一种研磨设备
文献发布时间:2023-06-19 11:49:09
技术领域
本申请实施例涉及设备技术领域,特别是一种研磨设备。
背景技术
现有技术中针对咖啡豆的研磨设备一般都采用由上研磨刀和下研磨刀组合形成的研磨刀具,其中下研磨刀由驱动电机带动实现转动,而上研磨刀通过限位部件进行固定,这样就可以实现上研磨刀和下研磨刀之间的相对运动,使得放入上研磨刀和下研磨刀之间的咖啡豆研磨成咖啡粉。可以通过调节研磨设备的限位部件位于不同高度位置,从而实现限位部件带动上研磨刀发生高度位置变化,实现对研磨刀具中上研磨刀和下研磨刀之间的间隙调节,研磨刀具的上研磨刀与下研磨刀的不同间隙组合会使得研磨设备研磨咖啡豆后得到的咖啡粉的粗细度等级不同,从而实现让用户从研磨设备中得到不同粗细度等级的咖啡粉。
然而,现有技术中的研磨设备被调节到某一个粗细度等级的状态之后,在满足咖啡豆持续输入的情况下,只要启动研磨设备就会连续输出某一个粗细度等级的咖啡粉。鉴于此,现有技术中需要用户自行确定放入研磨设备中一定量的咖啡豆,或者及时关闭研磨设备,这样才能得到预期重量的某一粗细度等级对应的咖啡粉。
可见,现有技术中的针对咖啡豆的研磨设备未实现每次自动输出一定重量的咖啡粉。
发明内容
本申请实施例提供了一种研磨设备,在输入的咖啡豆恒定情况下,可以实现每次自动输出一定重量的某一种粗细度等级的咖啡粉,且每次输出咖啡粉的重量相对稳定。
本申请实施例的研磨设备,包括:下研磨刀、主体框架、驱动电机、上研磨刀、调节结构、角度传感器、调节按钮以及控制单元;
所述下研磨刀,可旋转地垂直朝上安装在所述主体框架上;
所述驱动电机,固定安装在所述主体框架,所述驱动电机与所述控制单元电连接,所述驱动电机的输出轴动力连接所述下研磨刀;
所述上研磨刀,与所述下研磨刀配合安装;
所述调节按钮,与所述调节结构配合安装,用于旋转所述调节结构至目标旋转角度;
所述调节结构,可旋转安装在所述主体框架且套设在所述上研磨刀外,用于限制所述上研磨刀的旋转以及调整所述上研磨刀与所述下研磨刀之间的配合间隙;
所述角度传感器,与所述调节结构配合安装且与所述控制单元电连接,用于感应所述调节结构的旋转角度,并将感应到的所述旋转角度通过信号发送至所述控制单元;
所述控制单元,用于根据所述角度传感器发送的旋转角度确定所述目标旋转角度,根据旋转角度与时长的预设对应关系确定所述目标旋转角度对应的目标时长,并根据所述目标时长控制所述驱动电机驱动所述下研磨刀的研磨时长。
可选的,所述角度传感器角度量程的零位值旋转角度对应所述上研磨刀与所述下研磨刀最小的配合间隙;
所述角度传感器角度量程的中位值旋转角度对应所述上研磨刀与所述下研磨刀标准的配合间隙;
所述角度传感器角度量程的最大值旋转角度对应所述上研磨刀与所述下研磨刀最大的配合间隙。
可选的,还包括:存储器;
所述存储器,用于存储预设研磨重量下时长与旋转角度之间的对应关系;其中时长由长到短对应所述角度传感器的角度量程由零位值旋转角度到最大值旋转角度。
可选的,所述控制单元具体用于从所述角度传感器发送的所述零位值旋转角度、所述中位值旋转角度、所述最大值旋转角度中,确定出所述目标旋转角度;
所述存储器中存储所述零位值旋转角度与较长时长的对应关系,所述中位值旋转角度与标准时长的对应关系,所述最大值旋转角度与较短时长的对应关系;其中所述较长时长大于所述标准时长,所述标准时长大于所述较短时长。
