一种三维打印用成型设备
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及三维打印技术领域,具体地,涉及一种三维打印用成型设备。
背景技术
快速成形技术(Rapid prototyping,简称RP)又称快速原型制造技术,是近年来发展起来的一种先进制造技术。快速成形技术20世纪80年代起源于美国,很快发展到日本和欧洲,是近年来制造技术领域的一次重大突破。快速成形是一种基于离散堆积成形思想的数字化成形技术,自动、快速地将设计思想物化为具有一定结构和功能的原型或直接制造零部件,从而可对产品设计进行快速评价、修改,提高企业的竞争能力。
RP将CAD、CAM、CNC、精密伺服驱动、光电子和新材料等先进技术集于一体,依据由CAD构造的产品三维模型,对其进行分层切片,得到各层截面的轮廓。按照这些轮廓,激光束选择性地喷射,固化一层层液态树脂(或切割一层层的纸,或烧结一层层的粉末材料),或喷射源选择性地喷射一层层的粘结剂或热熔材料等,形成各层截面,逐步叠加成三维产品,将一个复杂的三维加工简化成一系列二维加工的组合。
现有技术中的三维打印过程中,熔融后堆积的原料会出现无法及时凝固的问题,造成打印产品有效地成型,即使成型其效果也无法满足产品要求。
因此,提供一种在使用过程中可以帮助熔融后堆积的原料进行快速凝固,以便于原料成型,从而保证产品质量的三维打印用成型设备是本发明亟需解决的问题。
发明内容
针对上述技术问题,本发明的目的是克服现有技术中的三维打印过程中,熔融后堆积的原料会出现无法及时凝固的问题,造成打印产品有效地成型,即使成型其效果也无法满足产品要求的问题,从而提供一种在使用过程中可以帮助熔融后堆积的原料进行快速凝固,以便于原料成型,从而保证产品质量的三维打印用成型设备。
为了实现上述目的,本发明提供了一种三维打印用成型设备,所述设备包括:成型箱体、成型板、紫外线灯管和折射导光板;所述成型箱体的内部形成有容腔,所述成型板水平且可拆卸地设置在所述容腔的底面,所述容腔的侧面设置有所述紫外线灯管好与之相配合的所述折射导光板,所述折射导光板的一侧铰接在所述容腔的侧面,且铰接端还设置有舵机,以驱动所述折射导光板以铰接边为轴转动。
优选地,所述成型箱体的周面设置有夹层,所述侧面以及底部的夹层相连通以形成风道,所述容腔的侧面设置有多个与所述风道相连通的导气孔,所述成型箱体的外侧面还设置有与所述风道相连通的空气净化设备。
优选地,所述风道与所述空气净化设备之间通过风机相连通,所述风机将所述风道中的空气抽入至所述空气净化设备中。
优选地,所述容腔的底部设置有卡块,所述成型板的底部设置有固定槽,以卡合固定在所述卡块上。
优选地,所述卡块呈长方体,竖直固定在所述容腔的底部。
优选地,所述卡块的顶部设置有磁块,所述成型板底部的固定槽内设置有与所述磁块相配合的磁性吸附块。
优选地,所述成型箱体的侧面还铰接设置有箱门,将盖合所述容腔的敞口。
优选地,所述箱门上设置有观察窗。
根据上述技术方案,本发明提供的三维打印用成型设备在使用时的有益效果为:将原料熔融后在所述成型板上进行一层一层的堆积成型,在每一层的堆积过程中,所述紫外线灯管发出的紫外光通过所述折射导光板的折射作用下均匀地照射在所述成型板上,即照射在所述堆积的原料上,这样可以有效地加速熔融原料的凝固成型,当然随着打印工作的进行,原料堆积的越来越高,可以通过所述舵机控制所述折射导光板转动,以将紫外线光线调整至照射在打印的产品上,这样保证这个打印过程中产品都可以被紫外线光照射着,也就是说可以保证原料的快速成型,这样也可以保证打印产品的质量。
本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明;而且本发明中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
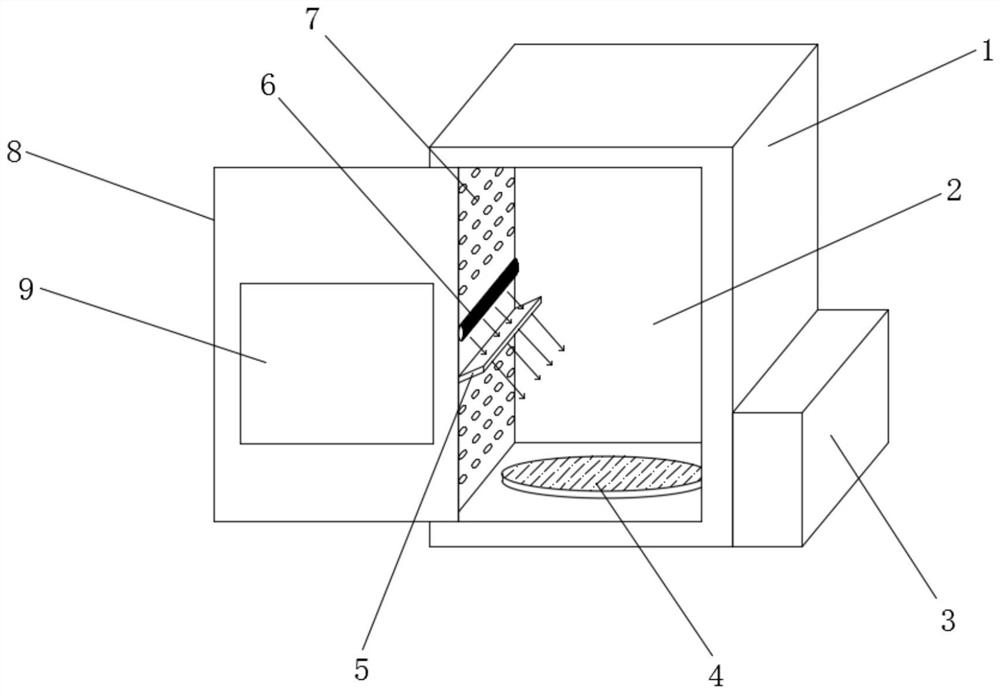
图1是本发明的一种优选的实施方式中提供的三维打印用成型设备的结构示意图;
图2是本发明的一种优选的实施方式中提供的成型箱体内部的结构示意图;
图3是本发明的一种优选的实施方式中提供的卡块的结构示意图。
附图标记说明
1成型箱体 2容腔
3空气净化设备 4成型板
5折射导光板 6紫外线灯管
7导气孔 8箱门
9观察窗 10卡块
11磁块 12风道
13风机
具体实施方式
