的过程中,橡皮筋100将借助于沿着圆周方向排列的多个辊子21形成为圆形。
此时,橡皮筋100的一端部将被暂时固定到多个辊子21中的任一个,而在旋转盘22旋转的过程中橡皮筋100将从绕线筒23引出并形成为圆形,接下来切割器(未图示)将对橡皮筋100的另一端部进行切割。
通过将利用切割器进行切割的橡皮筋100以两端部相接的状态排列之后利用粘接器(微提示)涂布粘接剂,可以完成圆形的橡皮筋100。
所完成的圆形的橡皮筋100将维持被缠绕在多个辊子21上的状态。
橡皮筋移送器3,包括:
第1气缸33,垂直形成于旋转盘22的上部,配备有升降动作的连杆,安装在安装于框架上的支架31的上部;第2气缸32,安装在上述第1气缸33的连杆上,形成于支架的下部,配备有升降动作的连杆;以及,
夹持部H,由铰链结合到上述第2气缸32的连杆上的多个第1、第2链接片35、36构成。
根据第1气缸33的连杆的升降动作,可以使得第2气缸32以及夹持部H发生升降并借此对其高度进行调节。
接下来,通过与第2气缸32的连杆的下降动作进行联动,多个第1、第2链接片35、36将被张开并借助于夹持部H对橡皮筋100进行夹持。
在上述第2气缸32的连杆上,结合有第1固定板37。
此外,包括:多个第1链接片35,一端铰链结合到上述第1固定板37并向上倾斜形成,上端铰链结合到附着在上述支架31上的第2固定板36;以及,第2链接片36,铰链结合到上述第1链接片35的中间部位并沿着竖向形成多个,上端铰链结合到第2固定板36。
在旋转盘22中,以放射状贯通形成多个插入孔221。插入孔221以椭圆形较长形成且各个插入孔221可供第2链接片36插入,而且为了使第2链接片36可以执行向外侧展开的动作而使得插入孔211较长形成。
进而,图5至图8是对橡皮筋移送器3的动作进行依次图示的示意图。
如图5所示,橡皮筋100处于通过形成于旋转盘22上的多个辊子21形成为圆形的状态。
如图6所示,多个第2链接片36分别对应地插入到上述多个插入孔221中并达到向缠绕在多个辊子222上的橡皮筋100的内侧进一步下降的位置。
接下来,如图7以及图8所示,多个第2链接片36将展开并勾起缠绕在多个辊子222上的橡皮筋并将其拉伸上升,从而将橡皮筋100引出。
在如上所述的缠绕有橡皮筋100的状态下,在橡皮筋移送部400向直线方向移动的同时,橡皮筋移送器3也将发生移动并位于橡皮筋移送部400以及橡皮筋安装部200的上部。
在橡皮筋移送器3被对齐到橡皮筋移送部400的上部之后,第2连接片36将被展开到最大限度并使得橡皮筋100拉伸到比橡皮筋夹持部440的多个支撑件446所构成的圆形更大的圆形的状态,接下来通过使橡皮筋移送器3下降而使得橡皮筋100位于多个支撑件446的侧面。
接下来,可以通过使橡皮筋移送器3收拢而使得橡皮筋100贴紧到多个支撑件446的外周缘。
除去橡皮筋100之后的橡皮筋移送器3将以收拢的状态上升之后重新恢复至原来的状态。即,位于橡皮筋形成部2的旋转盘22的上部。
此外,图36是对适用另一实施例的发罩制造装置进行图示的平面图。
可以进一步配备形成于旋转盘22的一侧且用于对多个橡皮筋进行存储和硬化的存储部5。
存储部5,包括:搁置圆盘52,以可旋转的方式安装到作业台T的上板中;
橡皮筋搁置部54,在搁置圆盘52上形成多个;以及,
橡皮筋移送器3,用于从各个橡皮筋搁置部54引出橡皮筋100并移送到橡皮筋安装部200。
在圆盘上形成有4个通过沿着圆周方向排列多个辊子21而构成的橡皮筋搁置部。
在各个橡皮筋搁置部54中配备有橡皮筋移送器3。
因为橡皮筋移送器3与上述的橡皮筋移送器3大同小异,所以将省略重复的说明内容。