可选的,还包括:
研磨量输入按钮,用于设置目标研磨重量;
所述存储器,还存储有不同研磨重量下时长与旋转角度之间的对应关系,其中所述目标研磨重量为所述不同研磨重量中的一种;
所述控制单元,具体用于根据所述目标研磨重量下时长与旋转角度之间的对应关系,确定所述目标旋转角度对应的目标时长,并根据所述目标时长控制所述驱动电机驱动所述下研磨刀的研磨时长。
可选的,所述调节按钮上设有多个档位标识;
其中每一个所述档位标识对应一个粗细度等级,不同的所述粗细度等级对应所述角度传感器的不同旋转角度。
可选的,所述调节结构包括:限位部件、调节齿轮组;
所述限位部件,套设在所述上研磨刀外,所述限位部件用于限制所述上研磨刀的旋转和调整所述上研磨刀与所述下研磨刀之间的配合间隙,所述限位部件与所述主体框架适配连接;
所述调节齿轮组包括调节齿轮,所述调节齿轮套设在所述限位部件外,所述调节齿轮可旋转安装在所述主体框架,所述调节齿轮与所述限位部件之间适配设有实现所述调节齿轮在旋转的过程迫使所述限位部件发生上下位移的配合结构,所述限位部件的上下位移带动所述上研磨刀的上下位移,所述上研磨刀的上下位移改变所述上研磨刀与所述下研磨刀之间的配合间隙。
可选的,所述配合结构包括:位于所述限位结构的凸块、位于所述调节齿轮与所述凸块适配的内螺纹通道和/或螺旋升台。
可选的,所述上研磨刀为环形刀盘、所述下研磨刀为锥形刀盘。
可选的,所述控制单元根据所述角度传感器发送的旋转角度确定所述目标旋转角度时,具体用于:
将所述角度传感器发送的最后多个旋转角度与所述存储器中存储的旋转角度进行比对,并将角度接近程度满足预设条件的存储器中的旋转角度确定为目标旋转角度。
从以上技术方案可以看出,本申请实施例具有以下优点:
本申请实施例的研磨设备通过操作调节按钮的旋转带动调节结构的旋转,调节结构的旋转带动上研磨刀的上下移位,由于下研磨刀位置相对固定,此时实现上研磨刀与下研磨刀之间的配合间隙发生改变;上研磨刀与下研磨刀之间不同的配合间隙在对研磨对象(例如咖啡豆)进行研磨时对应得到不同粗细度等级的研磨粉(例如咖啡粉);而且调节结构的旋转会使得角度传感器感应到该调节结构的旋转角度,角度传感器会将感应到的旋转角度通过信号发送至控制单元,当调节按钮旋转调节结构至目标旋转角度时,研磨设备的上研磨刀与下研磨刀之间的配合间隙也固定下来,固定下来的上研磨刀与下研磨刀的配合间隙就是目标配合间隙,该目标配合间隙代表可以生产对应目标粗细度等级的研磨粉,控制单元可以根据角度传感器发送的旋转角度确定目标旋转角度,再根据旋转角度与时长的预设对应关系确定目标旋转角度对应的目标时长,并控制驱动电机执行目标时长的旋转,驱动电机的旋转带动下研磨刀旋转,使得下研磨刀与上研磨刀发生相对转动,从而对放入上研磨刀与下研磨刀之间的研磨对象(例如咖啡豆)实现研磨成研磨粉(咖啡粉)。值得说明的是,本申请实施例研磨设备中旋转角度与时长的预设对应关系的时长是经过实测验证的可以得到相对稳定重量的某一粗细度等级的研磨粉,例如5克、10克等。也就是说,本申请研磨设备不需要对放入上研磨刀与下研磨刀之间的研磨对象重量进行确定与调整,也不需要用户为得到某一重量的研磨粉而及时关停研磨设备,而是在连续供应研磨对象到上研磨刀与下研磨刀的情况下,通过选择旋转角度与时长的预设对应关系的时长来控制研磨时间,使得每次都可以稳定输出预设重量的研磨粉。
