自行车架组件的热压接合方法及其成品
文献发布时间:2023-06-19 18:35:48
技术领域
本发明涉及一种自行车架组件的制造方法,特别是涉及一种自行车架组件的热压接合方法及其成品。
背景技术
一种现有的自行车构件与其成型方法,为将两个热塑性的壳件热压接合形成一个自行车构件,每一个壳件包括一个壳件本体,及一个自所述壳件本体向外延伸的接合部,所述自行车构件的成型方法为将所述接合部交错叠合,再以热压模具以热压成型的方式将所述接合部熔接结合为一体。
然而,所述自行车构件的成型方法虽然能够利用热压模具将所述壳件热压接合,但因所述接合部交错叠合容易造成加压不平均而于热压过程中产生裂痕,导致所述壳件接合的强度降低。
发明内容
本发明的其中一个目的在于提供一种能提升接合强度的自行车架组件的热压接合方法。
本发明的另一个目的,即在提供一种接合强度高的自行车架组件。
本发明所述的自行车架组件的热压接合方法,包含以下步骤:
(A)先制备为热塑性材质的第一壳件与第二壳件,所述第一壳件具有第一对接面,所述第二壳件具有第二对接面。
(B)接着制备补强单元,所述补强单元选自热固性补强件与热塑性补强件中的至少其中一者。
(C)接着将所述第一壳件的第一对接面与所述第二壳件的第二对接面彼此面对面对接,并将所述补强单元覆盖于所述第一壳件与所述第二壳件的对接处。
(D)最后热压所述补强单元、所述第一壳件与所述第二壳件,使所述第一壳件、所述第二壳件与所述补强单元互相结合。
本发明所述的自行车架组件的热压接合方法,于所述步骤(B)中,所述补强单元是所述热固性补强件,所述热固性补强件选自棉、麻纤维、碳纤维、碳化硅纤维与玻璃纤维中的至少一者。
本发明所述的自行车架组件的热压接合方法,于所述步骤(B)中,所述补强单元是所述热塑性补强件,所述热塑性补强件为连续纤维增强热塑性复合材料,且包括选自碳纤维、玻璃纤维中的至少一者的纤维,及选自PC、PE、PET、PEEK中的至少一者的热塑性复合材料。
本发明所述的自行车架组件的热压接合方法,于所述步骤(B)中,所述补强单元由所述热塑性补强件及所述热固性补强件组成,于所述步骤(C)中,所述热固性补强件覆盖于所述第一壳件与所述第二壳件的对接处,所述热塑性补强件覆盖于所述第一壳件与所述第二壳件的对接处并相反于所述热固性补强件,于所述步骤(D)中,热压所述热塑性补强件、所述热固性补强件、所述第一壳件与所述第二壳件,使所述第一壳件、所述第二壳件、所述热塑性补强件与所述热固性补强件互相结合。
本发明所述的自行车架组件的热压接合方法,于所述步骤(B)中,所述热塑性补强件为连续纤维增强热塑性复合材料,且包括选自碳纤维、玻璃纤维中的至少一者的纤维,及选自PC、PE、PET、PEEK中的至少一者的热塑性复合材料,所述热固性补强件选自棉、麻纤维、碳纤维、碳化硅纤维与玻璃纤维中的至少一者。
本发明所述的自行车架组件的热压接合方法,于所述步骤(A)中,所述第一壳件包括第一壳体,及第一接合部,所述第一壳体具有第一内表面,及相反于所述第一内表面的第一外表面,所述第一对接面位于所述第一壳体并连接所述第一内表面与所述第一外表面,所述第一接合部自所述第一对接面向所述第二壳件延伸,所述第二壳件还包括第二壳体,及第二接合部,所述第二壳体具有第二内表面,及相反于所述第二内表面的第二外表面,所述第二对接面位于所述第二壳体并连接所述第二内表面与所述第二外表面,所述第二接合部自所述第二对接面向所述第一壳件延伸,于所述步骤(B)中,所述补强单元包括所述热塑性补强件,于所述步骤(C)中,所述第一接合部与所述第二接合部互相靠抵对接并与所述第一壳体、所述第二壳体相配合界定出相邻所述第一外表面与所述第二外表面并供所述热塑性补强件容置的凹槽,于所述步骤(D)中,热压所述热塑性补强件、所述第一壳体、所述第一接合部、所述第二壳体与所述第二接合部,使所述热塑性补强件、所述第一壳体、所述第一接合部、所述第二壳体与所述第二接合部互相结合。