图3是适用实施例的发罩制造装置中的“橡皮筋安装部”的分解斜视图,图4是适用实施例的发罩制造装置中的“橡皮筋安装部”的结合状态底面斜视图,图5是适用实施例的发罩制造装置中的“橡皮筋安装部”的截面图,图6至图9是对橡皮筋安装部以及橡皮筋移送部的动作进行依次图示的平面图。
如图3以及图4所示,橡皮筋安装部200,包括:
多个挂接件220,构成圆形形状,在从中心部向外周缘移动的同时各自的间隔逐渐扩展或收拢;
挂接件动作部300,通过使橡皮筋100挂接在多个挂接件220中并使各个挂接件220发生移动而扩展其间隔,从而使得橡皮筋100被拉伸;以及,
垫盘260,形成有可供多个挂接件220往返动作的多个狭缝270。
垫盘260利用具有弹性的聚氨酯原材料以圆形形成,从中心部向外周缘以放射状形成多个狭槽270。
挂接件动作部300,包括:
第1、第2行星齿轮310、320,铰链结合到形成于垫盘260的下部中心的轴销中,结合到各个狭缝270的两侧端部并进行旋转;以及,
皮带330,对第1、第2行星齿轮310、320进行连接;
其中,在皮带330中安装有挂接件220,还包括:主动齿轮341,与第1行星齿轮310齿轮结合;以及,
动力部340,用于驱动主动齿轮341进行旋转。
动力部340,包括:气压缸344;以及,活塞杆343,通过结合到气压缸344而引入或引出。
还包括:齿条齿轮342,安装在活塞杆343上,并在垫盘260的下部平行配置。
齿条齿轮342被齿轮结合到主动齿轮341中。
借此,在活塞杆343被引出时齿条齿轮342将发生直线运动,且被齿轮结合到齿条齿轮342上的主动齿轮341将发生旋转。
皮带330将以与主动齿轮341的旋转联动的方式进行旋转,从而使得各个挂接件220沿着狭缝270移动并聚拢在垫盘260的中央。
接下来,在活塞杆343被引入时皮带330将逆向旋转,而各个挂接件220将沿着狭缝270向相反方向移动到垫盘250的末端部分(外周缘),从而完成分散动作。
借此,可以在多个挂接件220被收拢到垫盘260的中心部的状态下安装橡皮筋100。
接下来,通过使得多个挂接件220执行分散动作而对橡皮筋100进行拉伸。
参阅图1以及图2,橡皮筋安装部400,
安置在上述垫盘260的上侧面,而且沿着圆周方向形成有多个伸缩动作的支撑件446,在上述多个支撑件446被拉伸时上述被拉伸的橡皮筋100将被贴紧并搭载到其外周缘。
橡皮筋移送部400,包括:
移动模具410,安装在作业台T的上部,包括以覆盖橡皮筋安装部200和无纺布熔接部600的上部的方式平行配置且形成有导轨的两侧导轨条412,以及通过配备与上述两侧导轨条412的导轨结合的辊子而沿着直线方向进行移动的框架414;
升降气缸420,安装在移动模具410的框架414上,形成有升降动作的连杆;
多个气缸单元444,配备有连接到升降气缸420的连杆上的固定板442,以及在上述固定板442的上侧面以放射状配置且通过气压变动进行出没动作的连杆445;以及,
橡皮筋夹持部440,由分别连接到气缸单元442的各个连杆445上的多个支撑件446构成。
导轨条412被安装在垂直配置于作业台T的上部的多个支撑杆415中并从作业台T的上部间隔一定距离形成,较佳地可以位于与橡皮筋安装部200以及无纺布熔接部600相比更加靠近上部的位置,从而避免在框架414移动的过程中发生干涉。
在框架414的两侧端部配备有辊子,从而可以通过结合到导轨条412的导轨中而直行驱动。
在框架414的上部,以呈直角的方式结合有水平杆417。
在水平杆417的一侧,安装有后续说明的收集部470的连接杆472。
通过升降气缸420的连杆的升降动作,可以将橡皮筋夹持部440的高度在上下方向上进行调节,而且可以与橡皮筋安装部200的垫盘260发生接触或间隔一定距离。