附图说明
图1本申请研磨设备的一个实施例结构示意图;
图2为图1研磨设备的另一视角示意图;
图3为本申请研磨设备的一个实施例爆炸图;
图4为本申请研磨设备中调节齿轮的一个实施例结构示意图;
图5为本申请研磨设备中限位结构与上研磨刀的一个实施例结构示意图;
图6为本申请研磨设备中驱动传动部件的一个实施例安装结构示意图;
图7为本申请研磨设备中第一腔室的一个实施例结构示意图;
图8为现有技术中研磨设备在预设时间段内对不同粗细度等级的咖啡粉产出量变化图;
图9为本申请研磨设备在预设重量咖啡粉前提下不同粗细度等级的所需要的研磨时间变化图。
具体实施方式
本申请实施例提供了一种研磨设备,在持续送入研磨对象的情况下,可以实现每次自动输出一定重量的某一种粗细度等级的研磨粉,且每次输出研磨粉的重量相对稳定。研磨对象可以是咖啡豆、黄豆等豆类,也可以是类似形状可以被研磨的对象。以下各实施例以咖啡豆为例进行说明。
请先参阅图8,图8展示了现有技术中研磨设备在预设时间段内(例如5秒内、10秒内等)对不同粗细度等级的咖啡粉产出量变化图。从图8中可知,在对研磨设备连续供应咖啡豆的前提下,在预设时间段内,若选择让研磨设备产出越细的咖啡粉,得到的咖啡粉重量较小,这是由于研磨设备需要花费更多的时间将咖啡豆研磨成粗细度等级更细的咖啡粉;在预设时间段内,若选择让研磨设备产出越粗的咖啡粉,得到的咖啡重量较大,这是由于研磨设备相对花较少的时间将咖啡豆研磨成粗细等级较粗的咖啡粉。需要说明的是,图8中不同粗细度等级的咖啡粉产出量变化趋势是完美的线性关系,这是比较理想的情况,实际应用情况下的图8并非是一条完美直线,鉴于不同研磨设备中研磨刀具的配合精度等因素的不同,其预设时间段内的不同粗细度等级的咖啡粉产出量变化图可能是有波动的曲线,但总的变化趋势是与图8是相似的。
基于上述原理的基础,请参阅图9,图9展示了本申请研磨设备在预设重量咖啡粉前提下,不同粗细度等级的预设重量咖啡粉所需研磨时间变化图。从图9中可知,在对研磨设备连续供应咖啡豆的情况下,为了每次得到预设重量的咖啡粉,本申请尝试对研磨设备设定咖啡豆研磨次数,即每次启动研磨设备执行对咖啡豆研磨都仅执行一次预设时长的研磨,并且需要在启动前选定对产出咖啡粉的粗细度等级。本申请研磨设备预先保存:为得到预设重量的咖啡粉每次需要对不同粗细度等级的研磨时间;其中研磨时间设置的原理是:通过对粗细度等级较细的咖啡粉设置较长的研磨时间,以及对粗细度等级较粗的咖啡粉设置较短的研磨时间,从而可以保证本申请研磨设备每次研磨都可以得到相对稳定的咖啡粉重量。针对预设重量咖啡粉的不同,本申请研磨设备中设定所需的研磨时间不同,请参阅图9中的L1、L2、L3三条不同的线,L1、L2、L3分别代表不同预设重量的咖啡粉产出对应不同粗细度等级所需的研磨时间变化,需要注意的是,图9中L1、L2、L3三条不同的线在实际应用中不一定是完美的线性,原因参阅上述对图8的阐述,在此不再赘述。例如L1代表预设重量为5克,L2代表预设重量为8克,L3代表预设重量为10克。可见,在需要研磨设备产出的咖啡粉的预设重量为一定的前提下,为得到粗细度等级较细的咖啡粉就需要研磨设备执行较长时长的研磨时间,为得到粗细度等级较粗的咖啡粉就需要研磨设备执行较短时长的研磨时间。可以理解的是,在需要研磨设备产出某一个粗细度等级的咖啡粉的前提下,为得到咖啡粉的预设重量越大就需要研磨设备执行较长的研磨时间。
