防水拉链链条的制作方法
文献发布时间:2024-01-17 01:23:17
技术领域
本发明涉及一种防水拉链链条的制作方法。
背景技术
常见的拉链通常包括由条状的拉链带(fastener tape)与排列于拉链带上的多个链牙(element)所组成的拉链链条(fastener chain)、以及安装于拉链链条以通过滑动而开启或封闭链牙的拉头,并且还可以依据需求于拉头上设置拉片。进而,拉链链条的拉链面上可进行防水处理,例如喷涂防水材料或贴附防水膜片,来构成防水拉链链条。然而,现有技术通常是对单一拉链链条逐一进行防水处理,制作效率有限,且防水材料或防水膜片在拉链链条的边缘部分残留,制作品质有待提升。
发明内容
本发明提供一种防水拉链链条的制作方法,能够提升防水拉链链条的制作效率与制作品质。
本发明的实施例提供一种防水拉链链条的制作方法,适于同时制作多个防水拉链链条,包括:第一步骤,在宽度比多个拉链链条并排的合计宽度大的防水膜片上设置黏合层;第二步骤,将所述多个拉链链条沿着宽度方向并排设置并贴合在所述黏合层上;第三步骤,将所述防水膜片在所述宽度方向上的两端切除,使所述防水膜片的宽度对应于所述多个拉链链条并排的合计宽度;第四步骤,将所述多个拉链链条之间切开,使所述多个拉链链条彼此分离;以及第五步骤,将所述多个拉链链条的每一个在所述宽度方向上的相对两边缘部分切除局部,对所述多个拉链链条的每一个的所述两边缘部分进行修饰。
在本发明的一实施例中,所述防水拉链链条的制作方法还包括:第六步骤,对所述多个拉链链条的每一个的所述两边缘部分照射等离子体。
在本发明的一实施例中,在所述第六步骤中,沿着传送方向逐一传送所述多个拉链链条的每一个,来照射所述等离子体。
在本发明的一实施例中,所述等离子体朝向相反于所述传送方向的方向对所述多个拉链链条的每一个的所述两边缘部分进行照射。
在本发明的一实施例中,所述等离子体的照射方向相对于所述传送方向倾斜,而与所述多个拉链链条的每一个的所述两边缘部分相隔角度。
在本发明的一实施例中,所述等离子体的照射方向与所述多个拉链链条的每一个的所述两边缘部分位在同一水平高度。
在本发明的一实施例中,所述等离子体的照射方向相对于所述多个拉链链条的每一个的所述两边缘部分在上下方向上倾斜。
在本发明的一实施例中,所述防水拉链链条的制作方法还包括:第七步骤,将所述多个拉链链条的每一个所具有的拉链带的中间部切开。
在本发明的一实施例中,所述多个拉链链条包括不同颜色的拉链链条,所述第五步骤中对所述两边缘部分切除的局部的宽度对应颜色转移的范围。
基于上述,在本发明的防水拉链链条的制作方法中,首先在宽度大的防水膜片上设置黏合层,将多个拉链链条沿着宽度方向并排设置并贴合在黏合层上,并将防水膜片在宽度方向上的两端切除,使防水膜片的宽度对应于多个拉链链条并排的合计宽度。接着,将多个拉链链条之间切开,使多个拉链链条彼此分离。并且,将多个拉链链条的每一个在宽度方向上的相对两边缘部分切除局部,对多个拉链链条的每一个的两边缘部分进行修饰。如此,不仅能够同时制作多个防水拉链链条,还可以对多个拉链链条的每一个的两边缘部分进行修饰,防止防水膜片在边缘部分残留。据此,本发明的防水拉链链条的制作方法能够提升防水拉链链条的制作效率与制作品质。
附图说明
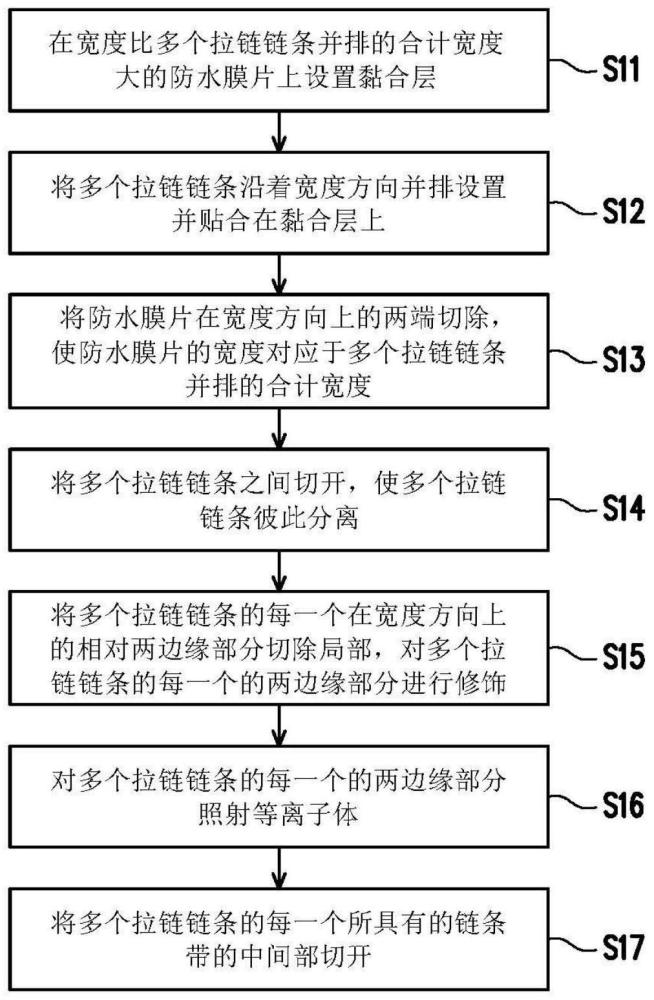
图1为本发明的一实施例的防水拉链链条的制作方法的流程示意图;
图2A至图2G为图1所示的防水拉链链条的制作方法的各步骤在宽度方向上的侧视示意图;
图3为图2B所示的防水拉链链条的制作方法的第二步骤的俯视示意图;
