拉链链条缝接装置
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及一种拉链链条缝接装置,将衣物用布等其他构件连续地缝到拉链(slide fastener)的拉链链条(fastener chain)上。
背景技术
以往,如专利文献1所公开那样,有将裤子的门襟等坯料片连续地缝到拉链的拉链链条上的缝制机。所述缝制机包括:移送部,其配置于坯料片的补给部与缝纫机之间的移送路的上游侧;以及移送速度调节部,其配置于所述移送路的下游侧。移送部具有上下相向地配置的驱动辊及支撑辊,在所述辊间保持坯料片并进行移送。移送速度调节部的坯料片的移送速度设定得低于移送部的坯料片的移送速度,缝纫机的缝制速度设定得低于移送速度调节部的移送速度。关于这些速度控制,分别利用伺服马达使各驱动辊同步而调节进给速度。
[现有技术文献]
[专利文献]
[专利文献1]日本专利特开2006-158705号公报
发明内容
[发明所要解决的问题]
在所述背景技术的情况下,缝纫机的驱动速度、坯料片的进给速度、拉链链条的进给速度是通过分别控制设于各部的多个伺服马达而调节,因而控制困难且装置的结构也复杂,也存在维护等也困难的问题。此外,也存在下述问题,即:在将坯料片缝到拉链链条上时,坯料片或拉链链条的带部有收缩,在坯料片与坯料片之间产生间隙。
本发明是鉴于所述背景技术的问题点而成,其目的在于提供一种结构简单并且能可靠且美观地缝制的拉链链条缝接装置。
[解决问题的技术手段]
本发明是一种拉链链条缝接装置,包括:拉链链条供给部,其连续地供给拉链的拉链链条;坯料片供给部,其依次连续地供给要缝到所述拉链链条上的多个坯料片;缝纫机,其将所述坯料片缝到所述拉链链条上;以及拉链链条抽出部,其以所述坯料片被缝在所述拉链链条上的状态将所述拉链链条抽出,所述坯料片供给部、所述缝纫机及所述拉链链条抽出部由一台驱动马达进行驱动,所述坯料片供给部与所述拉链链条抽出部分别经由无级变速机由所述驱动马达进行驱动。
所述驱动马达连续旋转,所述无级变速机间歇驱动,通过所述缝纫机将所述坯料片缝到所述拉链链条上。
所述坯料片供给部包括:供给侧滑轮,其由所述驱动马达经由一个所述无级变速机进行驱动;以及供给侧环形皮带,其通过所述供给侧滑轮而转动,所述坯料片通过所述供给侧环形皮带的转动而被搬送。
通过所述供给侧滑轮而转动的所述供给侧环形皮带与挤压所述供给侧环形皮带的挤压用环形皮带等挤压构件相向,所述坯料片由所述供给侧环形皮带与所述挤压用环形皮带夹持而被供给至所述缝纫机。
所述拉链链条抽出部包括:抽出侧滑轮,其由所述驱动马达经由另一个所述无级变速机进行驱动;以及从动辊等支撑构件,其与所述抽出侧滑轮相向,缝接了所述坯料片的所述拉链链条由所述抽出侧滑轮与所述支撑构件夹持而被抽出。所述抽出侧滑轮通过抽出侧环形皮带而与另一个所述无级变速机连结。
所述坯料片供给部的所述供给侧滑轮及所述拉链链条抽出部的所述抽出侧滑轮,调节各所述无级变速机,将所述拉链链条抽出部的所述抽出侧滑轮的转速设定得低于所述坯料片供给部的所述供给侧滑轮。
所述缝纫机的缝纫机侧滑轮与各所述无级变速机的各驱动滑轮分别通过环形皮带而以能够旋转的方式连结于所述驱动马达的旋转轴。
[发明的效果]