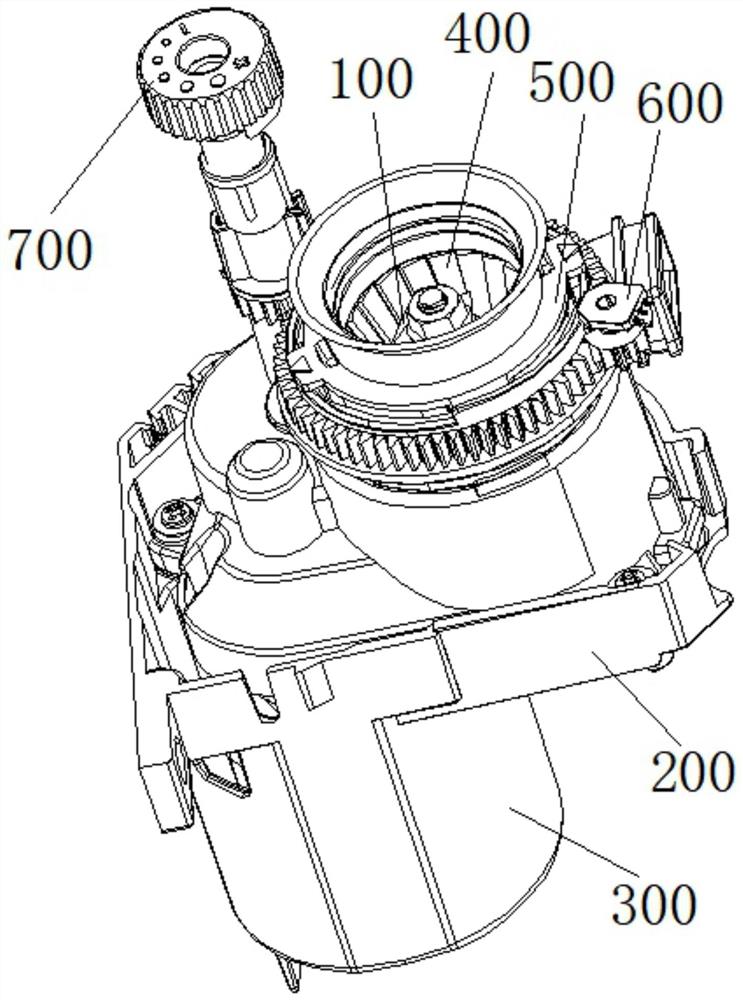
基于上述的理解,请参阅图1和图2,本申请研磨设备的一个实施例,包括:下研磨刀100、主体框架200、驱动电机300、上研磨刀400、调节结构500、角度传感器600、调节按钮700以及控制单元(图中未画出)。其中下研磨刀100可旋转地垂直朝上安装在主体框架200上;驱动电机300固定安装在主体框架200,驱动电机300与控制单元电连接,驱动电机300的输出轴动力连接下研磨刀100,也就是说可以通过驱动电机300直接驱动下研磨刀100旋转;其中上研磨刀400与下研磨刀100配合安装,上研磨刀400与下研磨到100的配合安装具有预设的配合间隙;调节按钮700与调节结构500配合安装,用于旋转调节结构500至目标旋转角度;调节结构500可旋转安装在主体框架200且套设在上研磨刀100外,调节结构500用于限制上研磨刀400的旋转自由度、向上位移自由度以及向下位移自由度,同时调节结构500还可以用于调整上研磨刀400与下研磨刀100之间的配合间隙;角度传感器600与调节结构500配合安装且与控制单元电连接,角度传感器600用于感应调节结构500的旋转角度,并根据该旋转角度的不同产生不同的位置信号,并将该位置信号传送给控制单元;控制单元用于根据角度传感器600的位置信号所代表的旋转角度确定出目标旋转角度,该目标旋转角度为旋转角度与时长的预设对应关系中的一个旋转角度,然后控制单元根据旋转角度与时长的预设对应关系确定目标旋转角度对应的目标时长,以确定根据目标时长控制驱动电机300驱动下研磨刀100的研磨时长。
本申请实施例的研磨设备的工作原理过程为:研磨设备通过操作调节按钮700的旋转带动调节结构500的旋转,调节结构500的旋转带动上研磨刀400相对于下研磨刀100发生上下移位变化,此时由于下研磨刀100位置相对固定,从而实现上研磨刀400与下研磨刀100之间的间隙发生改变;上研磨刀400与下研磨刀100之间不同的配合间隙距离在对研磨对象(例如咖啡豆)进行研磨时对应得到不同粗细度等级的研磨粉(例如咖啡粉);而且调节结构500的旋转会使得角度传感器600感应到该调节结构500的旋转角度,角度传感器600会将感应到的旋转角度通过信号发送至控制单元,当调节按钮700旋转调节结构500至目标旋转角度时,研磨设备的上研磨刀400与下研磨刀100之间的配合间隙也固定下来,固定下来的上研磨刀400与下研磨刀100的配合间隙就是目标配合间隙,该目标配合间隙代表可以生产对应目标粗细度等级的研磨粉,控制单元可以根据角度传感器600发送的旋转角度确定目标旋转角度,再根据旋转角度与时长的预设对应关系确定目标旋转角度对应的目标时长,并控制驱动电机300执行目标时长的旋转,驱动电机300的旋转带动下研磨刀旋转,使得下研磨刀与上研磨刀发生相对转动,从而对放入上研磨刀与下研磨刀之间的研磨对象(例如咖啡豆)实现研磨成研磨粉(咖啡粉)。