可以在橡皮筋夹持部440的多个支撑件446被引出的状态下使得被拉伸的橡皮筋100贴紧到多个支撑件446的外周缘。
多个气缸单元444以及连杆445将以升降气缸420为中心放射状排列,而支撑件446将分别连接到各个气缸单元444的连杆445上。
支撑件446为弧形的板状形状,而且为了便于将橡皮筋100插入到外周缘而在其外周面形成有凹槽448,在外周缘形成有多个凹入槽447。
借此,在多个支撑件446被组合时将形成大致为圆形的板状形状。橡皮筋100将贴紧到如上所述的构成圆形板状形状的多个支撑件446的外周缘而构成半径被放大的圆形状态。
后续说明的第1轮圈630的扣片(bite)632将被插入到多个凹入槽447中。
图10是适用实施例的发罩制造装置中的“无纺布熔接部”的分解斜视图,图11是适用实施例的发罩制造装置中的“无纺布熔接部”的分解斜视图,图12是适用实施例的发罩制造装置中的“无纺布熔接部”的结合状态截面图,图13是对在“无纺布熔接部”中橡皮筋移送部的支撑件被插入到无纺布熔接部的夹持部中的状态进行图示的截面图,图14是对在“无纺布熔接部”中橡皮筋移送部的支撑件被夹持到无纺布熔接部的夹持部中的状态进行图示的示意图,图15是对在“无纺布熔接部”中橡皮筋移送部的支撑件收缩的同时在夹持部中执行粘接工程的状态进行图示的示意图。
无纺布熔接部600,包括:吸附部620,可供橡皮筋移送部400在搭载橡皮筋100的状态下安置且用于对无纺布120进行固定;夹持部640,形成于吸附部620的外周缘,用于对无纺布120的边缘进行夹持;以及,粘接部680,用于对夹持部640内的无纺布边缘进行粘接。
吸附部20,包括:圆盘部622,以穹顶形状凸出形成,沿着圆周方向形成有多个吸孔623,用于对无纺布120布料进行安置;以及,
吸力生成部(未图示),由与多个吸孔623连接的吸入软管624以及用于在吸入软管624中生成吸力的真空泵构成。
借此,可以借助于在吸力生成部中生成的吸力,以一定的力量对无纺布120布料进行吸入以及固定。
夹持部640,包括:第1轮圈630,形成有可供吸附部620插入的中空的收容部,以与吸附部620的外周面相接触的方式结合;第1升降部660,用于驱动第1轮圈630进行升降;第2轮圈650,结合到第1轮圈630的外周面;以及,第2升降部670,用于驱动第2轮圈650进行升降。
第1升降部660或第2升降部670,包括:两个侧板721,形成于作业台T的上侧面下部;以及,两侧支撑杆720,形成于上述两个侧板721的下部。
轴杆710以贯通支撑杆720的方式垂直结合,而轴杆710的上端被固定结合到吸附部620的圆盘部622下部,
第1水平杆662在圆盘部622的下部与支撑杆720的上部之间以贯通轴杆710的方式结合,
在轴杆710的外周面结合有第1弹簧711,第1弹簧711的上端被第1水平杆662的底面支撑,而第1弹簧711的下端被支撑杆720的上侧面支撑。借此,在升降气缸42进入关闭状态2,第1水平杆662将借助于第1弹簧的弹性力上升且圆盘部622也将随之上升。
第1升降部660如图10以及图11所示,包括:第1执行机构661,配备有上下出没动作且连接到圆盘部620的底面的升降杆661a;第1水平杆662,通过支架6612与第1执行机构661的升降杆661a连接并进行上下升降;以及,第1垂直杆663,与第1水平杆662的两端部垂直连接并连接到第1轮圈630中。
借此,在执行机构661启动(on)工作而使得升降杆661a引入时,附着有第1执行机构661的第1水平杆662将下降,此时第1垂直杆663的下降也将带动第1轮圈630下降。
