分区抗皱控起拱布带及其塑钢拉链和制备工艺
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及拉链领域,具体的涉及一种分区抗皱控起拱布带及其塑钢拉链和制备工艺。
背景技术
树脂拉链又称拉链,是以POM共聚甲醛为主要原料,按照不同的产品模具,经注塑机注塑成型的拉链产品。传统拉链布带的生产工艺如下:利用材料的热收缩率,通过设备的加温定型,需保证布带外边大于内边,拉链的两条布带之间需要一定的内弧距离D,以60cm的拉链为例,内弧距离D=9-10cm,两边的布带拉合成一条后,布带边缘会形成褶皱波浪状,以保证布带具有足够的柔性空间与面料进行缝合,保持相对的平整度。传统拉链布带加工工艺存在一些问题:由于布带为柔性体,在加温定型的过程中,边带两边的收缩率不一致,因此要控制内弧的难度很大,通过染色和躺平工序后,很难保证布带弧度的一致性,从而导致布带合并后呈C型弯或S型弯,从而导致批量的产品不合格,其次,拉链边带边缘的波浪褶皱对服饰车缝工序也增加了一定的难度,更具服饰的码数,所需拉链长短不一,从18cm-120cm不等,用D的间距来判断及为复杂,传统拉链车缝在服饰上面,都存在不同程度的起拱现象,从而影响整件衣服的平整度和美观度,有鉴于此,本案由此产生。
发明内容
本发明要解决的技术问题是提供一种分区抗皱控起拱布带及其塑钢拉链和制备工艺,
为解决上述技术问题,本发明采用的技术方案如下:分区抗皱控起拱布带,其特征在于:从塑钢牙内边缘起依次包括排牙定型区、面料缝合区和布边定型区。
优选的,在同等温度定型后,所述排牙定型区和布边定型区的定型收缩率均大于面料缝合区,布带定型后的所述排牙定型区和布边定型区边缘平行,面料缝合区形成波浪褶皱。
优选的,所述排牙定型区和布边定型区的织物紧密度大于所述面料缝合区。
优选的,所述面料缝合区的织物组织为平纹组织;所述排牙定型区和布边定型区的织物组织为纱线缠绕组织、斜纹组织或缎纹组织中的一种或多种。
优选的,所述排牙定型区的经线中包含布筋定型线,所述布边定型区的经线中包含高收缩定型纱线,所述布筋定型线和高收缩定型纱线的收缩率高于其他的基础经线和基础纬线。
优选的,所述布筋定型线设有1-3条,所述布筋定型线位于排牙定型区的边缘,布筋定型线和纬线编织构成排牙咪区;所述高收缩定型纱线设有1-2条,所述高收缩定型纱线位于布边定型区的边缘向内第3-5条的任意位置。
优选的,在同等温度下,所述布筋定型线和高收缩定型纱线的收缩率为基础经线和基础纬线的1.15-1.5倍。
优选的,所述布筋定型线为双层包芯纱线,所述布筋定型线包括中心线和包裹于中心线外部的、同种材料的外纱线层,所述中心线采用所述高收缩定型纱线;所述排牙定型区和面料缝合区的分界处,以及布边定型区和面料缝合区的分界处设有分界经线,所述分界经线由两根所述基础经线构成。
