高炉上料系统及高炉加渣钢的方法
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及炼铁冶炼技术领域,特别涉及一种高炉上料系统及高炉加渣钢的方法。
背景技术
钢铁行业有长流程和短流程之分,长流程是烧结→焦化→高炉→转炉(或电炉)→轧钢,短流程是电炉→轧钢。长流程属于高能耗高污染的类型,短流程在节能以及改善环境方面优于长流程。
高炉降低成本主要有三条主线,一是降低吨铁矿石成本,二是降低吨铁燃料成本,三是降低吨铁动力成本。
无论是废钢、炼渣钢或高炉渣筛选出来的金属铁,统称为渣钢。随着中国钢铁行业近十几年的快速发展,国内钢铁累积量大幅提升,社会废钢逐年增加,废钢资源产生量可达到2亿吨,且这种趋势将长期保持。尤其是近年来,国家重点打击“地条钢”违规生产和淘汰落后产能,地条钢退出市场,废钢量增加,大量废钢资源需要再利用。另外,炼渣钢和高炉渣中富含金属铁,筛选后也可循环利用。渣钢属于再生资源,其载能和环保功效显著。多用渣钢缓解资源紧张,可有效降低铁矿石对外依存度。渣钢比的大小决定着冶金企业能耗和能源利用的高低,渣钢比的提升既有利于保护资源,又有利于节约能源、减少环境污染。
在当前矿石价格和焦炭价格大幅度上涨的情况下,消化渣钢既可降低入炉矿耗又可降低焦比,是节能降耗以及降低成本的方法之一。矿石含有脉石,渣钢以单质铁为主,含有少量氧化铁,还原矿石需要的燃料远高于渣钢,因此渣钢入炉可降低燃料消耗。
因此需要一种高炉上料系统及高炉加渣钢的方法。
发明内容
本发明的目的在于提供一种高炉上料系统及高炉加渣钢的方法,利用该高炉上料系统能够将渣钢与矿石一起加入高炉,对资源进行循环利用,使其成为一种循环经济,降低吨铁成本,提高高炉效率,改善生态环境。
为了实现上述目的,本发明提供如下技术方案:
一种高炉上料系统,所述高炉的炉料包括矿石和渣钢,高炉上料系统包括铲车、料斗、F1胶带机和矿石胶带机,其中,所述F1胶带机的机头低于所述F1胶带机的机尾,所述料斗位于所述F1胶带机的机头的上方,所述F1胶带机的机尾位于所述矿石胶带机的机头的上方,所述矿石胶带机的机尾位于所述高炉的炉顶的上方;所述铲车能够将所述渣钢装入所述料斗,所述渣钢由所述料斗掉落在所述F1胶带机上,所述F1胶带机将渣钢平铺至所述矿石胶带机上的所述矿石上,所述矿石胶带机将所述矿石和所述渣钢动作至所述高炉内。
进一步地,在上述的高炉上料系统中,所述料斗内设置有振动筛,所述振动筛的筛孔的孔径为7mm。
进一步地,在上述的高炉上料系统中,所述F1胶带机与所述料斗连锁,通过所述F1胶带机进入所述高炉的渣钢的重量达到设定好的重量后,所述F1胶带机自动停止。
进一步地,在上述的高炉上料系统中,所述渣钢的粒度为≤6cm。
进一步地,在上述的高炉上料系统中,所述高炉的炉顶设置有格子栅。
另一方面,提供了一种利用上述高炉上料系统进行高炉加渣钢的方法,所述高炉的炉料还包括焦炭,包括如下步骤:
架设权利要求1-5中所述的高炉上料系统,在传统高炉用料结构附近搭建安装有振动筛的料斗,在料斗的下方安装F1胶带机,并使F1胶带机的机尾位于矿石胶带机的上方,F1胶带机能够将渣钢平铺在矿石胶带机的矿石上;
