夹帮机
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及制鞋机器的技术领域,特别涉及夹帮机的技术领域。
背景技术
皮鞋或其它鞋类的生产中都需要夹帮,夹帮是指把鞋帮的帮脚和鞋中底黏贴在一起。鞋帮夹帮时,先把鞋的中底固定于鞋楦的底面上,把鞋帮放在鞋楦上面,通过夹帮操作把一整个鞋帮的帮脚黏贴在中底上。夹帮是一道繁琐的工序,有用手工操作夹帮的,用手工操作夹一整个鞋帮费时费力,手工夹帮的生产效率较低。也有用机器进行夹帮的,用机器把一整个鞋帮进行夹帮加工时,一整个鞋帮要分为先夹前帮,再夹中帮,最后夹后帮,或者夹好前帮后,再夹中后帮。夹前帮的用前帮机,夹中帮的用中帮机,夹后帮的用后帮机。也有夹好前帮后用中后帮机夹中后帮的,这样少一道夹中帮的工序。采用中后帮机夹中后帮的,夹好一整个鞋帮至少需要前帮机夹前帮、用中后帮机夹中后帮的两道夹帮工序。
现在鞋帮的前帮都是用前帮机夹帮的,鞋帮的中后帮都是用中后帮机夹帮。采用前帮机、中后帮机夹帮的均由人操作,夹一整个鞋帮至少需要二个人,一个操作前帮机夹前帮,一个操作中后帮机夹中后帮。如果用前帮机、中帮机、后帮机夹一个鞋帮的,就要三个人操作这些鞋帮机了。同时对于有些鞋型、如女鞋不同尺寸的高跟鞋具有不同的鞋跟坡度的鞋帮腰窝处夹帮时,除了用前帮机夹前帮外,还需要人工操作进行鞋帮腰窝处的夹帮,这样人工夹帮就降低夹帮的生产效率,增加了夹帮的人工费用。
发明内容
本发明提供一种采用数控技术、由程序控制进行有人模式、无人模式切换来夹帮加工的、减少人工夹帮操作、提高夹帮工作效率和帮腰窝夹帮质量、使一整个鞋帮依次完成前帮部位、腰窝部位、中帮部位、后帮部位进行夹帮的夹帮机。
为解决上述技术问题,本发明所采用的技术方案是:夹帮机,包括机架,所述机架中的上横档前侧部位上侧设有固定板A,所述固定板A上侧连接前帮机中的前扫刀机构、至少七个夹钳机构、撑台,所述机架中的上横档后侧部位上侧连接固定板B,所述固定板B后侧部位上侧连接中后帮机中的中帮指压机构、后扫刀机构,所述机架左侧设有左支架,其右侧设有右支架,所述左支架、右支架的底板A连接地面,所述左支架顶板A上侧连接第一机械手中的第一直线滑台A中的底板B,所述右支架顶板B上侧抵接第一机械手中的第二直线滑台AA中的底板C一侧连接的滚轮组,所述固定板A下侧活动抵接上横档上侧,其后侧部位两侧连接铰链一侧,所述铰链另一侧连接固定板B前侧,所述固定板B下侧连接上横档上侧,所述机架中的下横档前侧部位上侧固定连接固定板C,所述固定板C上侧中间部位固定连接伺服电缸A,所述伺服电缸A中的推杆A顶端部位连接滚轮A,所述滚轮A抵接固定板A下侧,所述滚轮A在推杆A的伸缩运动下推动固定板A做上下运动;所述固定板A前侧部位左侧上侧设有第一光电传感器机构中的立杆R,所述立杆R底端连接固定板A,所述固定板A前侧部位右侧上侧设有第一光电传感器机构中的立杆r,所述立杆r底端连接固定板A;所述固定板B前侧两侧设有帮腰窝推压机构,每个所述的帮腰窝推压机构中的底板D连接固定板B,所述机架左侧或右侧连接固定板D,所述固定板D上侧部位设有第一检测机构、第二检测机构,所述第一检测机构中的底板E连接固定板D、所述第二检测机构中的底板F连接固定板D,所述右支架的后侧部位设有第二机械手,所述第二机械手中的第一直线滑台B的底板G连接右支架,所述第二机械手下面设有数控鞋帮放置平台,所述数控鞋帮放置平台中的底板H连接地面,所述左支架、右支架后侧安置鞋楦放置平台,所述鞋楦放置平台的底部连接地面,所述左支架左侧安置输送机,所述输送机底部连接地面。