图4为图2G所示的防水拉链链条的制作方法的第六步骤的俯视示意图;
图5为图2G所示的防水拉链链条的制作方法的第六步骤在长度方向上的侧视示意图;
图6与图7为图4所示的防水拉链链条的制作方法的第六步骤的变形例示意图。
附图标号说明
50:防水拉链链条;
60:防水膜片;
70:黏合层;
80:等离子体照射器;
100:拉链链条;
110:拉链带;
112:中间部;
120:链牙;
130:边缘部分;
S11:第一步骤;
S12:第二步骤;
S13:第三步骤;
S14:第四步骤;
S15:第五步骤;
S16:第六步骤;
S17:第七步骤;
α、β:倾斜角度。
具体实施方式
现将详细地参考本发明的示范性实施例,示范性实施例的实例说明于附图中。其中,图1为本发明的一实施例的防水拉链链条的制作方法的流程示意图,图2A至图2G为图1所示的防水拉链链条的制作方法的各步骤在宽度方向上的侧视示意图,图3为图2B所示的防水拉链链条的制作方法的第二步骤的俯视示意图,图4为图2G所示的防水拉链链条的制作方法的第六步骤的俯视示意图,图5为图2G所示的防水拉链链条的制作方法的第六步骤在长度方向上的侧视示意图,图6与图7为图4所示的防水拉链链条的制作方法的第六步骤的变形例示意图。在附图中将防水拉链链条50的结构比例适当地放大或缩小(例如,将横截面为扁平状的防水拉链链条50的厚度尺寸放大),来清楚示出防水拉链链条50的各层结构的相对关系,但实际上的防水拉链链条50的尺寸比例可依据需求调整。以下将搭配图1至图7来说明本实施例的防水拉链链条50的制作方法的具体流程以及相关的变形例,但本发明不以此为限制。
请参考图1,在本实施例中,防水拉链链条50的制作方法适于同时制作多个防水拉链链条50,且包括以下步骤:第一步骤S11,在宽度比多个拉链链条并排的合计宽度大的防水膜片上设置黏合层;第二步骤S12,将多个拉链链条沿着宽度方向并排设置并贴合在黏合层上;第三步骤S13,将防水膜片在宽度方向上的两端切除,使防水膜片的宽度对应于多个拉链链条并排的合计宽度;第四步骤S14,将多个拉链链条之间切开,使多个拉链链条彼此分离;第五步骤S15,将多个拉链链条的每一个在宽度方向上的相对两边缘部分切除局部,对多个拉链链条的每一个的两边缘部分进行修饰;第六步骤S16,对多个拉链链条的每一个的两边缘部分照射等离子体;第七步骤S17,将多个拉链链条的每一个所具有的拉链带的中间部切开。然而,本发明不限于这些步骤,且部分步骤的顺序可调整或省略,如后续说明。
详细来说,在本实施例中,如图1与图2A所示,在第一步骤S11中,在宽度比多个拉链链条100(例如,三个,但不以此为限制)并排的合计宽度大的防水膜片60上设置黏合层70。更进一步地说,因应在后续步骤中预定制作的拉链链条100的数量与尺寸,选择宽度大的防水膜片60,并优选为将黏合层70配置在整个防水膜片60上,可在后续步骤中同时贴合多个拉链链条100来提升制作效率。并且,防水膜片60的长度也大于或等于多个拉链链条100的长度。然而,本发明并不限制拉链链条100的数量、尺寸与种类,亦不限制防水膜片60与黏合层70的尺寸与种类。黏合层70也可以只配置在防水膜片60的部分区域,其可依据需求调整。
接着,在本实施例中,如图1与图2B所示,在第二步骤S12中,将多个拉链链条100(例如,三个)沿着宽度方向并排设置并贴合在黏合层70上。更进一步地说,如图2B与图3所示,多个拉链链条100的每一个包括条状的拉链带110与排列于拉链带110上的多个链牙120,因而拉链链条100的长度方向为条状的拉链带110的长边方向(如图3中的上下方向),而拉链链条100的宽度方向为条状的拉链带110的短边方向(如图2B中的左右方向与图3中的左右方向)。