本发明所述的自行车架组件的热压接合方法,于所述步骤(B)中,所述补强单元还包括所述热固性补强件,于所述步骤(C)中,所述热固性补强件覆盖所述凹槽与所述热塑性补强件,于所述步骤(D)中,热压所述热塑性补强件、所述热固性补强件、所述第一壳体、所述第一接合部、所述第二壳体与所述第二接合部,使所述热塑性补强件、所述热固性补强件、所述第一壳体、所述第一接合部、所述第二壳体与所述第二接合部互相结合。
本发明所述的自行车架组件的热压接合方法,于所述步骤(C)中,所述补强单元覆盖于所述第一壳件与所述第二壳件的对接处的其中一侧,所述步骤(D)包括以下子步骤(D1):于所述补强单元的一侧设置一热压模具,于相反于所述补强单元的一侧设置气囊;子步骤(D2):将所述气囊充气使所述气囊膨胀撑抵所述第一壳件与所述第二壳件,所述热压模具靠抵所述补强单元并与所述气囊相配合热压所述补强单元、所述第一壳件与所述第二壳件。
本发明所述的自行车架组件,包含第一壳件、第二壳件,及补强单元。所述第一壳件包括第一壳体,及第一接合部,所述第一壳体具有第一内表面、相反于所述第一内表面的第一外表面,及连接所述第一内表面与所述第一外表面的第一对接面,所述第一接合部自所述第一对接面朝向远离所述第一壳体的方向延伸。所述第二壳件包括第二壳体,及第二接合部,所述第二壳体具有第二内表面、相反于所述第二内表面的第二外表面,及连接所述第二内表面与所述第二外表面的第二对接面,所述第二接合部自所述第二对接面朝向所述第一接合部延伸并与所述第一接合部靠抵对合,所述第一接合部、所述第一壳体、所述第二接合部与所述第二壳体相配合界定出相邻所述第一外表面与所述第二外表面的凹槽。
所述补强单元包括设置于所述凹槽的热塑性补强件,及覆盖所述凹槽与所述热塑性补强件的热固性补强件,所述热塑性补强件、所述热固性补强件、所述第一壳体、所述第一接合部、所述第二壳体与所述第二接合部为热压接合。
本发明所述的自行车架组件,所述热塑性补强件为连续纤维增强热塑性复合材料,且包括选自碳纤维、玻璃纤维中的至少一者的纤维,及选自PC、PE、PET、PEEK中的至少一者的热塑性复合材料。
本发明的有益效果在于:借由所述第一壳件与所述第二壳件受热成熔融状而与所述补强单元结合在一起,可减少热压时残留于所述第一壳件与所述第二壳件的应力,避免接合处产生裂痕以增加接合强度。
附图说明
图1是一个不完整的剖视示意图,显示本发明自行车架组件的热压接合方法的第一实施例的第一壳件、第二壳件与热固性补强件的热压接合结构;
图2是一个不完整的剖视示意图,显示本发明自行车架组件的热压接合方法的第二实施例的第一壳件、第二壳件与热塑性补强件的热压接合结构;
图3是一个不完整的剖视示意图,显示本发明自行车架组件的热压接合方法的第三实施例的第一壳件、第二壳件、热固性补强件与热塑性补强件的热压接合结构;
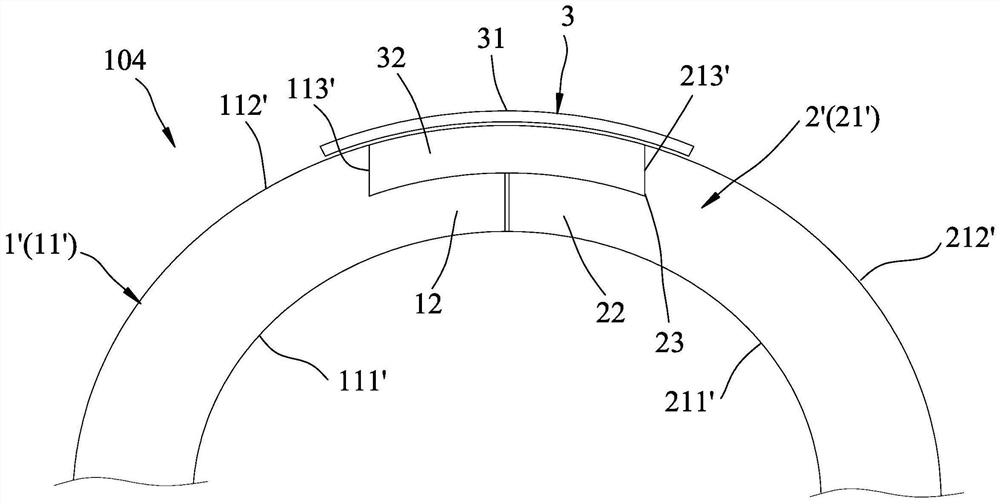
图4是一个不完整的剖视示意图,显示本发明自行车架组件的热压接合方法的第四实施例的第一壳件、第二壳件、热固性补强件与热塑性补强件的热压接合结构;
图5是一个立体组合图,显示依所述第一实施例、所述第二实施例、所述第三实施例与所述第四实施例中的至少其中一者制成的自行车架组件;及
图6是所述自行车架组件的立体分解图。
具体实施方式
下面结合附图及实施例对本发明进行详细说明。
在本发明被详细描述之前,应当注意在以下的说明内容中,类似的组件是以相同的编号来表示。
参阅图1,本发明自行车架组件的热压接合方法的第一实施例,包含下列步骤:
步骤一:制备为热塑性材质的一个第一壳件1与一个第二壳件2。所述第一壳件1具有一个第一内表面111、一个相反于所述第一内表面111的第一外表面112,及一个连接所述第一内表面111与所述第一外表面112的第一对接面113。所述第二壳件2具有一个第二内表面211、一个相反于所述第二内表面211的第二外表面212,及一个连接所述第二内表面211与所述第二外表面212的第二对接面213。