可见,本申请研磨设备不需要对放入上研磨刀400与下研磨刀100之间的咖啡豆重量进行确定与调整,而是在连续供应咖啡豆到上研磨刀400与下研磨刀100的情况下,通过选择选择旋转角度与时长的预设对应关系的时长来控制研磨时间,使得每次都可以稳定输出预设重量的咖啡粉。值得注意的是,尽管本申请实施例研磨设备都以咖啡豆为研磨对象,以得到的咖啡粉为研磨粉作为例子进行陈述,这不意味着本申请研磨设备仅仅可以用于对咖啡豆的研磨并实现输出相对稳定重量的咖啡粉;在一定条件下,本申请实施例的研磨设备还可以将黄豆、绿豆等作为研磨对象,同样可以输出相对稳定重量的对应研磨粉。
具体的,本申请实施例的研磨设备中角度传感器600角度量程的零位值旋转角度对应上研磨刀400与下研磨刀100最小的配合间隙,此状态的研磨设备研磨出咖啡粉的粗细度等级最细;角度传感器600角度量程的中位值旋转角度对应上研磨刀400与下研磨刀100标准的配合间隙,此状态的研磨设备研磨出咖啡粉的粗细度等级中等;角度传感器600角度量程的最大值旋转角度对应上研磨刀400与下研磨刀100最大的配合间隙,此状态的研磨设备研磨出咖啡粉的粗细度等级最粗。对角度传感器600的这中设定起到最大程度地利用角度传感器600的量程,实现更加精细地控制上研磨刀400和下研磨刀100之间的配合间隙。
具体的,本申请实施例研磨设备还包括:存储器。存储器用于存储预设研磨重量下时长与旋转角度之间的对应关系;其中时长由长到短对应角度传感器600的角度量程由零位值旋转角度到最大值旋转角度。例如确定时长的个数为n,并将n个时长从长到短排序,同样将角度传感器位置信号的量程数值范围分割为n份,也将n份的位置信号数值从大到小排序,再根据时长的长短从长到短的顺序分别对应角度传感器600零位值旋转角度到最大值旋转角度,一一对应。其中角度传感器600可以选择为滑动变阻器、旋转式角度传感器等。例如,当本申请实施例研磨设备的控制单元被设置为从角度传感器600发送的零位值旋转角度、中位值旋转角度、最大值旋转角度中确定出目标旋转角度时,那么存储器中至少存储有:零位值旋转角度与较长时长的对应关系、中位值旋转角度与标准时长的对应关系、最大值旋转角度与较短时长的对应关系,其中较长时长大于标准时长,标准时长大于较短时长;控制单元将角度传感器600发送的最后多个旋转角度(零位值旋转角度、中位值旋转角度、最大值旋转角度等)与存储器中存储的旋转角度进行比对,并将角度接近程度满足预设条件的存储器中的旋转角度确定为目标旋转角度,例如该预设条件为存储器中的中位值旋转角度的正负百分之一误差范围均算作为中位置旋转角度。也就是说,当调节按钮700停止旋转调节结构500时,即使调节结构500的旋转使得角度传感器600向控制单元发送的旋转角度的信号存存一定误差,只要该旋转角度接近程度满足预设条件的误差范围内就算是存储器中的旋转角度的一个为目标旋转角度,这样有助于提高识别难度,利于操作。
进一步的,本申请实施例研磨设备还可以包括:研磨量输入按钮,该研磨量输入按钮用于目标研磨重量。此时存储器中应存储有不同研磨重量下旋转角度与时长的预设对应关系,其中目标研磨重量为不同研磨重量中的一种,控制单元具体用于根据目标研磨重量下时长与旋转角度之间的对应关系,确定目标旋转角度对应的目标时长,并根据目标时长控制驱动电机驱动下研磨刀的研磨时长,实现对不同目标研磨重量的选择。