因此,在本实施例中,多个拉链链条100的每一个以拉链带110的相反于多个链牙120的一侧贴合在黏合层70上,且多个拉链链条100彼此紧邻(间距为0)而并排设置,但亦可彼此相隔适当间距而并排设置。由此,多个拉链链条100同时经由黏合层70贴合在防水膜片60上而具有防水效果。另外,多个拉链链条100不限于是逐一贴合在黏合层70上,也可以是以宽度大的基材设置多排链牙120,而所述基材在后续的切开步骤(即第四步骤S14)中构成多个拉链带110。较佳的是,所述拉链链条100所具有的拉链带110的中间部112(即拉链带110上对应于链牙120的部分)在此时尚未切开(随后连同防水膜片60与黏合层70一起切开),但本发明不以此为限制。
接着,在本实施例中,如图1与图2C所示,在第三步骤S13中,将防水膜片60在宽度方向上的两端切除,使防水膜片60的宽度对应于多个拉链链条100并排的合计宽度。更进一步地说,在第一步骤S11中所使用的防水膜片60的宽度比多个拉链链条100并排的合计宽度大,因而在第二步骤S12之后,宽度大的防水膜片60的两端超过位于排列于最外侧的拉链链条100的边缘部分。由此,在第三步骤S13,将防水膜片60在宽度方向(如图2C中的左右方向)上的两端的多余部分切除,以便于后续步骤的执行。
另外,在本实施例中,由于第一步骤S11到第三步骤S13是以宽度大的防水膜片60为基底来进行配置黏合层70、贴合多个拉链链条100并切除防水膜片60的两端的多余部分的动作,因而优选为第一步骤S11到第三步骤S13可使用同一机台(未示出)来进行,并以传送装置(例如、传送带)等在对应于第一步骤S11至第三步骤S13的站点之间传送防水膜片60并依序配置黏合层70、贴合多个拉链链条100并切除防水膜片60的两端的多余部分。然而,本发明不以此为限制,其可依据需求调整。
接着,在本实施例中,如图1与图2D所示,在第四步骤S14中,将多个拉链链条100之间切开,使多个拉链链条100彼此分离。在此过程中,由于多个拉链链条100经由黏合层70贴合在防水膜片60上,因而在将多个拉链链条100之间切开的同时也将防水膜片60与黏合层70切开。由此,切开后的多个拉链链条100的每一个都对应设有切开后的防水膜片60与黏合层70,进而构成多个防水拉链链条50的基本架构。即,多个防水拉链链条50的每一个分别由拉链链条100(包括拉链带110与链牙120)、防水膜片60、以及黏合层70所构成。如此,能够同时制作多个防水拉链链条50,提升防水拉链链条50的制作效率。
另外,在本实施例中,由于第四步骤S14是将贴合在宽度大的防水膜片60上的多个拉链链条100之间切开来分离多个拉链链条100并构成多个防水拉链链条50,因而优选为第四步骤S14可使用另一机台(未示出)来进行。在对应于第一步骤S11至第三步骤S13的机台与对应于第四步骤S14的机台之间,以人力将在第三步骤S13中已贴合多个拉链链条100并切除两端多余部分的防水膜片60传送到对应于第四步骤S14的机台。或者,亦可以第一步骤S11至第四步骤S14都使用同一机台进行处理。本发明不以此为限制,其可依据需求调整。
接着,在本实施例中,如图1与图2E所示,在第五步骤S15中,将多个拉链链条100的每一个在宽度方向上的相对两边缘部分130切除局部,对多个拉链链条100的每一个的两边缘部分130进行修饰。更进一步地说,多个拉链链条100在第二步骤S12中彼此紧邻(间距为0)而并排设置,可能会在第四步骤S14中切开时产生误差而造成尺寸不均,或者发生防水膜片60与黏合层70从两边缘部分130挤出的状况。