步骤二:制备一个补强单元3,所述补强单元3是一个热固性补强件31。
步骤三:将所述第一壳件1的第一对接面113与所述第二壳件2的第二对接面213彼此面对面对接,并将所述热固性补强件31覆盖于所述第一壳件1的第一外表面112与所述第二壳件2的第二外表面212的接合处的其中一侧。
步骤四:于所述热固性补强件31的一侧设置一个热压模具(图未示),于相反于所述热固性补强件31的一侧设置一个气囊(图未示),将所述气囊充气使所述气囊膨胀撑抵所述第一壳件1的第一内表面111与所述第二壳件2的第二内表面211,所述热压模具靠抵所述热固性补强件31并与所述气囊相配合热压所述热固性补强件31、所述第一壳件1与所述第二壳件2,使所述第一壳件1、所述第二壳件2与所述热固性补强件31互相结合成为一个自行车架组件101。
本实施例中所述热固性补强件31为纤维毯,并选自棉、麻纤维、碳纤维、碳化硅纤维与玻璃纤维中的至少其中一者,所述热固性补强件31可平整地覆盖于所述第一壳件1的第一外表面112与所述第二壳件2的第二外表面212的接合处,使热压后加强所述热固性补强件31与所述第一壳件1及所述第二壳件2间的密合度。于本实施例的其他变化态样中,所述热固性补强件31也可由其他类型的材料制成,如金属丝、金属网或金属片等等,不当以此为限。
本实施例的优点在于:当所述第一壳件1与所述第二壳件2受热成熔融状时,所述热固性补强件31会密合地黏着于所述第一壳件1的第一外表面112与所述第二壳件2的第二外表面212的接合处,可减少所述第一壳件1与所述第二壳件2冷却后残留于所述第一壳件1与所述第二壳件2接合处的应力,避免接合处产生裂痕以增加接合强度。
参阅图2,本发明自行车架组件的热压接合方法的第二实施例类似于所述第一实施例,其差异在于:所述第二实施例的所述补强单元3是一个热塑性补强件32,但未包括所述热固性补强件31,以下仅针对所述第二实施例的步骤三、步骤四进行说明。
步骤三:所述第一壳件1的第一对接面113与所述第二壳件2的第二对接面213彼此面对面对接后,将所述热塑性补强件32覆盖于所述第一壳件1的第一外表面112与所述第二壳件2的第二外表面212的接合处的其中一侧。
步骤四:热压所述热塑性补强件32、所述第一壳件1与所述第二壳件2,使所述第一壳件1、所述第二壳件2与所述热塑性补强件32互相结合成为一个自行车架组件102。
本实施例中所述热塑性补强件32为连续纤维增强热塑性复合材料(Continuousfiber reinforced thermoplastic,CFRTP),例如可包括选自碳纤维和玻璃纤维中的至少其中一者的纤维,和选自聚碳酸酯(Polycarbonate,PC)、聚乙烯(Polyethylene,PE)、聚对苯二甲酸乙二酯(Polyethylene terephthalate,PET)、聚醚醚酮(Polyetheretherketone,PEEK)中的至少其中一者的热塑性复合材料,但不当以此为限。
本实施例的优点在于:由于所述热塑性补强件32为具有高强度与高刚性的碳纤维复合材料,因此借由所述热塑性补强件32与所述第一壳件1及所述第二壳件2热压结合在一起,便可增加所述第一壳件1与所述第二壳件2的对接处的强度。
参阅图3,本发明自行车架组件的热压接合方法的第三实施例类似所述第一实施例与所述第二实施例,其差异在于:所述第三实施例的所述补强单元3是由所述热塑性补强件32及所述热固性补强件31组成,以下仅针对所述第三实施例的步骤三、步骤四进行说明。
步骤三:将所述第一壳件1的第一对接面113与所述第二壳件2的第二对接面213彼此面对面对接后,再将所述热塑性补强件32覆盖于所述第一壳件1的第一内表面111与所述第二壳件2的第二内表面211的接合处的其中一侧,将所述热固性补强件31覆盖于所述第一壳件1的第一外表面112与所述第二壳件2的第二外表面212的接合处的其中另一侧。