布料,矿石胶带机将矿石和渣钢布入高炉内形成矿层,焦炭布入高炉内形成焦层,焦层和矿层依次叠加。
进一步地,在上述的高炉加渣钢的方法中,矿石批重50t~53t,每批矿石混合0.2t渣钢,矿石和渣钢的混合比例为250~265∶1;所述矿层的高度为63cm~67cm,所述焦层的高度为48cm~51cm。
进一步地,在上述的高炉加渣钢的方法中,在所述布料步骤中,所述矿层的布料方式为靠近炉墙布料。
进一步地,在上述的高炉加渣钢的方法中,在所述布料步骤中,所述矿层在高炉的炉喉所形成料面的横截面的形状为圆环状。
进一步地,在上述的高炉加渣钢的方法中,所述靠近炉墙布料是指将矿石和渣钢布到距离炉墙为高炉炉喉半径的1/3区域内或者1/2区域内。
分析可知,本发明公开一种高炉上料系统及高炉加渣钢的方法,该高炉加渣钢的方法利用高炉上料系统将渣钢加入高炉,高炉加渣钢是介于长流程和短流程之间的工艺,它可以减少吨铁焦炭的消耗,减少吨铁烧结矿的消耗,大大地减少了生产烧结矿和焦炭所产生的废物、废水和废气的排放。高炉加渣钢是对传统炉料结构的创新。
高炉加渣钢可以对资源进行循环利用,使其成为一种循环经济,不仅变废为宝,还能大幅度降低吨铁成本,提高高炉效率,改善生态环境。对高炉而言,既可以提高高炉利用系数,又能大幅度降低高炉燃料消耗,提高企业经济效益。
高炉加渣钢是消化渣钢的高效方法,向高炉内加入渣钢可大幅度降低燃料成本,缓解各种环保压力和提高生产率的期望,通过高炉对渣钢进行回收利用后,减小了公司的废物处置压力,且杜绝了废物处置过程中带来的环境污染,具有非常可观的环保效益。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。其中:
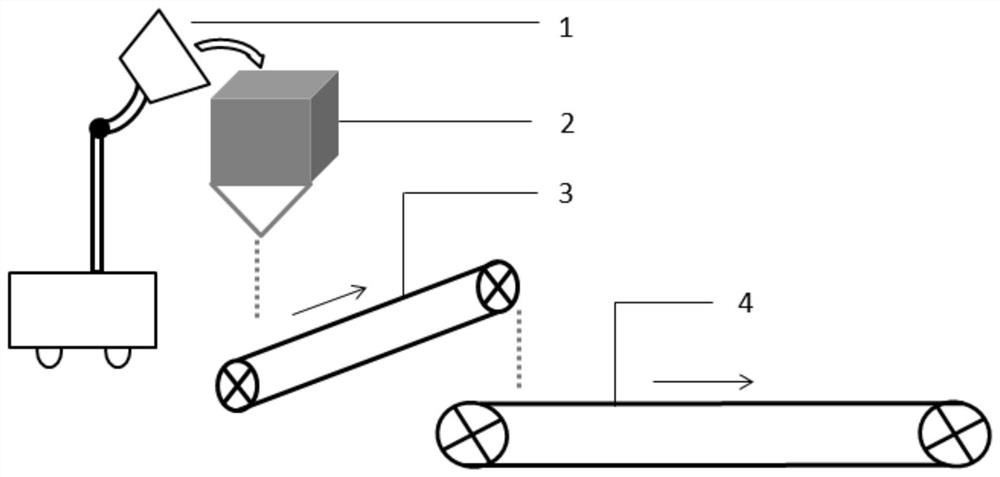
图1为本发明高炉上料系统一实施例的结构示意图。
图2为本发明一实施例的炉料在高炉内的分布图。
附图标记说明:1铲车;2料斗;3F1胶带机;4矿石胶带机;5矿层;6焦层;7炉墙。
具体实施方式
下面将参考附图并结合实施例来详细说明本发明。各个示例通过本发明的解释的方式提供而非限制本发明。实际上,本领域的技术人员将清楚,在不脱离本发明的范围或精神的情况下,可在本发明中进行修改和变型。例如,示为或描述为一个实施例的一部分的特征可用于另一个实施例,以产生又一个实施例。因此,所期望的是,本发明包含归入所附权利要求及其等同物的范围内的此类修改和变型。
在本发明的描述中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明而不是要求本发明必须以特定的方位构造和操作,因此不能理解为对本发明的限制。本发明中使用的术语“相连”、“连接”、“设置”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是直接相连,也可以通过中间部件间接相连;可以是有线电连接、无线电连接,也可以是无线通信信号连接,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