由此,在第五步骤S15中将多个拉链链条100的每一个在宽度方向(如图2E中的左右方向)上的相对两边缘部分130切除局部,例如是从两边缘部分130的最外侧往内切除一定宽度的范围(例如,1.5毫米),由此对多个拉链链条100的每一个的两边缘部分进行修饰。因此,能够将多个防水拉链链条50的尺寸调整成一致,且能够防止防水膜片60与黏合层70在边缘部分130残留,由此提升防水拉链链条50的制作品质。类似地,在多个拉链链条100彼此相隔适当间距而并排设置的实施例(未示出)中,也可在此步骤中切除多个拉链链条100的每一个的外侧的多余部分,本发明不以此为限制。
另外,在本实施例中,如图2B至图2D与图3所示,多个拉链链条100包括不同颜色的拉链链条100。所述颜色例如是预先印刷在多个拉链链条100的拉链带110上的颜料层,也可以是预先将多个拉链链条100的拉链带110进行染色,本发明不以此为限制。由此,在多个拉链链条100在第二步骤S12中彼此紧邻(间距为0)而并排设置的情况下,可能会在切开时产生误差而造成颜色转移,即,拉链链条100的两边缘部分130为另一拉链链条100的颜色。由此,较佳地是,在如图2E所示的第五步骤S15中对两边缘部分130切除的局部(例如,从两边缘部分130的最外侧往内切除的局部)的宽度对应颜色转移的范围(例如,1.5毫米),能够解决颜色转移的问题,由此提升防水拉链链条50的制作品质。然而,本发明并不限制多个拉链链条100具有不同颜色,其可依据需求调整。
接着,在本实施例中,如图1与图2F所示,在第六步骤S16中,对多个拉链链条100的每一个的两边缘部分130照射等离子体。更进一步地说,在第五步骤S15中对多个拉链链条100的每一个的两边缘部分130切除局部之后,虽然能够防止防水膜片60与黏合层70在两边缘部分130残留或进一步解决颜色转移的问题,但拉链链条100的两边缘部分130的切开面可能会产生毛边。由此,较佳地是,在第六步骤S16中对多个拉链链条100的每一个的两边缘部分130照射等离子体,使切除局部后的两边缘部分130的毛边热收缩,由此更进一步提升防水拉链链条50的制作品质。
进而,在其他未示出的实施例中,在第五步骤S15中将多个拉链链条100的每一个在宽度方向上的相对两边缘部分130切除局部之后,并不限于在第六步骤S16中对多个拉链链条100的每一个的两边缘部分130照射等离子体。在其中一个变形例中,也可以设有点火器、熨斗加热器、工业干燥机(热风加热器)等加热装置,来对多个拉链链条100的每一个的两边缘部分130进行加热。如此,在第六步骤S16中对多个拉链链条100的每一个的两边缘部分130进行加热,也可以使切除局部后的两边缘部分130的毛边热收缩,由此更进一步提升防水拉链链条50的制作品质。
另外,在本实施例中,由于多个拉链链条100在第四步骤S14之后已彼此分离,因而优选为第五步骤S15与第六步骤S16可使用另一机台(未示出)来进行。在对应于第四步骤S14的机台与对应于第五步骤S15与第六步骤S16的机台之间,以人力将在第四步骤S14中已分离的多个拉链链条100传送到对应于第五步骤S15与第六步骤S16的机台。或者,亦可以第一步骤S11至第六步骤S16都使用同一机台进行处理。并且,第六步骤S16可依据需求选择是否实施。即,在对多个拉链链条100的每一个的两边缘部分130进行修饰(第五步骤S15)之后,可依据需求选择是否还需要对两边缘部分130照射等离子体(第六步骤S16)来修饰毛边。然而,本发明不以此为限制,其可依据需求调整。
