层叠铁芯及旋转电机
文献发布时间:2023-06-19 12:02:28
技术领域
本发明涉及层叠铁芯及旋转电机。
本申请基于2018年12月17日在日本提交的特愿2018-235861号主张优先权,将其内容援引至此。
背景技术
以往已知有下述专利文献1记载的那种层叠铁芯。在该层叠铁芯中,通过粘接层粘接在层叠方向上相邻的电磁钢板。
现有技术文献
专利文献
专利文献1:日本国特开2015-142453号公报
发明内容
[发明要解决的技术问题]
对于上述现有的层叠铁芯,在提高磁特性方面还存在改善的余地。
本发明是鉴于上述的情况而得到的,其目的在于提高磁特性。
[用于解决技术问题的手段]
为了解决上述技术问题,本发明提出以下的方案。
(1)本发明的第一方案为层叠铁芯,是具备在厚度方向上层叠多个电磁钢板的层叠铁芯,上述电磁钢板具备环状的铁芯背部,在上述铁芯背部的外周侧形成有粘接区域,在上述铁芯背部的内周侧形成有非粘接区域,在上述铁芯背部的上述非粘接区域,在周向上隔开间隔设置多个铆接部。
一般而言,粘接剂在固化时会收缩。因此,若在电磁钢板上设置粘接剂,则随着粘接剂的固化,会对电磁钢板施加压缩应力。施加压缩应力时,电磁钢板发生畸变。另外,若在电磁钢板上设置铆接部,则电磁钢板会变形,从而电磁钢板发生畸变。铆接部和粘接区域形成固定部。固定部将在层叠方向上相邻的电磁钢板彼此固定。若固定部的面积增大,则电磁钢板的畸变增大。
根据该构成,仅在铁芯背部的外周侧形成例如设置有粘接剂即粘接部的粘接区域。从而,局部性粘接在层叠方向上相邻的电磁钢板的铁芯背部彼此。因此,例如相比于粘接区域向径向内侧延伸至铆接部的情况,形成在铁芯背部的粘接区域的面积减少。因此,在层叠方向上观察的俯视中,固定部的面积减少。由此,可以减小整个层叠铁芯产生的畸变。结果上,可以降低层叠铁芯内产生的铁损,从而可以提高层叠铁芯的磁特性。
(2)也可以是,在上述(1)所述的层叠铁芯中,上述铁芯背部的外周侧是上述铆接部的外周缘的外侧,上述铁芯背部的内周侧是上述铆接部的外周缘的内侧。
根据该构成,粘接区域中最内周侧的部分与铆接部完全没有重叠。因此,在用铆接部固定层叠方向而在电磁钢板产生畸变的区域中,可以避免殷设置粘接部并固定而进一步增加畸变的情况。因此,固定部的面积进一步减少。由此,可以进一步减小层叠铁芯产生的畸变。
(3)也可以是,在上述(2)所述的层叠铁芯中,上述铁芯背部的外周侧是形成在上述铆接部的外周缘的外周侧的假想圆的外侧,上述铁芯背部的内周侧是上述假想圆的内侧。
根据该构成,例如即使在电磁钢板具备齿部的情况下,也没有在齿部设置粘接区域。因此,固定部的面积进一步减少。由此,可以进一步减少层叠铁芯产生的畸变。
(4)也可以是,上述(1)~(3)的任一项所述的层叠铁芯中,在上述铁芯背部的外周缘中,至少在上述铆接部附近形成上述粘接区域。
根据该构成,不是在遍及铁芯背部的外缘的整周连续地设置粘接部,而是隔开间隔不连续地(间断性地)设置粘接部。因此,例如相比于遍及整周形成粘接区域的情况,铁芯背部所形成的粘接区域的面积减少。由此,固定部的面积进一步减少。因此,可以进一步减少整个层叠铁芯产生的畸变。
(5)也可以是,在上述(1)~(4)的任一项所述的层叠铁芯中,还包括:粘接部,被设置在层叠方向上相邻的所述电磁钢板彼此之间、且在所述铁芯背部的所述粘接区域,将在层叠方向上相邻的所述铁芯背部彼此粘接。