本发明的拉链链条缝接装置利用一台驱动马达来分别驱动坯料片供给部、拉链链条抽出部及缝纫机,结构简单,装置的维护也容易。坯料片供给部与拉链链条抽出部的驱动速度可分别利用无级变速机准确地调节,可对坯料片的供给速度与拉链链条的抽出速度分别个别地进行最优控制。尤其通过将拉链链条抽出部的抽出侧滑轮的转速设定得略低于坯料片供给部的供给侧滑轮,从而可吸收坯料片与拉链链条的缝制时的收缩而美观地缝制,所缝制的拉链的坯料片间也不易空开间隙。
附图说明
图1为本发明的一实施方式的拉链链条缝接装置的概略立体图。
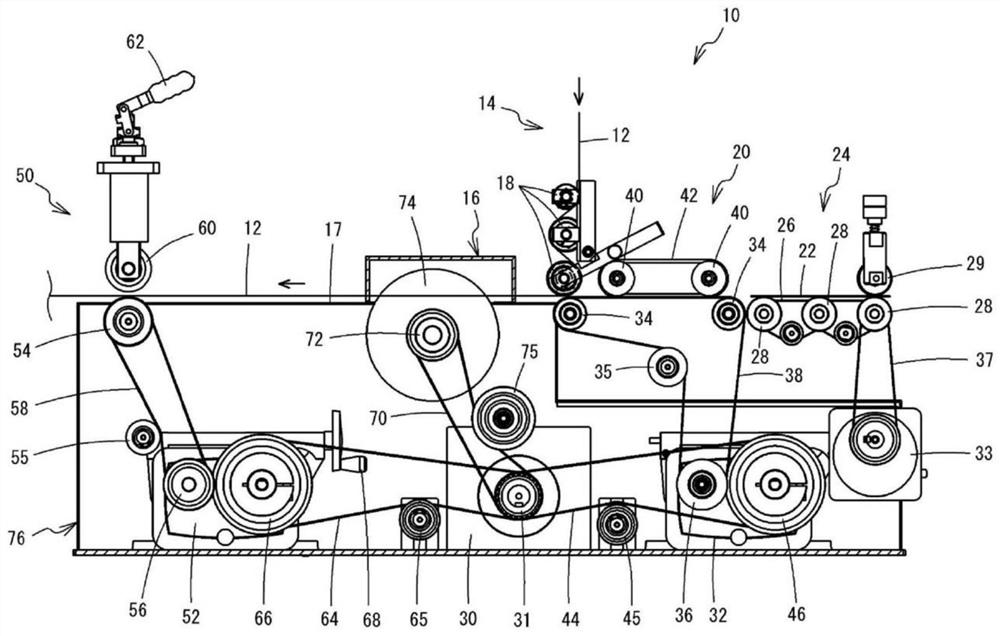
图2为本发明的一实施方式的拉链链条缝接装置的概略主视图。
图3为表示本实施方式的拉链链条缝接装置的驱动马达及无级变速机的概略俯视图。
图4为表示本实施方式的拉链链条缝接装置的主要部分的立体图。
[附图标记说明]
10:拉链链条缝接装置
12:拉链链条
14:拉链链条供给部
16:缝纫机
17:滑动面
17a:缝制用针孔
18、45、55、65、75:调节滑轮
20:坯料片供给部
22:坯料片
24:坯料片进给部
26:进给用环形皮带
28:搬入辊
29、60:从动辊
30:驱动马达
31:马达滑轮
32、52:无级变速机
33:搬入马达
34:供给侧滑轮
35:转向滑轮
36、46、56、66:驱动滑轮
37:搬入用环形皮带
38:供给侧环形皮带
40:从动滑轮
42:挤压用环形皮带
44:供给侧驱动皮带
48、68:调节手柄
50:拉链链条抽出部
54:抽出侧滑轮
58:抽出侧环形皮带
62:操作杆
64:抽出侧驱动皮带
70:缝纫机用环形皮带
72:缝纫机侧滑轮
74:操作圆盘
具体实施方式
以下,基于附图对本发明的实施方式加以说明。图1~图4表示本发明的一实施方式的拉链链条缝接装置,本实施方式的拉链链条缝接装置10具有:拉链链条供给部14,其连续地供给拉链链条12,此拉链链条12是在拉链带上安装了链牙的拉链沿长度方向连接而成。拉链链条供给部14将长条的拉链链条12卷绕于未图示的辊等,以能够对后述的缝纫机16自上方连续地供给拉链链条12的方式设置。在缝纫机16的附近,包括用于调节拉链链条12的张力而稳定地进行供给的三个调节滑轮18。
缝纫机16设于从上方供给的拉链链条12由下端的调节滑轮18转向为水平方向的位置的附近。此处,关于缝纫机16,省略缝针或其他结构。缝纫机16不包括进给机构,通过后述的拉链链条抽出部50间歇地抽出拉链链条12,反复进行后述的坯料片22的缝纫及移动。缝纫机16的未图示的机针贯穿缝制用针孔17a,此缝制用针孔17a形成于以使拉链链条12沿水平方向移动的方式载置拉链链条12的滑动面17,且所述机针以能够缝制拉链链条12与坯料片22的方式设置。
坯料片供给部20例如连续地供给要缝到拉链链条12上的、裤子的门襟部的坯料片22,以使此坯料片22与被进给至缝纫机16的规定位置的拉链链条12重叠。坯料片供给部20连结于位于缝纫机16的下方的驱动马达30,将未图示的多数个坯料片22沿水平方向一片一片地送出,并供给至缝纫机16侧。
坯料片供给部20包括:一对供给侧滑轮34,其经由无级变速机32而受到驱动;转向滑轮35,其位于供给侧滑轮34的下方;以及驱动滑轮36,其设于无级变速机32。在一对供给侧滑轮34、转向滑轮35及设于无级变速机32的驱动滑轮36,架设着供给侧环形皮带38。