进一步的,每个所述帮腰窝推压机构还包括支板D、支架D、拖板D、支架D、伺服电缸D、定推板D、动推板D、槽型弹性连接板D、接头D、轴承D、气缸D,所述底板D上侧连接支板D,所述支板D一侧连接支架D,所述支架D连接拖板D,所述支架D的后侧连接气缸D,所述拖板D中的滑块D后侧连接气缸D中的推杆D顶端部位,所述滑块D上侧连接支架D底端,所述支架D底端的一侧连接伺服电缸D,所述支架D顶端部位一侧连接定推板D,所述定推板D连接槽型弹性连接板D一侧,所述槽型弹性连接板D的另一侧连接动推板D,所述伺服电缸D的推杆D顶端部位连接接头D,所述接头D连接轴D,所述轴D连接轴承D,所述轴承D外圈抵接动推板D的下侧。
进一步的,所述第一检测机构还包括方管E、上盖板E、下盖板E、导柱E、直线轴承E、槽型轮架E、轮子E、弹簧E、弹簧接头E、轮轴E、固定螺丝E、开关/传感器E,所述底板E上侧连接方管E底端部位,所述方管E内侧部位连接下盖板E,所述下盖板E上侧抵接弹簧E一侧,所述弹簧E另一侧连接弹簧接头E下侧,所述弹簧接头E上侧两侧连接导柱E底端部位,所述导柱E于弹簧接头E的上侧位置连接直线轴承E,所述直线轴承E连接上盖板E下侧,所述上盖板E连接方管E顶端部位内侧,所述导柱E顶端部位连接槽型轮架E,所述槽型轮架E的两槽壁中间临近顶端部位设有对称的轴孔E,所述轴孔E连接轮轴E,所述轮轴E连接轮子E,所述方管E上侧部位临近导柱E底端的部位设有通孔E,所述通孔E的周边部位连接固定座E,所述固定座E连接开关/传感器E;
所述第二检测机构还包括槽型固定座F、方管F、转轴F、上盖板F、下盖板F、导柱F、直线轴承F、槽型轮架F、轮子F、弹簧F、弹簧接头F、轮轴F、固定螺丝F、开关/传感器F,所述底板F上侧连接槽型固定座F底端,所述槽型固定座F的槽壁中间临近顶端部位设有轴孔F,所述轴孔F任意侧的槽壁设有螺孔F,所述螺孔F连接固定螺丝F,所述轴孔F活动连接转轴F,所述方管F底端部位设有通孔F,所述转轴F连接通孔F,所述方管F内侧于转轴F上侧部位连接下盖板F,所述下盖板F上侧抵接弹簧F一侧,所述弹簧F另一侧连接弹簧接头F下侧,所述弹簧接头F上侧两侧连接导柱F底端部位,所述导柱F于弹簧接头F的上侧部位连接直线轴承F,所述直线轴承F连接上盖板F下侧,所述上盖板F连接方管F顶端部位内侧,所述导柱F顶端部位连接槽型轮架F,所述槽型轮架F的两槽壁中间临近顶端部位设有对称的轴孔f,所述轴孔f连接轮轴F,所述轮轴F连接轮子F,所述方管F上侧部位临近导柱F底端的部位设有通孔F,所述通孔F的周边部位连接固定座F,所述固定座F连接开关/传感器F。
进一步的,所述数控鞋帮放置平台还包括立柱H、顶板H、推板H、导柱H、固定座H、螺杆H、螺母H、轴承H、大齿轮H、小齿轮H、定位柱H、支架H、定位尺H、挡块H、调节螺丝H,所述底板H四角部位连接立柱H一侧,所述立柱H另一侧连接顶板H,所述顶板H中间部位设有长方孔H,所述长方孔H的长边两侧部位连接定位柱H,所述顶板H上侧设有推板H,所述推板H一侧设有开口槽H,所述推板H中间部位设有通孔H,所述通孔H套接定位柱H,所述顶板H两侧设有导柱孔H,所述导柱孔H套接导柱H,每个所述导柱H顶端部位固定连接推板H,所述定位柱H对应长方孔H位置设有凹槽H,所述长方孔H套接横档H,所述横档H两侧抵接推板H下侧,所述凹槽H容纳横档H上下移动,所述横档H下侧中间位置连接螺杆H顶端部位,所述顶板H下侧连接固定座H,所述固定座H连接轴承H,所述轴承H连接螺母H,所述螺母H连接螺杆H,所述螺母H外侧连接大齿轮H,所述大齿轮H啮合连接小齿轮H,所述小齿轮H连接步进电机H的轴H,所述步进电机H连接支架H,所述支架H底端连接底板H上侧部位,所述顶板H一侧中间位置连接挡块H,于挡块H内侧的顶板H上侧部位的开口槽中设有定位尺H,所述挡块H设有螺孔H,所述螺孔H连接调节螺丝H,所述调节螺丝H活动连接定位尺H。