根据该构成,可以使用粘接部可靠地粘接在层叠方向上相邻的电磁钢板彼此。
(6)也可以是,在上述(5)所述的层叠铁芯,上述粘接部的平均厚度为1.0μm~3.0μm。
(7)也可以是,在上述(5)或(6)所述的层叠铁芯中,上述粘接部的平均拉伸弹性模量E为1500MPa~4500MPa。
(8)也可以是,在上述(5)~(7)的任一项所述的层叠铁芯中,上述粘接部是包括SGA的常温粘接型的丙烯酸系粘接剂,该SGA由含有弹性体的丙烯酸类粘接剂构成。
(9)本发明的第二方案为旋转电机,其具备上述(1)~(8)的任一项所述的层叠铁芯。
根据该构成,可以提高旋转电机的磁特性。
[发明效果]
根据本发明,可以提高磁特性。
附图说明
图1本发明的一实施方式的旋转电机的剖视图。
图2是图1所示的旋转电机具备的定子的俯视图。
图3是本发明的一实施方式的层叠铁芯的侧视图。
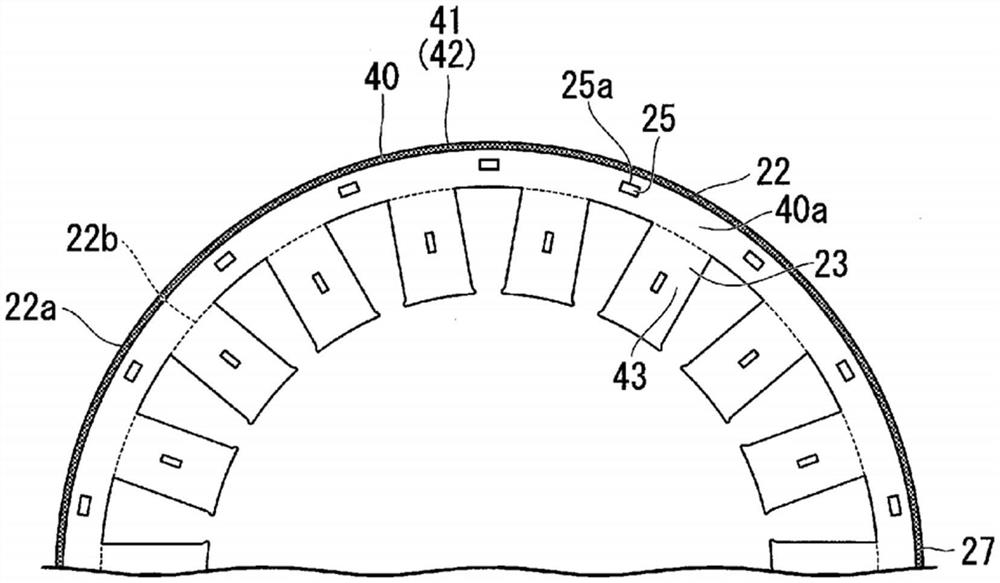
图4是在本发明的一实施方式的层叠铁芯中,电磁钢板的第一面的俯视图。
图5是在本发明的一实施方式的层叠铁芯中,电磁钢板的第一面的俯视图。
图6是在比较例的层叠铁芯中,电磁钢板的第一面的俯视图。
图7是示出将比较例的层叠铁芯的铁损设为1时,实施例1及实施例2的层叠铁芯的铁损的相对值的图。
具体实施方式
下面,参照附图,说明本发明的一实施方式的层叠铁芯及旋转电机。
此外,在本实施方式中,作为旋转电机举出电动机,具体而言是交流电动机为一个例子进行说明。交流电动机更具体而言是同步电动机,最具体而言是永磁铁磁场型电动机。这种电动机例如优选应用在电动汽车等中。
如图1及图2所示,旋转电机10包括定子20、转子30、壳体50、旋转轴60。定子20及转子30被容纳在壳体50内。定子20被固定于壳体50。
在本实施方式中,采用转子30位于定子20的内侧的内转子型的旋转电机作为旋转电机10。但是,也可以采用转子30位于定子20的外侧的外转子型的旋转电机作为旋转电机10。此外,在本实施方式中,旋转电机10是具有12极18槽的三相交流电动机。但是,例如极数、槽数、相数等可以适当变更。
定子20包括定子铁芯21和未图示的绕组。
定子铁芯21包括环状的铁芯背部22和多个齿部23。铁芯背部22是由铁芯背部的外周缘22a和铁芯背部的内周缘22b(图2所示的虚线)围着的区域。在下文中,将定子铁芯21(铁芯背部22)的轴向(定子铁芯21的中心轴线O方向)称为轴向。将定子铁芯21(铁芯背部22)的径向(与定子铁芯21的中心轴线O正交的方向)称为径向。将定子铁芯21(铁芯背部22)的周向(围绕定子铁芯21的中心轴线O旋转的方向)称为周向。
铁芯背部22在从轴向观察定子20的俯视图中形成为环状。
多个齿部23从铁芯背部22向径向(沿径向朝向铁芯背部22的中心轴线O)突出。在周向上隔开相等的间隔配置多个齿部23。在本实施方式中,以中心轴线O为中心的中心角每隔20度地设置有18个齿部23。多个齿部23被形成为彼此相同的形状且相同的大小。
上述绕组被卷绕于齿部23。上述绕组可以被集中卷绕,也可以分散卷绕。
转子30相对于定子20(定子铁芯21)被配置在径向的内侧。转子30包括转子铁芯31和多个永久磁铁32。
转子铁芯31被形成为与定子20呈同轴配置的环状(圆环状)。前述旋转轴60被配置在转子铁芯31内。旋转轴60被固定于转子铁芯31。