一对供给侧滑轮34的旋转轴配置于水平面上,一对供给侧滑轮34间的供给侧环形皮带38也位于水平面上。设有挤压用环形皮带42,此挤压用环形皮带42与一对供给侧滑轮34间的供给侧环形皮带38相向,架设于一对从动滑轮40间,且挤压供给侧环形皮带38。
在相对于坯料片供给部20的坯料片22的供给方向而为上游侧,且接近供给侧滑轮34的上游侧,设有坯料片22的坯料片进给部24。在坯料片进给部24,设有由进给用环形皮带26驱动的多个搬入辊28,搬入辊28中的、进给方向上游端的搬入辊28经由搬入用环形皮带37而连接于搬入马达33。在搬入辊28的上方设有从动辊29,以能够将所搬入的坯料片22挤压夹持的方式相向。
无级变速机32包括驱动滑轮46,此驱动滑轮46经由供给侧驱动皮带44而连结于与驱动马达30同轴的马达滑轮31。在马达滑轮31与驱动滑轮46间,设有调节供给侧驱动皮带44的张力(tension)的调节滑轮45。驱动滑轮36、驱动滑轮46是以下述方式设定:将从驱动马达30传递至驱动滑轮46的旋转在无级变速机32内减速至规定的减速比,并从驱动滑轮36传递至供给侧环形皮带38。在无级变速机32,设有手动调节减速比的调节手柄48。
在拉链链条12的搬送方向的缝纫机16的下游侧,设有拉链链条抽出部50,此拉链链条抽出部50以坯料片22被缝到拉链链条12上的状态抽出拉链链条12。
拉链链条抽出部50也包括:一对抽出侧滑轮54,其连结于驱动马达30,经由无级变速机52而受到驱动;用于调节张力的调节滑轮55,其位于抽出侧滑轮54的下方;以及驱动滑轮56,其设于无级变速机52。在抽出侧滑轮54与无级变速机52的驱动滑轮56,架设着抽出侧环形皮带58。
从动辊60与抽出侧滑轮54相向地位于抽出侧滑轮54的上方。从动辊60设置成通过操作杆(lever)62而沿上下方向在压接于抽出侧滑轮54的位置、与退避到上方的位置进退自如。
无级变速机52也包括驱动滑轮66,此驱动滑轮66经由抽出侧驱动皮带64而连结于与驱动马达30同轴的马达滑轮31。在马达滑轮31与驱动滑轮66间,设有调节抽出侧驱动皮带64的张力的调节滑轮65。驱动滑轮56、驱动滑轮66是以下述方式设定:将从驱动马达30传递至驱动滑轮66的旋转在无级变速机52内减速至规定的减速比,并从驱动滑轮56传递至供给侧环形皮带58。在无级变速机52,也设有手动调节减速比的调节手柄68。
在与驱动马达30的旋转轴同轴地固定的马达滑轮31,卷绕着供给侧驱动皮带44、供给侧驱动皮带64,并且卷绕着架设于缝纫机16侧的缝纫机用环形皮带70。缝纫机用环形皮带70卷绕于马达滑轮31与驱动缝纫机16的缝纫机侧滑轮72之间,在缝纫机用环形皮带70的中途,设有调节缝纫机用环形皮带70的张力的调节滑轮75。在缝纫机侧滑轮72,同轴地固定有操作圆盘74,以能够通过手动而调节操作缝纫机16的机针的位置等的方式设置。
无级变速机32、无级变速机52、驱动马达30等驱动机构位于坯料片供给部20及拉链链条抽出部50的侧方,设于保护机构的收容箱76内而受到保护。