进一步的,本申请实施例研磨设备的调节按钮700可旋转地安装在主体框架200上,并与调节齿轮521配合连接,调节按钮700上设有多个档位标识,例如图3中所示有5个档位标识,每一个档位标识表示一种咖啡粉的粗细度等级,不同的粗细度等级选择对应角度传感器的不同位置信号,“+”号方向的表示朝该方向旋转调节按钮700会使得上研磨刀400和下研磨刀100之间的配合间隙变大,“-”号方向的表示朝该方向旋转调节按钮700会使得上研磨刀400和下研磨刀100之间的配合间隙变小。调节按钮700每调节到一个档位标识的位置时,会带动调节结构500旋转到一个目标旋转角度,该目标旋转角度会触发角度传感器600产生一个对应的目标旋转角度的信号,该目标旋转角度为存储器中存储的旋转角度之一。
具体的,请参阅图3、图4以及图5,本申请实施例研磨设备中调节结构500包括:限位部件510、调节齿轮组520。限位部件510套设在上研磨刀400外,限位部件510用于限制上研磨刀400的旋转和调整上研磨刀400与下研磨刀100之间的配合间隙,限位部件400与主体框架200适配连接;调节齿轮组520包括调节齿轮521,调节齿轮521套设在限位部件510外,调节齿轮521可旋转安装在主体框架200,调节齿轮521与限位部件510之间适配设有实现调节齿轮521在旋转的过程迫使限位部件510发生上下位移的配合结构,限位部件510的上下位移可以带动上研磨刀400的上下位移。
更具体的,本申请实施例研磨设备的限位部件510包括:第一部件和第二部件。该第一部件包括旋转限位部511、向上位移限位部512、以及与主体框架200配合连接部514。例如图5所示,上研磨刀400具有凸缘410,该第一部件通过旋转限位部511适配上研磨刀400中凸缘410的凸缘缺口411,加上第一部件通过配合连接部514与主体框架200的211配合连接,使得第一部件可以限制上研磨刀400的旋转自由度;而向上位移限制部件512从上而下配合接触上研磨刀400的凸缘410的上表面,从而限制了上研磨刀400向上位移的自由度。而该第二部件包括向下位移限制部513,该向下位移限制部513则从下而上配合接触上研磨刀400的凸缘的下表面,从而限制了上研磨刀400向下位移的自由度。图3中显示的第二部件为局部,请结合图5,第二部件还包括弹性挂扣516,该连接结构516与第一部件中的挂扣部515配合连接,实现第一部件与第二部件的配合组装,从而形成限位部件510。第一部件还可以配合安装漏斗结构800,用于引导和收纳放入上研磨刀400与下研磨刀100之间的研磨对象(例如咖啡豆)。
更具体的,本申请实施例研磨设备的调节齿轮组520包括:调节齿轮521、传动齿轮522、输出齿轮523。其中,输出齿轮523与调节按钮700的同轴固定连接,用于使得调节按钮700可以通过输出齿轮523直接带动调节齿轮521转动;传动齿轮522通过固定轴可转动连接在主体框架200,且传动齿轮522与传感器600配合连接,使得传感器600可以直接检测传动齿轮522的转动角度。可以理解的是,当本申请实施例的角度传感器600为滑动变阻器、旋转式角度传感器等机械式传感器时,该角度传感器600的活动输入轴可以与输出齿轮523、传动齿轮522或调节齿轮521配合连接。