多个永久磁铁32被固定于转子铁芯31。在本实施方式中,2个1组的永久磁铁32形成1个磁极。多组永久磁铁32在周向上隔开相等的间隔配置。在本实施方式中,以中心轴线O为中心的中心角每隔30度地设置12组(总共24个)永久磁铁32。
在本实施方式中,采用嵌入磁铁型电机作为永磁铁磁场型电动机。
在转子铁芯31上,形成有在轴向上贯穿转子铁芯31的多个通孔33。多个通孔33与多个永久磁铁32对应地设置。各永久磁铁32以被配置在对应的通孔33内的状态固定于转子铁芯31。例如,用粘接剂将永久磁铁32的外表面与通孔33的内表面粘接等,从而将各永久磁铁32固定于转子铁芯31。此外,作为永磁铁磁场型电动机,也可以采用表面磁铁型电机取代嵌入磁铁型电动机。
定子铁芯21和转子铁芯31均为层叠铁芯。层叠铁芯通过层叠多个电磁钢板40而形成。
此外,定子铁芯21及转子铁芯31各自的层叠厚度例如设定为50.0mm。定子铁芯21的外径例如设定为250.0mm。定子铁芯21的内径例如设定为165.0mm。转子铁芯31的外径例如设定为163.0mm。转子铁芯31的内径例如设定为30.0mm。然而,这些值是一个示例,定子铁芯21的叠层厚度、外径和内径,以及转子铁芯31的叠层厚度、外径和内径并不局限于这些值。在此,定子铁芯21的内径以定子铁芯21中的齿部23的前端部为基准。定子铁芯21的内径是与所有齿部23的前端部内切的假想圆的直径。
形成定子铁芯21和转子铁芯31的各电磁钢板40例如是通过对作为基材的电磁钢板进行冲裁加工等所形成的。对于电磁钢板40,可以使用公知的电磁钢板。电磁钢板40的化学组分并没有特别的限定。在本实施方式中,作为电磁钢板40,采用无取向电磁钢板。作为无取向电磁钢板,例如可以采用JIS(日本工业规格)C 2552:2014的无取向电钢带。
然而,作为电磁钢板40,还可以是采用取向电磁钢板来代替无取向电磁钢板。对于取向电磁钢板,可以采用JIS C 2553:2012的取向性电钢带。
为了改善电磁钢板的加工性、或层叠铁芯的铁损,在电磁钢板40的两个表面设置有绝缘被膜。作为构成绝缘被膜的物质,例如可以应用(1)无机化合物、(2)有机树脂、(3)无机化合物和有机树脂的混合物等。作为无机化合物,例如举出(1)重铬酸盐和硼酸的复合物、(2)磷酸盐和二氧化硅的复合物等。作为有机树脂,例如可举出环氧树脂、丙烯酸树脂、丙烯酸苯乙烯树脂、聚酯树脂、硅树脂、氟树脂等。
为了确保互相层叠的电磁钢板40之间的绝缘性能,绝缘被膜的厚度(电磁钢板40的每一面的厚度)优选为0.1μm以上。
另一方面,随着绝缘被膜变厚,绝缘效果会饱和。此外,占空系数随着绝缘被膜变厚而降低,作为层叠铁芯的性能会降低。因此,绝缘被膜在可以确保绝缘性能的范围内较薄更好。绝缘被膜的厚度(电磁钢板40的每个表面的厚度)优选为0.1μm以上且5μm以下,较优选为0.1μm以上且2μm以下。
随着电磁钢板40变薄而铁损的改善效果会逐渐饱和。此外,电磁钢板40的制造成本随着电磁钢板40变薄而增加。因此,若考虑到铁损的改善效果及制造成本,电磁钢板40的厚度优选为0.10mm以上。
另一方面,若电磁钢板40过厚,则难以进行电磁钢板40的加压冲裁作业。
因此,考虑到电磁钢板40的加压冲裁作业,电磁钢板40的厚度优选为0.65mm以下。