详细来说,在本实施例中,如图2E与图2F所示,在第五步骤S15与第六步骤S16中,从多个拉链链条100的每一个的相对两侧来对两边缘部分130进行切除局部以及照射等离子体的动作。由此,在第五步骤S15与第六步骤S16所使用的机台(未示出)中,优选为沿着传送方向(如图4中的箭头所指的方向,即图4的右方)逐一传送多个拉链链条100的每一个,且该机台在传送方向的相对两侧设置一对切割器(未示出)以及一对等离子体照射器80(如图4所示出),即可对沿着传送方向逐一传送的多个拉链链条100的每一个的两边缘部分130依序进行切割局部以及照射等离子体,由此降低照射等离子体所需的制作成本。
其中,所述切割器与等离子体照射器80可经由设置在传送方向下游侧的同一进给电动机进行驱动,但不以此为限制。并且,图2F与图4中的等离子体照射器80仅用于示意,等离子体照射器80并不限于如图2F与图4所示的尺寸与结构(例如,等离子体照射器80的尺寸实际上可比拉链链条100大,且包含有照射头与本体等结构)。然而,在其他未示出的实施例中,也可以使用能够同时对多个拉链链条100进行切割局部以及照射等离子体的机台(即,可设有多对切割器及多对等离子体照射器80),本发明不以此为限制。
再者,在本实施例中,如图4所示,在第六步骤S16中,优选为所述等离子体朝向相反于传送方向(如图4中的实线箭头所指的方向,即图4的右方)的方向(即图4的左方)对多个拉链链条100的每一个的两边缘部分130进行照射。较佳地是,等离子体的照射方向(如图4中的虚线箭头所指的方向)相对于传送方向倾斜,而与多个拉链链条100的每一个的两边缘部分130相隔倾斜角度α(例如,相隔10度~45度,但不以此为限制)。
由此,在本实施例中,在多个拉链链条100的每一个经由未示出的传送带传送的过程中,等离子体照射器80朝向相反于传送方向的方向照射等离子体,能够提高多个拉链链条100的每一个相对于等离子体照射器80所照射的等离子体的相对速度,进而避免多个拉链链条100的每一个的两边缘部分130在照射等离子体时的温度过高。然而,在其他未示出的实施例中,所述等离子体也可以朝向传送方向或者在与传送方向垂直的方向上对多个拉链链条100的每一个的两边缘部分130进行照射,本发明不以此为限制。
另外,在本实施例中,如图2F与图5所示,等离子体的照射方向与多个拉链链条100的每一个的两边缘部分130位在同一水平高度。也就是说,将等离子体照射器80设置在多个拉链链条100的每一个的相对两侧(如图2F中的左右两侧)来对应于多个拉链链条100的每一个的两边缘部分130,进而在与两边缘部分130位在同一水平高度的位置(如图2F与图5所示)对所述两边缘部分130照射等离子体。其中,图5中的等离子体照射器80仅用于示意,等离子体照射器80并不限于如图5所示的尺寸与结构(例如,等离子体照射器80的尺寸实际上可比拉链链条100大,且包含有照射头与本体等结构)。由此,等离子体同时照射在两边缘部分130的上缘与下缘,两边缘部分130上热收缩的毛边所构成的固体部分不容易构成往上方或下方的突起状结构,能够良好地包覆两边缘部分130,进而提高照射等离子体之后的拉链链条100的触感,由此更进一步提升防水拉链链条的制作品质。
相应于此,在图6与图7所示的变形例中,等离子体的照射方向相对于多个拉链链条100的每一个的两边缘部分130在上下方向上倾斜。也就是说,将等离子体照射器80设置在多个拉链链条100的每一个的相对两侧来对应于多个拉链链条100的每一个的两边缘部分130,进而在相对于两边缘部分130在上下方向上倾斜的位置对两边缘部分130照射等离子体。更进一步来说,例如是将等离子体照射器80设置在拉链链条100的上方而往下方倾斜地照射等离子体(如图6所示),或者将等离子体照射器80设置在拉链链条100的下方而往上方倾斜地照射等离子体(如图7所示)。其中,图6与图7中的等离子体照射器80仅用于示意,等离子体照射器80并不限于如图6与图7所示的尺寸与结构(例如,等离子体照射器80的尺寸实际上可比拉链链条100大,且包含有照射头与本体等结构)。