进一步的,所述固定板A3前侧部位上侧左侧固定连接第一光电传感器机构中的立杆R底端,所述立杆R顶端部位设有两个相隔一定距离的螺孔R,每个所述螺孔R连接螺丝R,固定座R下侧设有长槽R,其上侧设有方孔R,所述螺丝R套过长槽R连接螺母R,所述方孔R连接第一光电传感器机构中的发光器R;所述固定板A3上侧右侧固定连接第一光电传感器机构中的立杆r底端,所述立杆r顶端部位设有两个相隔一定距离的螺孔r,每个所述螺孔r连接螺丝r。固定座r下侧设有长槽r,其上侧设有方孔r,所述螺丝r套过长槽r连接螺母r,所述方孔r连接第一光电传感器机构中的收光器r。
进一步的,所述输送机中连接一组定位盒W,所述定位盒W的两侧连接弹子销W,所述定位盒W后侧部位连接定位螺丝W ,所述定位盒W中于两个弹子销AW之间活动连接定位套W。
进一步的,所述鞋楦放置平台上连接定位盒W,所述定位盒W中于两个弹子销W之间活动连接仿形垫W。
本发明的有益效果是:夹帮机具有无人模式、有人模式按程序控制进行夹帮加工,夹帮机使一整个鞋帮依次完成前帮部位、腰窝部位、中帮部位、后帮部位进行夹帮,这样夹帮机可以进行无人操作或减少人工操作机器进行夹帮工作,有效提高夹帮工作效率。帮腰窝推压机构技术对鞋帮的帮腰窝处的夹帮加工,使帮腰窝处的帮脚平服、夹帮质量好。第一检测机构、第二检测机构和伺服电缸A、伺服电缸D相配合技术,使夹帮机对不同的鞋型都能进行夹帮加工。鞋帮的夹帮完全实现无人操作、自动化的夹帮生产,有效地提高了夹帮的生产效率,从而提高鞋的质量和产量。
附图说明
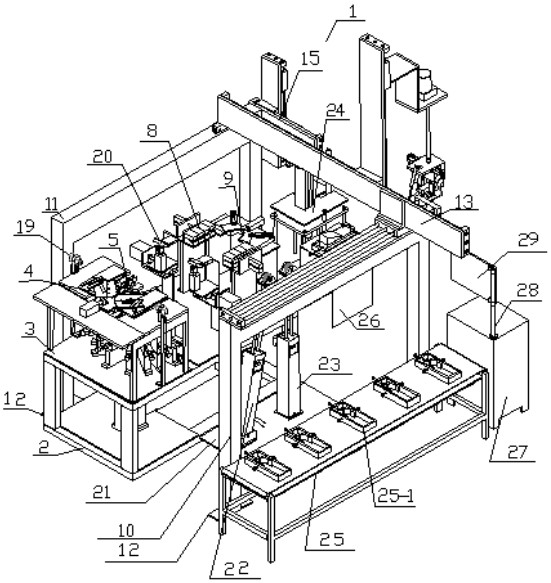
图1是本发明型的结构示意图。
图2是机架的结构示意图。
图3是帮腰窝推压机构的结构示意图。
图4是第一检测机构的结构示意图。
图5是第二检测机构的结构示意图。
图6是第一光电传感器机构的结构示意图。
图7是鞋楦放置平台的结构示意图。
图8是第一机械手的结构示意图。
图9是第二机械手的结构示意图。
图10是数控鞋帮放置平台的结构示意图。
图11是输送机的结构示意图。
图12是定位盒W的结构示意图。
图13是伺服电缸的结构示意图。
实施方式
如图1至图13所示,本发明的一个实施例。夹帮机,所述夹帮机1包括鞋楦100。所述夹帮机1设有机架2,所述机架2的下横档2-2连接地面,所述机架2中的上横档2-1前侧部位上侧设有固定板A3,所述固定板A3上侧连接前帮机中的前扫刀机构4、至少七个夹钳机构5、撑台6。本实施例如图1所示采用九个夹钳机构,九个夹钳机构、前扫刀机构由气缸G0驱动工作,现有技术的夹钳机构、前扫刀机构在此不做详细描述,现有技术的前帮机中的其它机构或部件在此未示出;
所述机架2中的上横档2-1后侧部位上侧连接固定板B7,所述固定板B7后侧部位上侧连接中后帮机中的中帮指压机构8、后扫刀机构9。本实施例如图1、图2所示中帮指压机构、后扫刀机构由气缸K00驱动工作,现有技术的中后帮指压机构、后扫刀结构在此不做详细描述其结构和工作过程,现有技术的中后帮机中的其它机构或部件在此未示出;
所述机架2左侧设有左支架10,其右侧设有右支架11,所述左支架10、右支架11的底板A12连接地面,所述左支架10顶板A10-1上侧连接第一机械手13中的第一直线滑台A13-1中的底板B13-2,所述第一机械手13中的第二直线滑台AA13-3中的底板C13-4一侧连接滚轮组14,所述滚轮组14中的轮子L14-1抵接右支架11中的顶板B11-1上侧。所述第一机械手13中的第三直线滑台AAA13-5中的滑块AAA13-51连接固定板AAA13-52一侧,所述固定板AAA13-52另一侧上侧连接旋转电机13-53,所述旋转电机13-53下侧连接旋转杆13-54一侧,所述旋转杆13-54另一侧连接夹取机构13-55中的固定板G13-551。所述固定板G13-551左右侧、前侧连接压紧气缸Q13-552,每个所述压紧气缸Q13-552中的推杆G13-553顶端连接压紧块13-554。当第一机械手按程序把夹取机构移动到输送机位置时、把夹取机构下降到以夹取鞋楦的位置,夹取机构夹取鞋楦并上升及移动到鞋楦放置平台位置放下鞋楦后,夹取机构上升到一定位置并停止。当鞋楦上套上鞋帮后,第一机械手按程序把夹取机构下降夹取鞋楦,这时压紧机构中的每个压紧气缸Q驱动推杆G使每个压紧块压住鞋帮固定在鞋楦上。