一种塑钢拉链,包括塑钢牙,还包括权利要求1-8任一项所述的分区抗皱控起拱布带,所述塑钢牙设置于分区抗皱控起拱布带的排牙定型区。
所述的拉链的制备工艺,包括如下步骤:
步骤a、编织成型所述分区抗皱控起拱布带;
步骤b、对所述分区抗皱控起拱布带进行高温定型,定型后所述排牙定型区收缩率高于所述布边定型区,所述排牙定型区的内边缘小于所述布边定型区的外边缘,所述布袋整体呈内弧,面料缝合区呈波浪褶皱;
步骤c、拉紧所述分区抗皱控起拱布带,使所述排牙定型区的内边缘和所述布边定型区的外边缘等长平行;
步骤d、通过注塑机在排牙定型区的边缘注塑成型塑钢牙,高温注塑成型过程中,对排牙定型区重新加热,冷却后定型,使得所述排牙定型区的内边缘和所述布边定型区的外边缘保持等长平行状态,面料缝合区保持波浪褶皱状态。
由上述描述可知,本发明提供的分区抗皱控起拱布带及其塑钢拉链和制备工艺,在同等温度定型后,排牙定型区W2和布边定型区W3的定型收缩率均大于面料缝合区W1,布带定型后的排牙定型区W2和布边定型区W3边缘平行,面料缝合区W1形成波浪褶皱。布带的各个分区通过不同特性的纱线、规格、收缩率和编织方式实现定型后的不同形态,其中排牙定型区W2和布边定型区W3为高收缩区,面料缝合区W1为低收缩区,因此在定型后排牙定型区W2和布边定型区W3的定型收缩率均大于面料缝合区W1,从而形成松弛柔软的缝合区域,使得缝合区域能够更好的与面料贴合;同时在注塑塑钢牙后,布带和拉链最终定型,此时排牙定型区W2的内边缘和布边定型区W3的外边缘保持等长平行状态,起到定型和支撑的作用,使得两者之间的面料缝合区W1产生褶皱,与面料缝合后更加平整,不易起拱。
附图说明
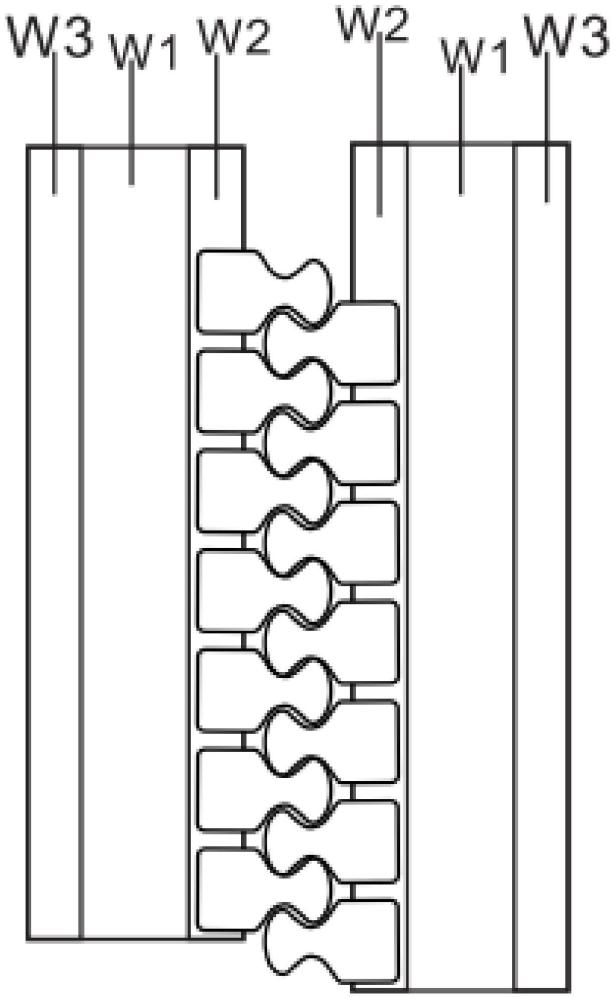
图1为本发明分区抗皱控起拱布带的结构示意图。
图2为本发明分区抗皱控起拱布带的织物组织示意图。
图3为布筋定型线的结构示意图。
图4为传统拉链的结构示意图。
具体实施方式
以下通过具体实施方式对本发明作进一步的描述。
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
如图所示,本发明分区抗皱控起拱布带,从塑钢牙内边缘起依次包括排牙定型区W2、面料缝合区W1和布边定型区W3。排牙定型区W2用于与塑钢牙相结合,面料缝合区W1用于与面料贴合并缝合,布边定型区W3和排牙定型区W2在定型后,一起构成了内外边缘平行的定型和支撑带,使得位于两者之间的面料缝合区W1形成褶皱,从而形成松弛柔软的缝合区域,使得缝合区域能够更好的与面料贴合,因此定型后的布带无需进行内外边不等边定型,无需控制拉链的内弧形态,拉链条装无长短限制;作为优选方案,排牙定型区W2的宽度为3-6mm,面料缝合区W1的宽度为3-6mm,布边定型区W3的宽度为5-10mm。