此外,若电磁钢板40变厚,则铁损增加。因此,考虑到电磁钢板40的铁损特性,电磁钢板40的厚度优选为0.35mm以下。电磁钢板40的厚度较优选为0.20mm或0.25mm。
考虑到上述的方面,各电磁钢板40的厚度例如为0.10mm以上且0.65mm以下。各电磁钢板40的厚度优选为0.10mm以上且0.35mm以下,较优选为0.20mm或0.25mm。此外,电磁钢板40的厚度还包括绝缘被膜的厚度。
如图3所示,在厚度方向上层叠形成定子铁芯21的多个电磁钢板40。厚度方向是电磁钢板40的厚度方向。厚度方向相当于电磁钢板40的层叠方向。多个电磁钢板40相对于中心轴线O同轴地配置。电磁钢板40包括铁芯背部22和多个齿部23。
如图4所示,形成定子铁芯21的多个电磁钢板40彼此通过被设置在电磁钢板40的表面(第一面)40a上的粘接部41及铆接部25固定。
例如,虽然没有图示,但通过电磁钢板40上所形成的凸部(定缝销钉)及凹部构成铆接部25。凸部从电磁钢板40向层叠方向突出。凹部被配置在电磁钢板40中位于凸部里侧的部分。凹部相对于电磁钢板40的表面向层叠方向凹陷。凸部和凹部例如通过将电磁钢板40冲裁加工而形成。
在层叠方向上重叠的一对电磁钢板40中,一个电磁钢板40的铆接部25的凸部嵌合于另一个电磁钢板40的铆接部25的凹部。
粘接部41粘接在层叠方向上相邻的铁芯背部22(电磁钢板40)彼此。形成定子铁芯21的多个电磁钢板40通过粘接部41粘接。
粘接部41是被设置于在层叠方向上相邻的电磁钢板40彼此之间,且不分断地固化的粘接剂。对于粘接剂,例如使用基于聚合结合的热固化性的粘接剂等。
作为粘接剂的组合物,可以应用(1)丙烯酸类树脂、(2)环氧类树脂、(3)包含丙烯酸类树脂及环氧类树脂的组合物等。
作为粘接剂,除热固型的粘接剂之外,还可以使用自由基聚合型的粘接剂等。出于生产性的观点,优选使用常温固化型(常温粘接型)的粘接剂。常温固化型的粘接剂是在20℃~30℃固化的粘接剂。此外,在本说明书中,表示数值范围的“~”表示将在其前后记载的数值作为下限值和上限值包含的范围。
作为常温固化型的粘接剂,优选丙烯酸类粘接剂。代表性的丙烯酸类粘接剂有SGA(第二代丙烯酸类粘接剂。Second Generation Acrylic Adhesive)等。在不损害本发明的效果的范围内,能够使用厌氧性粘接剂、瞬时粘接剂和含有弹性体的丙烯酸类粘接剂的任一种。
此外,此处所说的粘接剂是固化前的状态。粘接剂固化后成为粘接部41。
粘接部41在常温(20℃~30℃)下的平均拉伸弹性模量E在1500MPa~4500MPa的范围内。若粘接部41的平均拉伸弹性模量E小于1500MPa,则会发生层叠铁芯的刚性降低的不良状况。因此,粘接部41的平均拉伸弹性模量E的下限值被设定为1500MPa,较优选为1800MPa。相反,若粘接部41的平均拉伸弹性模量E超过4500MPa,则会发生形成在电磁钢板40表面的绝缘被膜剥离的不良状况。因此,粘接部41的平均拉伸弹性模量E的上限值被设定为4500MPa,较优选为3650MPa。
此外,通过共振法测量平均拉伸弹性模量E。具体而言,以JIS R 1602:1995为标准测量拉伸弹性模量。
更具体而言,首先,制造测量用的样品(未图示)。通过将两片电磁钢板40之间用作为测量对象的粘接剂粘接并使其固化以形成粘接部41,从而获得该样品。当粘接剂是热固型时,通过以实际操作中的加热加压条件进行加热、加压来进行该固化。另一方面,当粘接剂是常温固化型时,通过在常温下加压来进行该固化。