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
在本发明中,在未作相反说明的情况下,“上、下、内、外”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
如图1-3所示,本发明提供了一种三维打印用成型设备,所述设备包括:成型箱体1、成型板4、紫外线灯管6和折射导光板5;所述成型箱体1的内部形成有容腔2,所述成型板4水平且可拆卸地设置在所述容腔2的底面,所述容腔2的侧面设置有所述紫外线灯管6好与之相配合的所述折射导光板5,所述折射导光板5的一侧铰接在所述容腔2的侧面,且铰接端还设置有舵机11,以驱动所述折射导光板5以铰接边为轴转动。
在上述方案中,将原料熔融后在所述成型板4上进行一层一层的堆积成型,在每一层的堆积过程中,所述紫外线灯管6发出的紫外光通过所述折射导光板5的折射作用下均匀地照射在所述成型板4上,即照射在所述堆积的原料上,这样可以有效地加速熔融原料的凝固成型,当然随着打印工作的进行,原料堆积的越来越高,可以通过所述舵机11控制所述折射导光板5转动,以将紫外线光线调整至照射在打印的产品上,这样保证这个打印过程中产品都可以被紫外线光照射着,也就是说可以保证原料的快速成型,这样也可以保证打印产品的质量。
在本发明的一种优选的实施方式中,所述成型箱体1的周面设置有夹层,所述侧面以及底部的夹层相连通以形成风道12,所述容腔2的侧面设置有多个与所述风道12相连通的导气孔7,所述成型箱体1的外侧面还设置有与所述风道12相连通的空气净化设备3。
在上述方案中,在打印的过程中,原料熔融的过程中会产生有害气体,成型箱体1充满着大量的有害气体在打印完成后进行取件时,有害气体会损坏工作人员的身体健康,而且有害气体直接释放到空气中也会污染环境;在本发明中利用所述风道12与所述空气净化设备3之间通过风机13将所述风道12形成负压的环境,则有害气体会从所述导气孔7进入至风道中,在被吸入至所述空气净化设备中进行净化处理,净化后的气体再释放至环境中,不仅如此所述风机将有害气体吸入至空气净化设备的时候,有与空气的流通还会带走大量的热量,使得所述成型箱体1的内部有一定的降温效果,这样有利于打印产品的快速成型工作,进一步提高成型的速度。
在本发明的一种优选的实施方式中,所述容腔2的底部设置有卡块10,所述成型板4的底部设置有固定槽,以卡合固定在所述卡块10上。
在上述方案中,利用所述卡块10将所述成型板4固定住,从而进行打印成型工作,而且还方便在完成打印后直接将所述成型板连同打印产品取出,以快速地进行下面的打印工作,从而保证打印工作的效率,
在本发明的一种优选的实施方式中,所述卡块10呈长方体,竖直固定在所述容腔2的底部。所述卡块10的顶部设置有磁块11,所述成型板4底部的固定槽内设置有与所述磁块11相配合的磁性吸附块。
在上述方案中,所述磁块11相配合的磁性吸附块可以将所述成型板4稳定地固定在所述卡块10上,以保证在打印成型时,所述成型板4可以保持稳定,以免影响打印工作,导致打印产品质量的下降。
在本发明的一种优选的实施方式中,所述成型箱体1的侧面还铰接设置有箱门8,将盖合所述容腔2的敞口。
在本发明的一种优选的实施方式中,所述箱门8上设置有观察窗9。从而便捷工作人员观察打印工作的进行,以及对舵机的控制,从而将所述折射导光板调节至合适的角度,当然为了进一步提高观察的清楚性,可以在所述成型箱体内设置摄像头。
根据上述内容,本发明提供的三维打印用成型设备的工作原理为:将所述成型板4水平固定在所述卡块10上,然后关上所述箱门进行打印工作,在打印前先控制所述舵机以将所述折射导光板5的角度调节至合适的位置,使得所述紫外线灯管发出的紫外线光准确地照射在所述成型台上,再进行打印工作,在打印时,利用所述风机将打印产生的有害气体吸入至所述风道中,再进入至所述空气净化设备中进行净化处理。完成打印工作后,对内部的气体也完成了净化后,再打开箱门取出所述成型板和产品,放上新的成型板以进行下面的打印工作。
综上所述,本发明提供的三维打印用成型设备克服现有技术中的三维打印过程中,熔融后堆积的原料会出现无法及时凝固的问题,造成打印产品有效地成型,即使成型其效果也无法满足产品要求的问题。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
- 一种三维打印用成型设备
- 一种高低温可控三维打印成型设备