步骤四:热压所述热塑性补强件32、热固性补强件31、所述第一壳件1与所述第二壳件2,使所述第一壳件1、所述第二壳件2、所述热塑性补强件32与所述热固性补强件31互相结合成为一个自行车架组件103。
本实施例的优点在于:结合所述第一实施例与所述第二实施例的优点,借由所述热固性补强件31可减少所述第一壳件1的第一外表面112与所述第二壳件2的第二外表面212的接合处的残留应力,以及所述热塑性补强件32可提高所述第一壳件1的第一内表面111与所述第二壳件2的第二内表面211的接合处的强度与刚性,便可进一步地增加所述第一壳件1与所述第二壳件2的接合处的强度。
参阅图4,本发明自行车架组件的热压接合方法的第四实施例,包含以下步骤:
步骤一:制备为热塑性材质的一个第一壳件1'与一个第二壳件2'。
所述第一壳件1'包括一个第一壳体11',及一个第一接合部12。
所述第一壳体11'具有一个第一内表面111'、一个相反于所述第一内表面111'的第一外表面112',及一个连接所述第一内表面111'与所述第一外表面112'的第一对接面113'。
所述第一接合部12自所述第一对接面113'向所述第二壳件2'延伸。
所述第二壳件2'包括一个第二壳体21',及一个第二接合部22。
所述第二壳体21'具有一个第二内表面211'、一个相反于所述第二内表面211'的第二外表面212',及一个连接所述第二内表面211'与所述第二外表面212'的第二对接面213'。
所述第二接合部22自所述第二对接面213'向所述第一壳件1'的第一接合部12延伸。
步骤二:制备所述补强单元3,所述补强单元3由所述热塑性补强件32及所述热固性补强件31组成。
步骤三:将所述第一接合部12与所述第二接合部22互相靠抵对接并与所述第一壳体11'、所述第二壳体21'相配合界定出一个相邻所述第一外表面112'与所述第二外表面212'并供所述热塑性补强件32容置的凹槽23,所述热固性补强件31覆盖所述凹槽23与所述热塑性补强件32。
步骤四:于所述热固性补强件31的一侧设置所述热压模具,于相反于所述热固性补强件31的一侧设置所述气囊。将所述气囊充气使所述气囊膨胀撑抵所述第一壳件1'的第一内表面111'与所述第二壳件2'的第二内表面211',所述热压模具靠抵所述热固性补强件31并与所述气囊相配合热压所述热固性补强件31、所述热塑性补强件32、所述第一壳件1'与所述第二壳件2',使所述第一壳件1'、所述第二壳件2'、所述热固性补强件31与所述热塑性补强件32互相结合成为一个自行车架组件104。
本实施例的优点在于:于所述第一壳件1'与所述第二壳件2'相配合界定出的所述凹槽23处容置所述热塑性补强件32,热压过程时可增加所述热塑性补强件32与所述第一壳件1'及所述第二壳件2'接合的表面积,提升黏着效果,且所述热固性补强件31能减少所述第一壳件1'、所述热塑性补强件32与所述第二壳件2'间的残留应力,更可进一步提高接合处的强度。
值得注意的是,本实施例的其他变化态样中,于所述步骤二中,所述补强单元3不包括所述热固性补强件31,并于所述步骤四中将设置于所述凹槽23中的所述热塑性补强件32与所述第一壳件1'、所述第二壳件2'进行热压,同样能达成提高接合强度的功效。
参阅图5、图6,为利用所述第一实施例、所述第二实施例、所述第三实施例与所述第四实施例中的至少其中一者制成之一个自行车架组件105,包含所述第一壳件1'、所述第二壳件2',与所述补强单元3(图未示)。
所述第一壳件1'包括所述第一壳体11',及所述第一接合部12。所述第二壳件2'包括所述第二壳体21',及所述第二接合部22。
本实施例中的所述自行车架组件105,借由所述第一实施例、所述第二实施例、所述第三实施例与所述第四实施例中的至少其中一者制成,具有接合强度高的优点。
以上所述者,仅为本发明的实施例而已,当不能以此限定本发明实施的范围,凡是依本发明权利要求书及说明书内容所作的简单的等效变化与修饰,皆仍属本发明涵盖的范围内。