然后,用共振法测量该样品的拉伸弹性模量。基于共振法的拉伸弹性模量的测量方法如上所述,以JIS R 1602:1995为标准进行。其后,通过计算将电磁钢板40自身的影响部分从试样的拉伸弹性模量(测量值)中排除,求得粘接部41单体的拉伸弹性模量。
由于以这种方式从样品求得的拉伸弹性模量等于作为层叠铁芯即定子铁芯21整体的平均值。因此,将该数值视为平均拉伸弹性模量E。组分被设定使得平均拉伸弹性模量E在沿着其层叠方向的层叠位置、围绕定子铁芯21的中心轴线的周向位置上几乎不改变。因此,也可以将测量位于定子铁芯21的上端位置的、固化后的粘接部41得到的数值作为平均拉伸弹性模量E的值。
作为利用热固型的粘接剂的粘接方法,例如,可以采用在电磁钢板40上涂布粘接剂后,通过加热和压接的任一种或两种来粘接的方法。
此外,加热手段可以是例如在高温槽或电炉中加热、或直接通电的方法等任何手段。加热手段可以是任何手段。
为了稳定地获得充分的粘接强度,粘接部41的厚度优选为1μm以上。另一方面,若粘接部41的厚度超过100μm,则粘接力会饱和。此外,随着粘接部41变厚,占空系数降低,层叠铁芯的铁损等磁特性降低。
因此,粘接部41的厚度优选为1μm以上且100μm以下。粘接部41的厚度较优选为1μm以上且10μm以下。
此外,在上文中,粘接部41的厚度表示粘接部41的平均厚度。
粘接部41的平均厚度较优选为1.0μm以上且3.0μm以下。若粘接部41的平均厚度小于1.0μm,则如前所述无法确保充分的粘接力。因此,粘接部41的平均厚度的下限值为1.0μm,较优选为1.2μm。相反,若粘接部41的平均厚度变厚超过3.0μm,则会发生由于热固化时的收缩而引起电磁钢板40的畸变量大幅增加等不良状况。因此,粘接部41的平均厚度的上限值被设定为3.0μm,较优选为2.6μm。
粘接部41的平均厚度是作为定子铁芯21整体的平均值。粘接部41的平均厚度在沿着其层叠方向的层叠位置或围绕定子铁芯21的中心轴线的周向位置几乎不改变。因此,粘接部41的平均厚度可以通过在定子铁芯21的上端位置,以在圆周方向的10个位置以上处测量的数值的平均值来作为其值。
此外,粘接部41的平均厚度例如可以通过改变粘接剂的涂布量来进行调整。此外,例如,在热固性的粘接剂的情况下,可以通过改变在粘接时施加的加热加压条件以及固化剂种类中的一者或两者等来调整粘接部41的平均拉伸弹性模量E。
此外,在本实施方式中,形成转子铁芯31的多个电磁钢板40通过铆接42(定缝销钉,参照图1)彼此固定。
然而,形成转子铁芯31的多个电磁钢板40也可以通过粘接部41彼此粘接。
此外,定子铁芯21或转子铁芯31等层叠铁芯也可以通过所谓的旋转堆叠来形成。
如图4所示,在电磁钢板40的铁芯背部22,在周向上隔开间隔地设置有多个铆接部25。此外,如后文所述,多个铆接部25分别被设置在非粘接区域43上。多个铆接部25被配置在以中心轴线O为中心的同一圆上。各铆接部25沿着周向相对于齿部23位置偏移。