本申请的设计思路为:由于渣钢属于金属铁,因此其仅需能量来加热和融化为铁水即可,而把同样重量的矿石还原成铁水,所需要的能量远远高于渣钢。所以在高炉上料过程中添加渣钢可以提高高炉生产率及降低燃料比。高炉在渣钢加入后,渣铁比(渣铁比是指高炉连续铸钢|炼铁过程中冶炼单位生铁的出渣量,简称渣量)降低,由于液态渣的黏度远高于铁水,炉内高温区的透气性增强,透气性的改善为提高喷煤比及降低焦比提供条件,相同重量的煤粉的价格不及焦炭价格的一半,采取以煤代焦可以降低吨铁成本。传统的炉料结构是:矿石+焦炭+喷吹煤粉,高炉加渣钢后,炉料结构变为:矿石+渣钢+焦炭+喷吹煤粉,矿石、渣钢、焦炭是从炉顶加入高炉,喷吹煤粉是从高炉下部风口加入高炉。
如图1至图2所示,根据本发明的实施例,提供了一种高炉上料系统,高炉的炉料包括矿石和渣钢,该高炉上料系统包括铲车1、料斗2、F1胶带机3(F1是加废渣的1号皮带的简称)和矿石胶带机4(TS101),其中,矿石胶带机4为传统高炉用料结构,在传统高炉用料结构中利用矿石胶带机4能够将矿石布入高炉内,F1胶带机3的机头低于F1胶带机3的机尾,料斗2位于F1胶带机3的机头的上方,F1胶带机3的机尾位于矿石胶带机4的机头的上方,矿石胶带机4的机尾位于高炉的炉顶的上方,炉顶设置有受料罐,受料罐下方设置有布料器;渣钢通过汽车运输至渣池后,通过铲车1能够将渣钢装入料斗2,渣钢由料斗2掉落在F1胶带机3上,F1胶带机3通过震动将渣钢平铺至矿石胶带机4上的矿石上,矿石胶带机4通过将矿石和渣钢动作至高炉炉顶的受料罐内,经布料器布入高炉内部。
矿石、渣钢、焦炭是从炉顶加入,上料程序简单易行,额外投资少。这种方式不需很多改变就能实现渣钢从胶带机运输至炉顶上料,且能够融入自动上料控制流程,实现设置好料批后自动上料。在高炉上料系统中,只有料斗2和F1胶带机3是新增加的,矿石胶带机4是在未上渣钢之前就固有的,因此新增装备少而且简单易行。
本发明首先利用铲车1将渣钢装入料斗2后利用振动筛筛分,粒度大于振动筛孔径的渣钢掉落至F1胶带机3(含皮带秤)上进行运输和称量,每批渣钢为0.2t。然后F1胶带机3将渣钢平铺在矿石胶带机4的矿石上,渣钢和矿石进入高炉炉顶受料罐后,经布料器布入高炉内部。渣钢料仓(料斗2)由铲车1直接上料,这种方式不需很多改变传统高炉用料结构就能实现渣钢上料,且能够融入自动上料控制流程,实现设置好料批后自动上料。在传统高炉用料结构附近搭建料斗2和F1胶带机3即能完成该高炉上料系统的搭建,新增装备少而且简单易行。
进一步地,料斗2内设置有振动筛,振动筛的筛孔的孔径为7mm,振动筛能够对渣钢进行过滤。渣钢的粒度是非常不均匀的,渣钢的粒度<7mm的粉末被振动筛筛除,粒度≥7mm的渣钢全部进入炉内,如果渣钢的粒度<7mm的粉末随着矿石一起进入炉内,会出现布料偏析现象,影响轴心和炉墙7附近料床的透气性。
进一步地,F1胶带机3与料斗2连锁,通过F1胶带机3进入高炉的渣钢的重量达到设定好的重量后,F1胶带机3自动停止。因为上料不是连续的,F1胶带机3只在需要上料时是转动的,上完一批料后再等下一批料之间要约8分钟,F1胶带机3在这8分钟的时间内皮带自动停止可节电。焦炭上料完成后,程序就下指令启动F1胶带机3的皮带转动。
F1胶带机3与料斗2连锁,当F1胶带机3的皮带秤秤得的渣钢的重量达到设定好的重量后,F1胶带机3自动停止上料,当传统高炉用料结构对焦炭上料完成后,F1胶带机3自动重启。