与其相反地,在第1执行机构661的升降杆661a被关闭时,第1水平杆720将借助于第1弹簧711的膨胀力上升。
此外,第2升降部670如图10以及图11所示,包括:第2执行机构671,配备有上下出没动作且连接到圆盘部的底面的升降杆;以及,第2垂直杆673,用于将第2执行结构671的升降杆671a连接到第2轮圈670中。
在执行机构671启动工作而使得升降杆671a引出时第2轮圈670将上升,而在升降杆671a引入时第2轮圈670将下降。
作为如上所述的第1、第2执行机构661、671,可以适用气压缸。
第1轮圈630以及第2轮圈650为圆形的环形形状,其截面大致为“┏”字形状,以第2轮圈650与第1轮圈630的外周面相接触的方式结合。
参阅图18,在第1轮圈630的上部面向下部凸出形成多个扣片632。
在第2轮圈650中形成有覆盖第1轮圈630的上部的环坎部652,在环坎部652的端部形成有向下方折曲的断坎654。
第1轮圈630的扣片632为弧形的板状形状,沿着圆周方向以相同间距形成于第1轮圈630的上侧面。
为了可以在第1轮圈650下降时与断坎654发生接触,扣片632形成于比断坎654的内侧面更靠近内侧的位置。
扣片632可以插入到支撑件446的凹入槽447并对橡皮筋100进行挂接固定,从而在支撑件446收缩时使得橡皮筋100维持被挂接在扣片632的内周面的状态。
在扣片632的内侧面,可以形成可供无纺布120的边缘128以弯曲并收容橡皮筋100的状态插入的空间P。
在第2轮圈650中,可以形成用于对如上所述的插入到扣片632与断坎654之间并以折叠状态对橡皮筋100进行收容的无纺布120的边缘进行粘接的粘接部680。
在一实例中,粘接部680可以是通过向形成于无纺布120的边缘的熔融部施加超声波而进行熔接的超声波熔接机。
但是,粘接部680并不限定于超声波熔接机,也可以适用利用热熔接或一般粘接剂的粘接设备。
驱动部800用于在橡皮筋安装部200或无纺布熔接部600之间往返驱动橡皮筋移送部400,包括:臂820,可供橡皮筋移送部400的升降气缸420结合;以及,动力部840,通过旋转上述臂820而将橡皮筋移送部400移动到无纺布熔接部。
在臂820的一端部结合有升降气缸420,而在另一端部形成有动力部840。
动力部840,包括:从动齿轮(未图示),形成于臂820的另一端部;以及,电机(未图示),形成有与上述从动齿轮齿轮结合的主动齿轮341。
通过电机的顺时针方向旋转或逆时针方向旋转,主动齿轮341将随之正向或逆向旋转,此时与其连接的从动齿轮也将沿着正向或逆向旋转,从而使臂820发生旋转并在橡皮筋安装部200与无纺布熔接部600之间进行往返。
借此,在从橡皮筋安装部200将橡皮筋100搁置到橡皮筋移送部400之后通过对臂820进行旋转而将橡皮筋移送部400移动到无纺布熔接部600,接下来在将橡皮筋100固定到无纺布熔接部600之后再次将橡皮筋移送部400移动到橡皮筋安装部200。
接下来,将对实施例的作用进行详细的说明如下。
在橡皮筋安装部200的多个挂接件220收拢在垫盘260的中心部的状态下将橡皮筋100挂接安装到多个挂接件220中。
接下来,借助于挂接件动作部300的动作而使得挂接件220发生移动并拉伸橡皮筋100,从而使其成为大致上8角形的形状。
接下来,参阅图15,橡皮筋移送部400的橡皮筋夹持部440将下降并使得各个支撑件446与垫盘260发生接触。
接下来,橡皮筋安装部200的多个挂接件220将重新移动到中心部,而橡皮筋100将被搁置在支撑件446的外周面。
橡皮筋100也可以从挂接件220分离并贴紧搁置到支撑件446的外周缘的凹槽448中(参阅图16)。