在电磁钢板40中朝向层叠方向的面(以下,称为电磁钢板40的第一面)40a,形成有设置粘接部41的电磁钢板40的粘接区域42,以及没有设置粘接部41的电磁钢板40的非粘接区域43。更具体而言,所谓设置粘接部41的电磁钢板40的粘接区域42,表示电磁钢板40的第一面40a中,设置有不分断地固化的粘接剂(粘接部41)的区域。另外,所谓没有设置粘接部41的电磁钢板40的非粘接区域43,表示电磁钢板40的第一面40a中,没有设置不分断地固化的粘接剂的区域。
粘接区域42与非粘接区域43是彼此不同的区域,彼此不会重叠。
在本实施方式中,粘接区域42形成在电磁钢板40的第一面40a的铁芯背部22的外周侧。换言之,粘接部41被设置在电磁钢板40的第一面40a的铁芯背部22的外周侧。并且换言之,在电磁钢板40的第一面40a的铁芯背部22的外周侧涂布粘接剂。
优选地,铁芯背部22的外周侧为铆接部25的外周缘25a的外侧(所谓铆接部25的外周缘25a,表示铆接部25中,沿径向位于最外侧的部分)。
另外,较优选地,铁芯背部22的外周侧是在铆接部25的外周缘25a的外周侧形成的假想圆27的外侧。前述假想圆27可以与外接多个铆接部25的假想的外切圆同径。
在图4中,在铆接部25的外周缘25a的外周侧所形成的假想圆27的外侧,遍及铁芯背部22的外缘的整周连续地设置粘接部41。
换言之,在图4中,在铆接部25的外周缘25a的外周侧所形成的假想圆27的外侧,遍及铁芯背部22的外缘的整周连续地形成有粘接区域42。
如图4所示,在电磁钢板40的第一面40a的铁芯背部22的内周侧没有设置粘接部41。换言之,在电磁钢板40的第一面40a的铁芯背部22的内周侧没有涂布粘接剂。并且换言之,在电磁钢板40的第一面40a的铁芯背部22的内周侧形成有非粘接区域43。此外,在非粘接区域43,在周向上隔开间隔地设置有多个铆接部25。
优选地,铁芯背部22的内周侧是铆接部25的外周缘25a的内侧。另外,较优选地,铁芯背部22的内周侧是在铆接部25的外周缘25a的外周侧形成的假想圆27的内侧。换言之,在铁芯背部22中位于前述外接圆的径向的内侧的部分优选是非粘接区域43。在图4中,在铁芯背部22中的、铆接部25的外周缘25a的外周侧所形成的假想圆27的内侧的区域的整个区域,设置有非粘接区域43。
此外,在电磁钢板40的第一面40a中与多个齿部23对应的部分,也设置有非粘接区域43。
此外,所谓铆接部25的外周缘25a的外侧,是指铁芯背部22中比铆接部25的外周缘25a更靠外侧的区域。所谓铆接部25的外周缘25a的内侧,是指铁芯背部22中比铆接部25的外周缘25a更靠内侧的区域,以及沿着铆接部25的外周缘25a的区域。同样地,所谓假想圆27的外侧,是指铁芯背部22中比假想圆27更靠外侧的区域。所谓假想圆27的内侧,是指铁芯背部22中比假想圆27更靠内侧的区域,以及沿假想圆27的区域。
在层叠方向上相邻的电磁钢板40彼此的所有组之间,如图4所示设置粘接部41。此时,粘接区域42的面积对于电磁钢板40的第一面40a的铁芯背部22的面积100%的比例例如为20%。
另外,如图5所示,粘接部41可以被设置在电磁钢板40的第一面40a的铁芯背部22的外周侧、且铁芯背部22的外缘中的至少铆接部25的附近。此处所说的铆接部25的附近,例如是在周向上,将铆接部25作为中心,周向上的铆接部25的长度的3倍的范围。