在同等温度定型后,排牙定型区W2和布边定型区W3的定型收缩率均大于面料缝合区W1,布带定型后的排牙定型区W2和布边定型区W3边缘平行,面料缝合区W1形成波浪褶皱。布带的各个分区通过不同特性的纱线、规格、收缩率和编织方式实现定型后的不同形态,其中排牙定型区W2和布边定型区W3为高收缩区,面料缝合区W1为低收缩区,因此在定型后排牙定型区W2和布边定型区W3的定型收缩率均大于面料缝合区W1,从而形成松弛柔软的缝合区域,使得缝合区域能够更好的与面料贴合;同时在注塑塑钢牙后,布带和拉链最终定型,此时排牙定型区W2的内边缘和布边定型区W3的外边缘保持等长平行状态,起到定型和支撑的作用,使得两者之间的面料缝合区W1产生褶皱,与面料缝合后更加平整,不易起拱。
排牙定型区W2和布边定型区W3的织物紧密度大于面料缝合区W1。要使定型后排牙定型区W2和布边定型区W3的定型收缩率均大于面料缝合区W1,可以通过选用不同织物组织来实现。
面料缝合区W1的织物组织为平纹组织;排牙定型区W2和布边定型区W3的织物组织为纱线缠绕组织、斜纹组织或缎纹组织中的一种或多种。平纹组织的织物密度小于缠绕组织、斜纹组织或缎纹组织,因此在布袋定型后,面料缝合区W1的收缩率小于排牙定型区W2和布边定型区W3,进而导致面料缝合区W1发生褶皱;比如缠绕组织中,纬线缠绕经线一圈后与下一条经线按同样方式编织,其织物组织的密实度较平纹组织大,同时能够增加排牙定型区W2和布边定型区W3的收缩度和收缩稳定性;而面料缝合区W1采用十字交叉的平纹组织,能够降低该区域的收缩率,提高松弛度和柔软度,与面料缝合的过程中更容易均匀吃针,与面料更为贴合。
排牙定型区W2的经线中包含布筋定型线3,布边定型区W3的经线中包含高收缩定型纱线1,布筋定型线3和高收缩定型纱线1的收缩率高于其他的基础经线4和基础纬线6。要使定型后排牙定型区W2和布边定型区W3的定型收缩率均大于面料缝合区W1,可以通过选用不同结构和收缩率的纱线来实现,布筋定型线3和高收缩定型纱线1的收缩率交基础经线4高,加上排牙定型区W2和布边定型区W3采用缠绕编织工艺,提高布袋密实度,使得两个区域的收缩度和收缩稳定性交面料缝合区W1高;由于排牙定型区W2和布边定型区W3均包含高收缩率的经线,因此在定型后,各区域沿着经线方向的收缩率不同,从而导致面料缝合区W1发生褶皱。
布筋定型线3设有1-3条,布筋定型线3位于排牙定型区W2的边缘,布筋定型线3和纬线编织构成排牙咪区;高收缩定型纱线1设有1-2条,高收缩定型纱线1位于布边定型区W3的边缘向内第3-5条的任意位置。布筋定型线3位于排牙定型区W2的边缘,由多条布筋定型线3和纬线编织构成排牙咪区,布筋定型线3至分界经线5形成排牙定型区W2,两条分界经线5之间为面料缝合区W1,分界经线5至布边定型区W3的外边为布边定型区W3;高收缩定型纱线1位于布边定型区W3偏中间的位置,起到支撑定位筋线的作用,排牙过程中拉伸布带,需要以收缩定型后的高收缩定型纱线1为基准,在此基础上拉伸排牙定型区W2,使得内外两侧边缘平行。