所述右支架11后侧部位上侧部位连接第二机械手15中的第一直线滑台B15-1中的底板G15-2,所述第一直线滑台B15-1中的滑块B15-3连接第二直线滑台BB15-4中的底板BB15-5,所述第二直线滑台BB15-4中的滑块BB15-6连接固定板BB15-7一侧,所述固定板BB15-7另一侧连接至少五个吸盘机构15-8,每个吸盘机构15-8中的气缸L15-9的推杆顶端连接吸盘15-10。本实施例中只设有五个吸盘机构,如图所示,固定板BB另一侧的左右侧各连接二个吸盘机构、其前侧连接一个吸盘机构。吸盘机构中的吸盘由气缸L驱动吸取鞋帮,吸盘吸取鞋帮后,由第二机械手把鞋帮移动到鞋楦放置平台位置,把鞋帮套在鞋楦放置平台上放置的鞋楦上。本实施例如上述所示,只描述一下第一机械手、第二机械手、夹取机构、压紧机构、吸取机构按程序工作的大概过程。现有技术的第一机械手、第二机械手、夹取机构、压紧机构、吸取机构在此不做详细描述和详细工作过程。
如图2所示,所述固定板A3下侧活动抵接上横档2-1上侧,所述固定板A3后侧部位两侧连接铰链16一侧,所述铰链16另一侧连接固定板B7前侧,所述固定板B7下侧固定连接上横档2-1上侧;所述机架2中的下横档2-2前侧部位上侧固定连接固定板C17,所述固定板C17上侧中间部位固定连接伺服电缸A18底部,所述伺服电缸A18中的推杆A18-1顶端部位连接滚轮座A18-2,所述滚轮座A18-2连接滚轮A18-3,所述滚轮A18-3抵接固定板A3下侧。当伺服电缸A按程序工作,伺服电缸A中的推杆A作伸缩运动,这时抵接固定板A下侧的滚轮A在推杆A 的伸缩运动下推动固定板A做上下运动,固定板A通过这样的上下运动来变化角度和鞋跟坡度的角度相一致,使前帮部位进行夹帮加工。
所述固定板A3前侧部位上侧左侧固定连接第一光电传感器机构19中的立杆R19-1底端,所述立杆R19-1顶端部位设有两个相隔一定距离的螺孔R19-2,每个所述螺孔R19-2连接螺丝R19-3。固定座R19-4下侧设有长槽R19-5,其上侧设有方孔R19-6,所述螺丝R19-3套过长槽R19-5连接螺母R19-7。所述方孔R19-6连接第一光电传感器机构19中的发光器R19-8。当松开螺丝R19-3就可以调节固定座R中的发光器R的高度,发光器R的高度调好后拧紧螺丝R19-3固定固定座R;所述固定板A3上侧右侧固定连接第一光电传感器机构19中的立杆r19-11底端,所述立杆r19-11顶端部位设有两个相隔一定距离的螺孔r19-22,每个所述螺孔r19-22连接螺丝r19-33。固定座r19-44下侧设有长槽r19-55,其上侧设有方孔r19-66,所述螺丝r19-33套过长槽r19-55连接螺母r19-77。所述方孔r19-66连接第一光电传感器机构19中的收光器r19-88。当松开螺丝r19-33就可以调节固定座r中的收光器的高度,收光器r的高度调好后拧紧螺丝r19-33固定固定座r,把第一光电传感器机构的高度调节好后就可以工作了。当鞋帮移动到夹钳机构位置前面时,鞋帮的前帮顶端阻挡第一光电传感器机构中的发光器R发射的光线,鞋帮就停止移动,鞋帮就被定位在能使夹钳机构夹住帮脚的位置,这样夹钳机构、前扫刀机构等机构就可以对前帮进行夹帮加工。