在图5所示的例子中,遍及整周间断地设置粘接部41。粘接部41限定设置在铁芯背部22的外缘中铆接部25的附近。换言之,粘接部41也与铆接部25同样地,沿着周向与齿部23的位置偏移。铁芯背部22的外缘中,在位于齿部23的径向的外侧的部分,没有设置粘接部41。换言之,铁芯背部22的外缘中,在位于齿部23的径向外侧的部分没有形成粘接区域42,而是形成非粘接区域43。
粘接区域42的周向上的大小大于铆接部25的周向上的大小。沿着周向,在粘接区域42的中央部配置铆接部25。粘接区域42的周向上的大小大于周向上相邻的粘接区域42彼此的间隔。
针对在层叠方向上相邻的电磁钢板40彼此所有的组之间,如图5所示设置粘接部41的情况进行说明。此时,粘接区域42的面积对于电磁钢板40的第一面40a的铁芯背部22的面积100%的比例例如为12%。
此外,在本实施方式中,设定为在电磁钢板40具备的多个齿部23形成有非粘接区域43。此时,在铁芯背部22的非粘接区域43及多个齿部23的非粘接区域43中,也可以在周向上隔开间隔设置多个铆接部25。
一般而言,粘接剂在固化时会收缩。因此,若在电磁钢板上设置粘接剂,则随着粘接剂的固化,会对电磁钢板施加压缩应力。施加压缩应力时,电磁钢板发生畸变。另外,若在电磁钢板上设置铆接部,则电磁钢板会变形,从而电磁钢板发生畸变。铆接部和粘接区域形成固定部。固定部固定在层叠方向上相邻的电磁钢板彼此。若固定部的面积增大,则电磁钢板的畸变增大。
在以上说明的本实施方式的定子铁芯21(层叠铁芯)中,在铁芯背部22,在周向上隔开间隔地设置多个铆接部25。在电磁钢板40的第一面40a的铁芯背部22的外周侧,设置有粘接部41。在电磁钢板40的第一面40a的铁芯背部22的内周侧,没有设置粘接部41。
换言之,在本实施方式的定子铁芯21(层叠铁芯)中,在铁芯背部22,在周向上隔开间隔地设置有多个铆接部25。在电磁钢板40的第一面40a的铁芯背部22的外周侧,形成有粘接区域42。在电磁钢板40的第一面40a的铁芯背部22的内周侧,形成有非粘接区域43。
根据该构成,仅在铁芯背部22的外周侧,形成有设置粘接部41的粘接区域42。局部性地粘接在层叠方向上相邻的电磁钢板40的铁芯背部22彼此。因此,例如相比于粘接区域向径向内侧延伸至铆接部的情况,铁芯背部22上形成的粘接区域的面积减少。因此,在层叠方向观察的俯视下的固定部的面积减小。由此,可以减小在定子铁芯21整体产生的畸变。结果,可以减小在定子铁芯21内产生的铁损,从而可以提高定子铁芯21的磁特性。
在与粘接区域42不同的非粘接区域43,设置有铆接部25。
假设要制造在粘接区域设置有铆接部的定子铁芯,则发生以下问题。例如,为了在粘接区域设置铆接部,会在电磁钢板的铆接部的凸部涂布粘接剂。若要将涂布粘接剂后的凸部嵌合于另一电磁钢板的铆接部的凹部,则粘接剂进入凸部和凹部之间,从而凸部可能不会嵌合至凹部的里侧。此时,凸部和凹部没有精度良好地嵌合,存在一对电磁钢板没有相互平行地层叠的问题。
在电磁钢板的铆接部的凹部涂布粘接剂的情况,也会产生同样的问题。
对此,在本实施方式的定子铁芯21中,在非粘接区域43设置铆接部25。因此,粘接剂不会进入凸部和凹部之间,即使在电磁钢板40设置铆接部25,也可以平行地层叠在层叠方向上相邻的电磁钢板40。
此外,在本实施方式的定子铁芯21中,粘接区域42形成在铁芯背部22的外周侧。因此,不仅是通过在电磁钢板40的第一面40a涂布粘接剂设置粘接部41,还可以通过以下的方法设置粘接部。