因为在支撑件446的底面与垫盘260之间没有缝隙,因此没有橡皮筋100遗失的风险。
接下来,在橡皮筋100贴紧到橡皮筋夹持部440的支撑件446之后,橡皮筋移送部400将上升并与垫盘260间隔一定距离。
接下来,在橡皮筋移送部400上升的状态下将沿着移动模具410的导轨条412进行移动,从而移动到无纺布熔接部600。
在橡皮筋移送部400移动到无纺布熔接部600的上部之后,橡皮筋夹持部440将借助于升降气缸420的下降动作而随之下降,从而使得橡皮筋夹持部440下降到安置在吸附部620中的无纺布120的上侧面并与其发生接触。
接下来,多个气缸单元444将被同时驱动,从而将各个支撑件446向外侧引出并使其直径得到扩展。
此时,橡皮筋100将被拉伸,而且无纺布120布料的边缘将被支撑件446推动并插入到夹持部640的第1轮圈630与第2轮圈650之间的缝隙,而无纺布120的边缘将被卷曲并对橡皮筋进行收容100(参阅图13)。
接下来,第1轮圈630将下降,而且扣片632将被插入到支撑件446的凹入槽447中,从而使得对橡皮筋100进行收容的卷曲部位位于扣片632的外侧面(参阅图14)。
接下来,支撑件446将被引入且直径缩小,从而使得支撑件446与第1、第2轮圈630、650间隔一定距离。
接下来,第2轮圈650将下降并对嵌入到第1轮圈630与第2轮圈650之间的无纺布120布料的卷曲边缘进行粘接(参阅图15)。
即,通过在粘接部680启动(on)工作的状态下对收容有橡皮筋100的无纺布120布料的卷曲边缘进行加压熔接而完成粘接。
需要注意的是,上述熔接包括如高频熔接、超声波熔接以及热粘接等多种方式。
借此,可以将无纺布120布料卷曲并对所卷曲的布料的边缘上侧面以及下侧面相互进行粘接,从而对橡皮筋100进行固定。
接下来,在橡皮筋移送部400上升之后,通过使臂820发生旋转而移送到橡皮筋安装部200。
在第2轮圈650上升时,将橡皮筋100被固定到无纺布中的发罩A取出并进行包装。
此外,图25是适用实施例的发罩制造装置中的“无纺布供应部”的分解斜视图,图26是无纺布供应部的供应单元的放大斜视图,图27以及图28是对供应单元的间隔调节动作进行依次图示的平面图,图29以及图30是对供应单元的前进后退动作进行图示的平面图。
如图1以及图25至图30所示,无纺布供应部900,包括:
导轨部件910,以与作业台T呈直角的方式形成并在两侧平行形成;
卷筒930,卷取有无纺布120;
供应单元920,沿着上述导轨部件910前进后退动作,通过将无纺布120夹持拉出而将无纺布120从上述卷筒930引出;
夹持单元940,形成于上述供应单元920的端部,用于执行对无纺布120进行夹持或解除夹持的动作;以及,
驱动部950,由通过形成于导轨部件910的侧面而使得供应单元920沿着上述导轨部件910前进后退的驱动气缸952,以及形成于上述驱动气缸952中进行出没动作且结合到导轨部件910的端部的驱动杆954构成。
供应单元920,包括:
第1气缸922,形成于对两侧导轨部件910的一端进行连接的板921上,包括进行前进后退动作的连杆9221;
杆923,结合到第1气缸922的连杆9221上;角形链接件924,一端铰链结合到上述杆923的两端部,以“┗”字形状形成;臂925,铰链结合到上述角形链接件924的另一侧端部,以与作业台T呈直角的方向形成且具有一定长度;以及,
连接杆926,通过辊子结合到导轨部件910中并进行移动;
其中,臂925以与连接杆926平行的方式结合,两侧的壁925通过与第1气缸922的连杆9221的前进后退动作联动而执行收拢或展开的动作。