所述固定板B7前侧上侧两侧设有帮腰窝推压机构20,每个所述帮腰窝推压机构20包括底板D20-1、支板D20-2、支架D20-3、拖板D20-4、支架d20-5、伺服电缸D20-6、定推板D20-7、动推板D20-8、槽型弹性连接板D20-9、接头D20-10、轴承D20-11、气缸D20-12、橡皮垫片D20-13。所述底板D20-1下侧固定连接固定板B7上侧,所述底板D20-1上侧连接支板D20-2一侧,所述支板D20-2另一侧连接支架D20-3,所述支架D20-3连接拖板D20-4,所述支架D20-3的后侧连接气缸D20-12,所述拖板D20-4中的滑块D20-41后侧连接气缸D20-12中的推杆D20-121顶端部位,所述滑块D20-41上侧连接支架d20-5底端,所述支架d20-5底端的一侧连接伺服电缸D20-6,所述支架d20-5顶端部位一侧连接定推板D20-7,所述定推板D20-7连接槽型弹性连接板D20-9一侧,所述槽型弹性连接板D20-9的另一侧连接动推板D20-8,所述伺服电缸D20-9的推杆D20-61顶端部位连接接头D20-10,所述接头D20-10连接轴D20-101,所述轴D20-101连接轴承D20-11,所述轴承D20-11外圈抵接动推板D20-8的下侧,所述槽型弹性连接板D20-9上侧连接橡皮20-13。当伺服电缸D收到工作信号,伺服电缸D按程序驱动推杆D伸缩移动,伸缩移动的推杆D设有的轴承推动动推板D做角度的变化,当动推板D的角度变化到和鞋帮后跟坡度一致时,伺服电缸D收到信号停止移动,这时按程序启动气缸D工作,气缸D推动推杆D,推杆D推动滑块D向前移动,这时形成和鞋帮后跟坡度一致的动推板D、定推板D向鞋帮腰窝处移动,把鞋帮腰窝处的帮脚推压黏贴在鞋帮的中底上。
所述机架2左侧连接固定板D21,固定板D21也可以连接在机架2的右侧,本实施例中的固定板D21连接在机架的左侧。所述固定板D21上侧设有第一检测机构22、第二检测机构23,所述第一检测机构22中的底板E22-1连接固定板D21上侧,所述第二检测机构23中的底板F23-1连接固定板D21上侧。所述第一检测机构22还包括方管E22-2、上盖板E22-3、下盖板E22-4、导柱E22-5、直线轴承E22-6、槽型轮架E22-7、轮子E22-8、弹簧E22-9、弹簧接头E22-10、轮轴E22-11、固定座E22-12、开关/传感器E22-13。所述底板E22-1上侧连接方管E22-2底端部位,所述方管E22-2内侧部位连接下盖板E22-4,所述下盖板E22-4上侧抵接弹簧E22-9一侧,所述弹簧E22-9另一侧连接弹簧接头E22-10下侧,所述弹簧接头E22-10上侧两侧连接导柱E22-5底端部位,所述导柱E22-5于弹簧接头E22-10的上侧位置连接直线轴承E22-6,所述直线轴承E22-6连接上盖板E22-3下侧,所述上盖板E22-3连接方管E22-2顶端部位内侧,所述导柱F23-5顶端部位连接槽型轮架E22-7,所述槽型轮架E22-7的两槽壁中间临近顶端部位设有对称的轴孔E22-71,所述轴孔E22-71连接轮轴E22-11,所述轮轴E22-11连接轮子E22-8。所述方管E22-2上侧部位临近导柱E22-5底端部位一侧设有方孔E22-21,所述方孔E22-21部位的方管E22-2外侧连接固定座E22-12,所述固定座E22-12中连接光电传感器E22-13,所述光电传感器E22-13在固定座E22-12中由固定螺丝固定;所述第二检测机构23还包括槽型固定座F23-2、方管F23-3、转轴F23-4、上盖板F23-5、下盖板F23-6、导柱F23-7、直线轴承F23-8、槽型轮架F23-9、轮子F23-10、弹簧F23-11、弹簧接头F23-12、轮轴F23-13、固定螺丝F23-14、固定座F23-15、开关/传感器F23-16。