具体的,本申请实施例研磨设备的调节齿轮521包括:螺旋升台5211和/或内螺纹通道5212、限位凸缘5213、齿轮齿5214。螺旋升台位于调节齿轮521的上表面,如图4所示的存在两个对称的螺旋升台5211,螺旋升台5211与第一部件中的第一凸块515配合,当第一部件因受重力作用压在螺旋升台5211上表面时,随着调节齿轮521的旋转使得螺旋升台5211迫使第一凸块515带动第一部件实现上下位移。进一步的,调节齿轮521带动第一部件实现上下位移的技术方案中可以包括内螺纹通道5212,内螺纹通道5212位于调节齿轮521内壁表面,内螺纹通道5212具有螺旋升程,用于与第一部件中的第二凸块516配合,通过内螺纹通道5212迫使第二凸块516在螺纹通道5212中来回滑动,进行实现第一部件随着内螺纹通道5212的螺旋升程而实现上下位移。限位凸缘5213具有一缺口,该缺口用于与主体框架200上的卡扣211配合,使得限位凸缘5213可以通过该缺口后再经过一定角度的旋转而位于卡扣211下,实现调节齿轮521与主体框架200的配合安装,使得调节齿轮521在于主体框架200配合安装后仍具有旋转自由度。
需要说明的是,上述实施例研磨设备中配合结构主要是指:位于所述限位结构的凸块(包括第一凸块515和/或第二凸块516)、位于调节齿轮521与凸块适配的内螺纹通道5212和/或螺旋升台5211。
具体的,本申请实施例研磨设备的上研磨刀为环形刀盘、下研磨刀为锥形刀盘。
进一步的,本申请实施例研磨设备还可以包括驱动传动部件,该驱动传动部件优选如图6中的齿轮组合,以便驱动电机300的输出轴310在经过减速增扭后将动力传动到下研磨刀100,驱动传动部件采用齿轮组合还有利于保证驱动电机300的动力有效传递,减少出现打滑等现象。请结合图7,可以理解的是主体框架200由上框架210和下框架220,上框架210和下框架220配合连接形成第一空腔和第二空腔,第一空腔中将驱动电机300的输出轴310和驱动传动部件进行隔绝密封,以保护驱动传动部件不受损坏,减少驱动传动部件与外界接触,保障安全;第二空腔为扇叶110与下研磨刀100所在的开放式空腔,扇叶110位于下研磨刀100正下方,扇叶110与下研磨刀100同轴固定连接,该第二空腔用于承载本申请实施例研磨设备形成的研磨粉(例如咖啡粉),该第二空腔具有一个向外导通的输出通道212,该输出通道用于输出研磨粉,即研磨设备中形成的研磨粉(咖啡粉)会在重力作用下落入第二空腔的底部,并在扇叶110的拨动下快速流向输出通道212。
值得注意的是,当本申请实施例研磨设备用于研磨咖啡豆生产咖啡粉时,可以配合咖啡机使用,以便咖啡机使用本申请研磨设备生产的咖啡粉来冲泡咖啡,进而实现从咖啡豆得到咖啡饮品的过程。进一步的,本申请实施例研磨设备可以作为全自动咖啡机中实现磨豆功能的部件。
以上内容时结合具体实施例方式对本申请做出的说明,不能认定为本申请的具体实施仅限于这些实施例。对于本申请所属技术领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干的变换与替换,此时都应视为属于本申请的保护范围。
- 一种全自动钻针研磨设备及使用该研磨设备的研磨方法
- 用于研磨基板的设备、用于操作研磨系统的方法及用于研磨制程的研磨系统