在臂925的外侧面形成有引导轴9251,上述引导轴9251贯通连接杆926并结合。
在连接杆926的外侧形成有辊子,上述辊子可以与导轨部件910结合并向前后方向进行滑动。
此外,图31是无纺布供应部的夹持单元的放大斜视图,图32以及图33是对供应单元的间隔调节动作进行依次图示的平面图。
夹持单元940通过对无纺布120的两端部同时进行夹持而使其可以进行前进后退移动。
夹持单元940,包括:第2气缸942,结合到臂925的端部;链接片943,铰链连接到第2气缸942的连杆9421上;第2链接片944,垂直地铰链结合到链接片943的端部;第3链接片945,水平地铰链连接到第2链接片944的端部;以及,夹持片946,以与第3链接片945相向的方式形成于连接杆926的端部。
重新参阅图1、图2以及图29,包括:无纺布切割部690,在将无纺布120安置到无纺布熔接部600的第2轮圈650之后,将无纺布120切割成符合第2轮圈650的形状。
无纺布切割部690,包括:
电热线692,在第2轮圈650的上侧面沿着圆周方向形成;
电源供应部(未图示),通过向上述电热线692加载电源而使其发热;
加圧板694,安置在第2轮圈650的上侧面,形成有直径与第2轮圈650的直径相同的通孔697,且配备有两端部与移动模具410的两侧导轨条412相比更加凸出的附着部695;以及,
升降驱动部696,形成于移动模具410的两侧导轨条412,通过使上述加圧板694升降动作而进行加压或解除加压。
升降驱动部696为气压缸,形成有可以升降动作的连杆,上述连杆被安装到加圧板694的附着部695中。
形成有用于停止升降驱动部696的连杆下降的检测部69。
检测部69,包括:支架691,用于安装升降驱动部696的连杆;接地杆692,在支架691的一侧凸出形成;以及,传感器693,以与上述接地杆692接触的方式形成于加圧板694的附着部695的外侧面。
借此,在通过向升降驱动部696供应气压而引出连杆时加圧板694将下降,而在引入连杆时加圧板694将上升。
在加圧板694下降时连接到升降驱动部696的连杆上的支架691也将随之下降,而在接地杆692与传感器693接触时将传递停止向升降驱动部696供应气压的信号。
如图24所示,在加圧板694下降时通孔697的周边平板部将被安置在第2轮圈650的上侧面并对无纺布120进行加压,因此可以更加轻易地执行借助于无纺布切割部690的电热线692对无纺布120进行切割的作业。
即,在加圧板694对无纺布120进行加压的状态下,电热线692将开始发热并对无纺布120进行熔融,从而按照电热线692的形状进行切割并完成圆形的第1次布料。
此外,无纺布熔接部600,包括:吸附部620,可供橡皮筋移送部400在搭载橡皮筋100的状态下安置且用于对无纺布120进行固定;通过形成于吸附部620的外周缘,在对无纺布120的边缘进行夹持之后对无纺布的边缘进行粘接。
吸附部20,包括:圆盘部622,以穹顶形状凸出形成,沿着圆周方向形成有多个吸孔623,用于对无纺布120布料进行安置;以及,
吸力生成部(未图示),由与多个吸孔623连接的吸入软管以及用于在吸入软管中生成吸力的真空泵构成。
通过借助于在吸力生成部中生成的吸力在圆盘部622的多个吸孔623中形成吸力,可以对安置在圆盘部622中的无纺布120布料进行吸入固定。
此外,参阅图17至图22,包括用于使圆盘部622进行升降的升降动力部4。
升降动力部4,包括:
升降气缸40,配备有垂直形成且沿着纵向出没动作的连杆;
水平杆44,结合到上述升降气缸42的连杆上;以及,垂直杆45,垂直连接到水平杆44的两端,安装在圆盘部622的下部底面。