所述底板F23-1上侧连接槽型固定座F23-2底端,所述槽型固定座F23-2的两侧槽壁中间临近顶端部位设有轴孔F23-21,所述轴孔E23-21任意侧的槽壁设有螺孔F23-22,所述螺孔F23-22连接固定螺丝F23-14,所述轴孔F23-21活动连接转轴F23-4。所述方管F23-3底端部位设有通孔F23-31,所述转轴F23-4连接通孔F23-31。所述方管F23-3内侧于转轴F23-4上侧部位连接下盖板F23-6,所述下盖板F23-6上侧抵接弹簧F23-11一侧,所述弹簧F23-11另一侧连接弹簧接头F23-12下侧,所述弹簧接头F23-12上侧两侧连接导柱F23-7底端部位,所述导柱F23-7于弹簧接头F23-12的上侧部位连接直线轴承F23-8,所述直线轴承F23-8连接上盖板F23-5下侧,所述上盖板f23 -5连接方管F23 -3顶端部位内侧。所述导柱F23 -7顶端部位连接槽型轮架F23 -9,所述槽型轮架F23 -9的两槽壁中间临近顶端部位设有对称的轴孔f23-91,所述轴孔f23-91连接轮轴F23-13,所述轮轴F23-13连接轮子F23-10。所述方管F23-3上侧部位临近导柱F23-7底端部位一侧设有方孔F23-311,所述方孔F23-311部位的方管F23-3外侧连接固定座F23-15,所述固定座F23-15中连接光电传感器F23-16,所述光电传感器F23-16在固定座F23-14中由固定螺丝固定。所述光电传感器E、光电传感器F为扩散反射型光电开关。
当第一机械手按程序驱动抓取机构抓取鞋楦后就移动到第一检测机构、第二检测机构位置的上方位置,第一机械手中的抓取机构下降使鞋楦的中帮部位即中底的底部压到第一检测机构中的轴承外圈,抓取机构继续下降推动轴承E下降,这时由轴承E带动导柱E下降,在导柱E下降开始起,下降的导柱E连接的弹簧接头E就挡住第一检测机构中的光电传感器E中的发光器发射的光电线,这时光电传感器E发送信号给伺服电缸A和帮腰窝推压机构中的伺服电机D,伺服电缸A、伺服电缸D收到信号启动工作,伺服电缸A就驱动推杆A伸出(缩回)来推动固定板A上升(上升状态是持续的)来变动角度,伺服电缸D就驱动推杆D伸出(缩回)来推动动推板D上升(上升状态是持续的)来变动角度。抓取机构继续下降使鞋楦前帮部位压到第二检测机构中的轴承外圈,抓取机构继续下降推动轴承F下降,这时由轴承F带动导柱F下降,导柱F连接的弹簧接头F下降就挡住第二检测机构中的光电传感器F中的发光器发射的光电线,第一机械手停止抓取机构的下降,这时光电传感器E发送信号给伺服电缸A和帮腰窝推压机构中的伺服电机D,收到信号的伺服电缸A、伺服电缸D就停止工作,伺服电缸A、伺服电缸D就停止推杆A、推杆D的伸出,固定板A、动推板D就停止上升而处在一个和鞋楦后跟坡度(即鞋后跟坡度)相适应的角度位置。然后第一机械手按程序上升抓取机构到一个位置,第一机械手按程序把鞋楦移动到下一道工序。
所述第二机械手15下面部位设有数控鞋帮放置平台24,所述数控鞋帮放置平台24包括底板H24-1、立柱24-2、顶板H24-3、推板H24-4、导柱H24-5、固定座H24-6、螺杆H24-7、螺母H24-8、轴承H24-9、大齿轮H24-10、小齿轮H24-11、定位柱H24-12、支架H24-13、定位尺H24-14、挡块H24-15、调节螺丝H24-16、横档H24-17、步进电机H24-18。