在同等温度下,布筋定型线3和高收缩定型纱线1的收缩率为基础经线4和基础纬线6的1.15-1.5倍。优选的,布筋定型线3和高收缩定型纱线1的收缩率为基础经线4和基础纬线6的1.25倍。布筋定型线3、高收缩定型纱线1、基础经线4、基础纬线6采用现有技术中的相应材料,使其收缩率产生差别。
布筋定型线3为双层包芯纱线,布筋定型线3包括中心线和包裹于中心线外部的、同种材料的外纱线层2,中心线采用高收缩定型纱线1同样的纱线;排牙定型区W2和面料缝合区W1的分界处,以及布边定型区W3和面料缝合区W1的分界处设有分界经线5,分界经线5由两根基础经线4构成。布筋定型线3采用包芯工艺,在高收缩定型纱线1的基础上在进行包织,能够防止高收缩定型纱线1散纱,形成结实稳定的双层包芯结构的布筋定型线3;在分界经线5的纱线较基础纱线粗,起到支撑定位和分区的作用,用于对各区进行分区。
一种塑钢拉链,包括塑钢牙,还包括权利要求1-8任一项的分区抗皱控起拱布带,塑钢牙设置于分区抗皱控起拱布带的排牙定型区W2。
根据上述的拉链的制备工艺,包括如下步骤:
步骤a、编织成型分区抗皱控起拱布带;
步骤b、对分区抗皱控起拱布带进行高温定型,定型后排牙定型区W2收缩率高于布边定型区W3,排牙定型区W2的内边缘小于布边定型区W3的外边缘,布袋整体呈内弧,面料缝合区W1呈波浪褶皱;
步骤c、拉紧分区抗皱控起拱布带,使排牙定型区W2的内边缘和布边定型区W3的外边缘等长平行;
步骤d、通过注塑机在排牙定型区W2的边缘注塑成型塑钢牙,高温注塑成型过程中,对排牙定型区W2重新加热,冷却后定型,使得排牙定型区W2的内边缘和布边定型区W3的外边缘保持等长平行状态,面料缝合区W1保持波浪褶皱状态。布带编制成型并高温定型后,由于排牙定型区W2的经线收缩率比布边定型区W3更高,因此此时布带是具有轻微内弧的;后续排牙的过程中,以布边定型区W3为基准,对布带进行拉紧定位,将布带内外两侧边缘拉平,在排牙定型区W2注塑塑钢牙的时候,由于高温加热,对排牙定型区W2重新加热,经冷却后定型,两侧边缘既能够保持平行,同时中间呈现褶皱;
如图4所示为传统的拉链结构示意图,通过设备加温定型后,需要保证布袋外边大于内边,两条布袋之间形成内弧距离D。
本发明在高温定型后虽然与传统的拉链加工工艺一样会出现两边不等长,进而形成内弧的情况,但是不同之处在于本发明的布带两侧边缘不等长形成的内弧,是由于两侧伸缩率不一致导致的,而传统布带工艺是编织形成后,通过加热定型,主动控制形成内弧,使得一侧形成褶皱,传统工艺中控制内弧弧度难度很大;因此对比可知,同样是为了形成褶皱的缝合区,使得面料的时候更贴合,本发明通过组织方法、纱线结构和工艺的创新,先形成内弧后经主动拉伸、注塑排牙排定型后形成中间的褶皱,其控制更为精准可控。
上述仅为本发明的若干具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。