借此,在连杆被引入时圆盘部622将下降,而在被引出时圆盘部622将上升。
升降气缸42结合到附着在支撑杆720上的安装杆725的中央,且以连杆朝向上部的方式结合。
还包括:辅助弹性部46,形成于上述升降气缸42的两侧,配备有为上述水平杆44提供上升力的弹簧47。
在上述辅助弹性部46中,弹簧47被安装到支撑杆720,弹簧47的下端被固定到支撑杆720,而弹簧47的上端被固定到水平杆44。
借此,可以借助于弹簧47拉伸的力量推动水平杆44上升,从而为圆盘部622的上升力提供辅助。
如图19所示,在圆盘部622上升时将达到与第2轮圈650相同的高度,因此可以使得放置在圆盘部622上的无纺布120稳定地维持平坦展开的状态。
借此,可以防止无纺布120出现褶皱或脱离正确位置等形状变性。
与此同时,可以借助于圆盘部622的吸力对无纺布120进行固定,从而稳定地维持其形状。
在放置无纺布120的状态下橡皮筋移送部400位于圆盘部622的上侧面,在圆盘部622下降时橡皮筋移送部400也将随之下降并被安置在圆盘部622的上部。
接下来,构成橡皮筋夹持部440的多个支撑件446将被引出到外侧方向并以拉伸橡皮筋100的状态被插入到第1轮圈630与第2轮圈650之间,从而将无纺布120的外周面卷曲并对橡皮筋100进行围绕(参阅图20)。
接下来,将执行对围绕有橡皮筋100的无纺布120的外周面进行粘接的工程。
关于此,已经在上述的内容中参阅图21进行了说明,所以在此将省略其详细的说明。
此外,图34是对适用实施例的发罩制造装置中的“收集部”以收拢的状态下降的动作进行图示的正面图,图35是对适用实施例的发罩制造装置中的“收集部”在下降之后夹持的动作进行图示的正面图。
还包括:收集部470,安装在橡皮筋移送部400的移动模具410的末端部分,用于对在无纺布熔接部600中完成熔接的发罩H进行夹持和收集。
收集部470,包括:连接杆472,安装在移动模具410的框架414的水平杆417末端部分,在框架414的上部以
即,在气缸473的连杆被引出即下降时引导杆474也将随之下降,此时链接杆476将向引导杆474折叠且与其铰链结合的夹持杆477也将随之折叠,因此多个夹持杆477所构成的半径变小,从而成为可以插入到发罩H的插入口中的大小。
接下来,在气缸474的连杆被引出时引导杆474将上升,此时链接杆476将与引导杆474间隔一定距离并展开至大约30~40度的角度,此时铰链结合的夹持杆477也将向外展开,因此上述多个夹持杆477所构成的半径也将随之变大。
如上所述,在多个夹持杆477所构成的半径变大时发罩H的插入口也将随之变大,此时橡皮筋100将被拉伸并与多个夹持杆477贴紧,从而进入可以防止发生脱离的状态。
借此,通过使多个夹持杆477在上升的同时展开,可以以夹持发罩H的状态上升并借此完成收集动作。
虽然结合较佳的实施例进行了说明,但是相关从业人员应该可以理解,本发明可以在不脱离其要旨以及范围的前提下进行多种修改以及变形,因此如上所述的变更以及修改均属于所附的权利要求范围之内。
(附图标记的说明)
100:橡皮筋 200:橡皮筋安装部
220:挂接件 260:垫盘
270:狭缝 300:挂接件动作部
310:第1行星齿轮 320:第2行星齿轮
340:动力部 400:橡皮筋移送部
410:移动模具 420:升降气缸
440:橡皮筋夹持部 444:气缸单元
446:支撑件 600:无纺布熔接部
620:吸附部 640:夹持部
630:第1轮圈 650:第2轮圈
661:第1执行机构 662:第1水平杆
663:第1垂直杆 670:第2升降部
680:粘接部 720:支撑杆
800:驱动部 820:臂
840:动力部