所述底板H24-1四角部位连接立柱H24-2一侧,所述立柱H24-2另一侧连接顶板H24-3,所述顶板H24-3中间部位设有长方孔H24-31,所述长方孔H24-31的长边两侧部位连接定位柱H24-12,所述顶板H24-3上侧设有推板H24-4,所述推板H24-4一侧设有开口槽H24-41,所述推板H24-中间部位设有通孔H24-42,所述通孔H24-42套接定位柱H24-12,所述顶板H24-3两侧设有导柱孔H24-32,所述导柱孔H24-32套接导柱H24-5,每条所述导柱H24-5顶端部位固定连接推板H24-4。所述定位柱H24-12对应长方孔H24-31位置设有凹槽H24-121,所述长方孔H24-31套接横档H24-17,所述横档H24-17两侧抵接推板H24-4下侧,所述凹槽H24-121容纳横档H24-17上下移动,所述横档H24-17下侧中间位置连接螺杆H24-7顶端部位。所述顶板H24-3下侧连接固定座H24-6,所述固定座H24-6连接轴承H24-9,所述轴承H24-9连接螺母H24-8,所述螺母H24-8连接螺杆H24-7,所述螺母H24-8外侧连接大齿轮H24-10,所述大齿轮H24-10啮合连接小齿轮H24-11,所述小齿轮H24-11连接步进电机H24-18的轴H24-181,所述步进电机H24-18连接支架H24-13,所述支架H24-13底端连接底板H24-1上侧部位。所述顶板H24-3一侧中间位置连接挡块H24-15,于挡块H24-15内侧的顶板H24-3上侧部位的开口槽24-41中设有定位尺H24-14。所述挡块H24-15设有螺孔H151,所述螺孔H24-151连接调节螺丝H24-16,所述调节螺丝H24-16活动连接定位尺H24-14。在定位柱H套上鞋帮,根据鞋帮长度操作调节螺丝H,使调节螺丝H推动定位尺H抵接鞋帮前帮顶端的位置来定位鞋帮。鞋帮定位后,步进电机H按程序驱动螺杆H推动推板H,使推板H把定位柱H上的鞋帮推出一个被第二机械手15取走后、又推出一个鞋帮地进行循环工作。
所述机架2的左侧设有输送机25,所述输送机25的底端连接地面,所述输送机25中的输送带上连接一组相隔一定距离的定位盒W25-1,每个所述定位盒W25-1的两侧连接弹子销W25-2,每个所述定位盒W25-1后侧部位连接定位螺丝W25-3 ,每个所述定位盒W25-1中于两个弹子销W25-2之间活动连接定位套W25-4。根据鞋楦的不同长度调节定位螺丝W伸出长度,使定位螺丝W抵顶定位套后部,把鞋楦的后跟部位套上定位套W,使鞋楦后跟抵接定位套W底部,这样把鞋楦定位在定位盒中,使鞋楦中设置的定位孔和第一机械手中的夹取机构中的定位棒对应处在被夹取的位置。放进鞋楦的定位套W放定弹子销W之间,由弹子销抵顶定位,输送机按程序运行,把鞋楦运行到被第一机械手夹取的位置,鞋楦被第一机械手夹取一个,输送机按程序运行又送一个到定位的位置的进行循环工作。本实施例由人工操作根据鞋楦的不同长度,调节好鞋楦放在定位盒W中的定位位置,然后把鞋楦放置在定位盒中。
所述鞋楦放置平台26安置在数控鞋帮放置平台2一侧位置,所述鞋楦放置平台26的底端部位连接地面。所述鞋楦放置平台26顶端部位上也连接定位盒W25-1,所述定位盒W25-1中于两个弹子销W25-2之间活动连接仿形垫26-1。所述仿形垫26-1是根据鞋型设置的,本实施例示出的是一个仿高跟鞋型的作为说明示例用,其它鞋型未示出。第一机械手按程序驱动夹取机构把输送机上的鞋楦夹取移动到鞋楦放置平台上的仿形垫位置定位后,夹取机构把鞋楦放在仿形垫上并上升到等待位置,等鞋楦上被第二机械手中的吸取机构吸取的鞋帮放上后,等第二机械手离开后,第一机械手再按程序驱动夹取机构下降夹取鞋楦并由压紧机构中的压块压紧鞋帮把鞋楦夹取移动到下一道工序。
所述左支架10、右支架11后侧部位安置控制器27,所述控制器27连接支杆28一侧,所述支杆28另一侧连接显示屏29。所述控制器27储存程序数据,所述控制器27通过电线连接第一机械手、第二机械手、伺服电缸A、前扫刀机构、夹钳机构、帮腰窝推压机构、第一检测机构、第二检测机构、输送机、数控鞋帮设置平台、中帮指压机构、后扫刀机构、显示屏等机构或部件。在显示屏上操作启动夹帮机进行工作或关闭夹帮机停止工作及修改各机构或部件的工作参数如距离、时间、速度。