由此,在本实施例中,在等离子体的照射方向与两边缘部分130之间的倾斜角度β为0度~30度的情况下,等离子体仍可能同时照射在两边缘部分130的上缘与下缘,两边缘部分130上热收缩的毛边所构成的固体部分能够良好地包覆两边缘部分130,进而提高照射等离子体之后的拉链链条100的触感。在等离子体的照射方向与两边缘部分130之间的倾斜角度β为30度~60度的情况下,等离子体可能仅照射在两边缘部分130的上缘或下缘的其中一侧,两边缘部分130上热收缩的毛边所构成的固体部分可能往另一侧突出,但仍可达到使毛边热收缩的目的。由此,本发明并不限制等离子体的照射方向,其可依据需求调整。
最后,在本实施例中,如图1与图2G所示,在第七步骤S17中,将多个拉链链条100的每一个所具有的拉链带110的中间部112切开。更进一步地说,在第二步骤S12中,多个拉链链条100以其拉链带110的中间部112(即拉链带110上对应于链牙120的部分)尚未切开的状态贴合在黏合层70上,因而在第七步骤S17中,将多个拉链链条100的每一个所具有的拉链带110的中间部112连同相反于链牙120的一侧所设的防水膜片60与黏合层70一起切开。由此,在本实施例中,多个拉链链条100的每一个能够从拉链带110的中间部112分开,后续可将拉头(未示出)设置在分开的中间部112,经由拉头相对于拉链带110移动而开启或封闭链牙120,由此构成具有防水效果的拉链(包括防水拉链链条50与拉头)。
然而,在其他未示出的实施例中,也可以在第二步骤S12中将多个拉链链条100以其拉链带110的中间部112已切开的状态贴合在黏合层70上,而在第七步骤S17中进一步将多个拉链链条100的每一个所设的防水膜片60与黏合层70从对应于中间部112的切线切开。或者,第七步骤S17的顺序可以移动到第五步骤S15或第六步骤S16之前,即,在多个拉链链条100彼此分离(第四步骤S14)之后,可依据需求先对多个拉链链条100的每一个的两边缘部分130进行修饰(第五步骤S15)后才将拉链带110的中间部112切开(第七步骤S17),或者先将多个拉链链条100的每一个所具有的拉链带110的中间部112切开(第七步骤S17)后才对两边缘部分130进行修饰(第五步骤S15),本发明不以此为限制。
综上所述,在本发明的防水拉链链条的制作方法中,首先在宽度大的防水膜片上设置黏合层,将多个拉链链条沿着宽度方向并排设置并贴合在黏合层上,并将防水膜片在宽度方向上的两端切除,使防水膜片的宽度对应于多个拉链链条并排的合计宽度。接着,将多个拉链链条之间切开,使多个拉链链条彼此分离。并且,将多个拉链链条的每一个在宽度方向上的相对两边缘部分切除局部,对多个拉链链条的每一个的两边缘部分进行修饰。如此,不仅能够同时制作多个防水拉链链条,还可以对多个拉链链条的每一个的两边缘部分进行修饰,防止防水膜片在边缘部分残留或进一步解决颜色转移的问题。较佳地,还对多个拉链链条的每一个的两边缘部分照射等离子体,使切除局部后的两边缘部分的毛边热收缩,由此更进一步提升防水拉链链条的制作品质。据此,本发明的防水拉链链条的制作方法能够提升防水拉链链条的制作效率与制作品质。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。