根据所述结构,驱动马达30连结于两个无级变速机32、52及缝纫机16并分别进行驱动,坯料片供给部20、拉链链条抽出部50及缝纫机16以通过一台驱动马达30而分别进行规定动作的方式构成。此处,马达30以规定的转速连续地旋转,无级变速机32、无级变速机52的驱动滑轮46、驱动滑轮66是以对应缝纫机16的机针的活动而间歇驱动的方式分别设定。
接下来,对本实施方式的拉链链条缝接装置10的动作及作用进行以下说明。所述拉链链条缝接装置10从上游侧的未图示的坯料片搬出装置将坯料片22一片一片地依次送入坯料片进给部24,由坯料片进给部24的搬入辊28与从动辊29夹持一片坯料片22,通过搬入辊28的旋转而进给坯料片22。
所进给的坯料片22由坯料片供给部20一片一片地插入至供给侧环形皮带38与挤压用环形皮带42间。坯料片供给部20通过驱动马达30的旋转,经由无级变速机32利用以规定转速旋转的驱动滑轮36来驱动供给侧环形皮带38。通过无级变速机32及搬入马达33的转速的设定,坯料片供给部20的坯料片22的搬送速度设定得略低于上游侧的坯料片进给部24的坯料片22的进给速度。
此时,拉链链条抽出部50也通过相同的驱动马达30经由无级变速机52而使驱动滑轮56旋转,从而抽出拉链链条12的拉链带及坯料片22。此时,考虑到将坯料片22缝在拉链链条12上所致的收缩,将驱动滑轮56的转速设定为例如较驱动滑轮36慢5%左右的转速。通过驱动滑轮56的旋转,由抽出侧滑轮54与从动辊60夹持的拉链链条12和缝纫机16的缝制同步地,与坯料片22一起沿下方滑动导件78向下方滑动,并被向下一工序抽出。
关于拉链链条12与坯料片22的缝接时的驱动马达30与无级变速机32、无级变速机52的动作,驱动马达30连续地旋转,并且无级变速机32、无级变速机52与缝纫机16的机针的活动同步地间歇驱动。关于间歇驱动,在缝纫机16的机针插入至拉链链条12的拉链带及坯料片22的期间停止活动,若缝纫机16的机针从拉链带及坯料片22脱出,则无级变速机32、无级变速机52通过驱动马达30以规定角度旋转。由此,使拉链链条12及坯料片22以缝纫机16行针一次的间距移动,无级变速机32、无级变速机52再次停止,缝纫机16的针插入至拉链带及坯料片22。反复进行所述动作,通过缝纫机16将坯料片22缝到拉链链条12上。
根据所述实施方式的拉链链条缝接装置10,为利用一台驱动马达30将坯料片供给部20、拉链链条抽出部50及缝纫机16这三个部位分别驱动,将驱动用马达的数量设为最小限度的简单结构,装置的维护也容易。而且,坯料片供给部20与拉链链条抽出部50的驱动速度可分别通过无级变速机32、无级变速机52而准确地分别调节,可对坯料片22的供给速度及拉链链条12的抽出速度分别进行最优控制。尤其通过将拉链链条抽出部50的抽出侧滑轮54的转速设定得较坯料片供给部20的供给侧滑轮34低规定的比率,从而可美观地缝制坯料片22与拉链链条12,所缝制的拉链的坯料片间也不易空开间隙。
此外,本发明的拉链链条缝接装置并不限定于所述实施方式,各构件的驱动马达与无级变速机的连结也可利用环形皮带以外的动力传递机构,无级变速机与供给侧滑轮或抽出侧滑轮的连结也可利用环形皮带以外的动力传递机构。而且,为了供给坯料片或抽出拉链带而压接的挤压用环形皮带或从动辊也可为皮带或辊以外的压接构件或引导构件、滑动构件。