如下描述一下本发明的夹帮机的工作顺序:打开控制器,夹帮机进入待机状态,打开显示屏,显示屏上会显示工作栏,在工作栏中选择有人模式夹帮或无人模式夹帮,无人模式夹帮适合人造革、布材料做成的鞋帮、及经拉力测试获得拉力都在某个拉力值的正负3%的拉力参数范围内的牛皮、羊皮、猪皮做成的鞋前帮部位的鞋帮、及平跟、低后跟坡度的鞋型的鞋帮。有人模式夹帮适合人造革、布材料、牛皮、羊皮、猪皮做成的鞋帮、及所有鞋型的鞋帮。在有人模式夹帮时,人工只是在夹帮机的某个机构工作时,被加工的鞋帮不能到位的情况下辅助一下使鞋帮进入加工位置而已。
现在以无人模式进行夹帮加工为例,以简要描述夹帮机的工作过程,先在输送机上的每个定位盒W中放上(比如40码男鞋的鞋楦),在数控鞋帮放置平台中的定位柱上套上相同鞋码的鞋帮,鞋帮套到离定位柱顶端约一厘米的地方为止。在显示屏上打开无人模式,点确定,夹帮机就按设定的程序开始如下工作:第一机械手移动到输送机上方,第一机械手中的夹取机构旋转方向和鞋楦位置对应把输送机上定位盒W中的鞋楦夹取,并移动到鞋楦放置平台上方,并把鞋楦旋转一个方向和鞋楦放置平台上的仿形垫位置对应,把鞋楦放到鞋楦放置平台上定位盒W中的仿形垫上离开。(同时(也可以设定错开时间)数控鞋帮放置平台中的推板H把鞋帮推高一厘米待机)第二机械手把数控鞋帮放置平台中推高一厘米的鞋帮吸取放到鞋楦放置平台上的鞋楦中后离开。第一机械手按程序移动到鞋楦放置平台上夹取鞋楦并由压紧机构中的压紧块压紧鞋帮定位,并移动到第一检测机构、第二检测机构上方位置,然后把鞋楦旋转一个方向使鞋楦前帮部位朝夹帮机的前侧方向,并下降鞋楦由第一检测机构、第二检测机构协同检测鞋楦的后跟坡度,同时第一检测机构向伺服电缸A、伺服电缸D发送启动信号,(在上述的第一检测机构、第二检测机构结构中做了检测工作的描述,在此不再描述了),伺服电缸A、伺服电缸D得到信号工作推动固定板A、动推板D变动角度,当第二检测机构向伺服电缸A、伺服电缸D发送停止信号,伺服电缸A、伺服电缸D停止工作,第一机械手也停止下降鞋楦,这时固定板A、动推板D变动的角度和鞋楦的后跟坡度相似。伺服电缸A、伺服电缸D停止工作后,第一机械手按程序移动到夹钳机构上方,当鞋楦前帮顶端碰到第一光电传感器机构中的光电线停止移动,第一机械手把鞋楦下降压到撑台停止下降。这时夹钳机构、前扫刀机构等前帮机中的一些机构(在此未示出)按程序启动工作,把鞋帮的前帮部位进行夹帮。前帮夹帮完毕,第一机械手移动到帮腰窝推压机构的位置,帮腰窝推压机构按程序工作,帮腰窝推压机构把鞋帮的帮腰窝部位进行推压夹帮,(在上述的帮腰窝推压机构结构中已描述推压工作,在此不再描述了)。鞋帮的帮腰窝夹帮完毕,第一机械手移动到中帮指压机构位置,中帮指压机构按程序工作,中帮指压机构把鞋帮的中帮部位进行指压夹帮加工,(在上述的中帮指压机构结构中已描述指压工作,在此不再描述了)。中帮部位指压夹帮完毕,第一机械手移动到后扫刀位置,后扫刀机构按程序工作,后扫刀机构把鞋帮的后帮(后跟)部位进行夹帮加工(后扫刀机构属于现有技术的后帮机中的一个机构,在此不再描述了)。鞋帮的后帮夹帮完毕后,第一机械手移动到另一个输送机(在此未示出)上放下夹好鞋帮的鞋楦,第一机械手移动并上升夹钳机构到开始工作的位置,然后按程序进入下一个夹帮工作。当夹帮机把一整个鞋帮夹帮完毕,按程序进入下一个夹帮工作,夹帮机依次循环夹帮工作。本夹帮机无论采用哪种模式进行夹帮工作,夹帮机都是按设定的(修改后的)程序把一整个鞋帮进行自动夹帮工作的。(一些现有技术在此未示出)。