只有渣钢是通过料斗2和F1胶带机3进行上料的,因为渣钢数量小,适用于简易的上料装置。矿石和焦炭利用其它现有的专门的上料系统上料。
进一步地,渣钢的粒度为≤6cm。当渣钢直径减小时,炉墙7附近料床的透气性下降,料床透气性的下降增加了轴心区域的煤气流,使得炉顶煤气平均温度升高。当渣钢直径增大时,炉墙7附近料床的透气性增加,料床透气性的增加使炉墙7热损增加,铁水温度下降。通过调整渣钢的粒度大小可以调节入炉料的气孔率(透气性),抵消高炉在高喷煤比下发生气孔减小的情况,透气性的改善为提高喷煤比及降低焦比提供了条件,相同重量的煤粉的价格不及焦炭价格的一半,采取以煤代焦可以降低吨铁成本。利用破碎机对渣钢进行破碎,通过调整破碎机的参数尽量使渣钢的粒度不会超过炉顶格子栅的孔径,进而使渣钢的粒度满足高炉的要求,即使有粒度较大的渣钢也不会通过炉顶格子栅的孔径,炉顶格子栅是保护炉喉中心喉管的,确保不会卡住中心喉管。
进一步地,高炉的炉顶设置有格子栅。格子栅的作用是滤掉大块的炉料,粒度较大的渣钢不会通过炉顶格子栅的孔径,格子栅能够保护炉喉中心喉管,确保中心喉管不会被卡住,防止堵塞炉顶喉管,保证高炉的正常运行。
本发明还公开了一种利用上述高炉上料系统进行高炉加渣钢的方法,高炉的炉料还包括焦炭,该方法包括如下步骤:
架设上述的高炉上料系统,在传统高炉用料结构附近搭建安装有振动筛的料斗2,在料斗2的下方安装F1胶带机3,并使F1胶带机3的机尾位于矿石胶带机4的上方,F1胶带机3能够将渣钢平铺在矿石胶带机4的矿石上;
布料,如图2所示,矿石胶带机4将矿石和渣钢布入高炉内形成矿层5,焦炭布入高炉内形成焦层6,焦层6和矿层5依次叠加,即炉料在高炉内的布料顺序由下至上依次为:矿层5、焦层6、矿层5、焦层6……。在入炉料中,焦炭和矿石是单独入炉的,在炉内的分布是焦层6(焦炭)和矿层5(矿石和渣钢)叠加的,渣钢混在矿石一起入炉。
进一步地,在布料步骤中,矿石批重50t~53t,每批矿石混合0.2t渣钢,矿石和渣钢的混合比例为250~265∶1。每批矿石和渣钢所形成的矿层5的高度为63cm~67cm,每层焦层6的高度为48cm~51cm。矿层5和焦层6高度符合高炉布料规律,使用高炉布料处于稳定状态。
进一步地,在布料步骤中,矿层5的布料方式为靠近炉墙7布料。布料方式分为三种,分别为中心渣钢布料、炉喉截面均匀渣钢布料、靠近炉墙7渣钢布料。经过实验验证,相比于中心渣钢布料,靠近炉墙7进行渣钢布料的高炉中心温度大幅度地提高,高炉内煤气分布出现意想不到的变好,煤气利用率提高。靠近炉喉截面均匀渣钢布料,靠近炉墙7布料方式不仅对高炉顺行没有影响,而且可以改善经济技术指标。高炉操作注重上部装料制度与下部的送风制度相适应,在炉顶靠近炉墙7加渣钢正好与下部送风制度的风口回旋区大小和长度相适应,渣钢的透气性小于焦炭而大于矿石,渣钢入炉可改善炉内料柱的透气性,从而增加反应速度,而且在单位铁水中渣钢熔化所需的能量比直接还原反应及熔化所需的能量少,所以总体上讲,铁水生产率提高了,燃料消耗降低了。因此靠近炉墙7布料是三种方案中最好的。
进一步地,在布料步骤中,矿层5在高炉的炉喉所形成料面的横截面的形状为圆环状。假设炉喉直径为6000mm,料线选择1500mm,布料角度则为31°到39°,即矿层5和焦层6的下表面与水平面之间的夹角为31°到39°,促使炉料(矿石、渣钢、焦炭)的落点靠近炉墙7,实现靠近炉墙7布料(炉料的落点分布在靠近炉墙的距离为1/2区域内或者1/3区域内)。从炉墙7算起,圆环带宽度约占高炉炉喉半径的1/3~1/2。靠近炉墙布料是指将矿石和渣钢布到距离炉墙为高炉炉喉半径的1/3区域内或者1/2区域内。
进一步地,靠近炉墙7布料是指将矿石和渣钢布到距离炉墙7为高炉炉喉半径的1/3区域内或者1/2区域内。优选地圆环宽度约占高炉炉喉半径的一半。即,当高炉炉喉的规格为:炉喉直径为7300mm,则圆环的宽度为1825mm,圆环的外圆与炉墙7接触,矿石和渣钢布在圆环内,如此设置有利于在炉喉搭建平台和漏斗,靠近炉喉的圆环形成平台,靠近炉喉中心的位置因为没有直接布料而形成漏斗,炉内气流均衡发展,发展中心气流而又兼顾边缘气流,有利于提高煤气利用率,降低燃料消耗。靠近炉墙7布料最适宜的布料方式,在入炉料中,由于渣钢的重量占比很小,要么与矿石一起同时入炉,要么与焦炭一起同时入炉,高炉布料规律是矿石比焦炭更加靠近炉墙7,因此渣钢与矿石一起同时入炉符合高炉冶炼规律。当渣钢加入炉内后,高炉炉况非常稳定顺行,料层的透气性和煤气利用率可以得到最佳的平衡状态,煤气利用率提高后,燃料消耗得以降低,铁水成本进一步下降。
矿石和渣钢在炉喉的分布是执行矿石的布料矩阵的,在炉喉的料面形状呈圆环状,圆环靠近炉墙7,环带宽度约为炉喉半径的一半,此料面形状有利于改善炉内气流分布,改善炉料的透气性,并提高煤气利用率,降低入炉燃料比。
高炉加渣钢效益计算:目前天然块矿价格(如澳矿PB块矿)在1600元,品位(含铁量)62%,而渣钢品位72%,质量比块矿好,就按块矿价格计算,每天加入高炉的渣钢量为30吨~33吨,效益为48000元~52800元。平均每天节约成本约5万元,高炉年工作日355天,年化效益1775万元。渣钢是工厂生产、加工过程中产生的废料,将渣钢通过技术改造进入高炉,变废为宝。
从以上的描述中,可以看出,本发明上述的实施例实现了如下技术效果:
一种高炉上料系统及高炉加渣钢的方法,该高炉加渣钢的方法利用高炉上料系统将渣钢加入高炉,高炉加渣钢是介于长流程和短流程之间的工艺,它可以减少吨铁焦炭的消耗,减少吨铁烧结矿的消耗,大大地减少了生产烧结矿和焦炭所产生的废物、废水和废气的排放。高炉加渣钢是对传统炉料结构的创新。
高炉加渣钢可以对资源进行循环利用,使其成为一种循环经济,不仅变废为宝,还能大幅度降低吨铁成本,提高高炉效率,改善生态环境。对高炉而言,既可以提高高炉利用系数,又能大幅度降低高炉燃料消耗,提高企业经济效益。
高炉加渣钢是消化渣钢的高效方法,向高炉内加入渣钢可大幅度降低燃料成本,缓解各种环保压力和提高生产率的期望,通过高炉对渣钢进行回收利用后,减小了公司的废物处置压力,且杜绝了废物处置过程中带来的环境污染,具有非常可观的环保效益。
以上仅为本发明的优选实施例,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 高炉上料系统及高炉加渣钢的方法
- 一种大型高炉配加粒钢冶炼的方法