即,在层叠的多个电磁钢板40的径向外侧,配置粘接剂。若降低多个电磁钢板40的径向内侧的空气的压力,则粘接剂浸渍在多个电磁钢板40之间。可以使该粘接剂固化,设置粘接部。
在本实施方式的定子铁芯21(层叠铁芯)中,将铁芯背部22的铆接部25的外周侧作为铆接部25的外周缘25a的外侧。并且,将铁芯背部22中的铆接部25的内周侧作为铆接部25的外周缘25a的内侧。
通过这样的结构,粘接区域42中,最内周侧的部分与铆接部25完全不重叠。因此,在用铆接部25固定层叠方向而在电磁钢板40产生畸变的区域中,可以避免因设置粘接部41并固定而进一步增加畸变的情况。因此,可以进一步减少固定部的面积。由此,可以进一步减少在定子铁芯21整体产生的畸变。
在本实施方式的定子铁芯21(层叠铁芯)中,将铁芯背部22的外周侧作为在铆接部25的外周缘25a的外周侧所形成的假想圆27的外侧。而且,将铁芯背部22的内周侧作为在铆接部25的外周缘25a的外周侧所形成的假想圆27的内侧。
通过这样地构成,在齿部23不设置粘接区域42。因此,固定在层叠方向上相邻的电磁钢板40彼此的、由铆接部25和粘接部41(粘接区域42)构成的固定部的面积进一步减少。由此,可以进一步减少在定子铁芯21整体产生的畸变。
在本实施方式的定子铁芯21(层叠铁芯)中,在铁芯背部22的外缘中,将粘接部41至少设置在铆接部25附近。
由此,粘接部41不是在遍及铁芯背部22的外缘的整周连续性地设置,而是隔开间隔地不连续性地(断续性地)设置。因此,例如相比于遍及铁芯背部的整周形成粘接区域的情况,形成在铁芯背部22的粘接区域42的面积减少。由此,进一步减少固定部的面积。因此,可以进一步减少定子铁芯21整体产生的畸变。
在本实施方式的定子铁芯21(层叠铁芯)中,具备被设置于铁芯背部22的粘接区域42的粘接部41。因此,可以使用粘接部41可靠地粘接在层叠方向上相邻的电磁钢板40彼此。
在本实施方式的定子铁芯21(层叠铁芯)中,电磁钢板40具备形成有非粘接区域43的多个齿部23。由此,电磁钢板40中的非粘接区域43的面积增加。因此,可以增加定子铁芯21中不会产生畸变的区域。
本实施方式的旋转电机10具备本实施方式的定子铁芯21(层叠铁芯)。因此,可以提高旋转电机10的磁特性。
另外,本发明的技术范围并不限定于上述实施方式,能够在不脱离本发明的宗旨的范围内进行各种变更。
定子铁芯的形状并不限定于上述实施方式所示的形态。具体而言,定子铁芯的外径和内径的尺寸、叠层厚度、槽数、齿部的周向和径向的尺寸比率、齿部与铁芯背部的径向尺寸比率等可以根据旋转电机的期望特性而任意进行设计。
在上述实施方式的转子中,两个一组的永磁铁32形成一个磁极,但本发明并不限定于此。例如,可以是一个永磁铁32形成一个磁极,也可以是三个以上的永磁铁32形成一个磁极。
在上述实施方式中,作为旋转电机,举出永磁铁磁场型电动机作为一例进行了说明,但旋转电机的结构如下例所示而并不限于此。旋转电机的结构进而也可以采用以下没有例示的各种公知的结构。
在上述实施方式中,作为同步电动机,举出永磁铁磁场型电动机作为一例进行了说明。但本发明并不限定于此。例如,旋转电机也可以是磁阻型电动机或电磁铁励磁型电动机(绕组励磁型电动机)。
在上述实施方式中,作为交流电动机,举出同步电动机作为一例进行了说明。但本发明并不限定于此。例如,旋转电机也可以是感应电动机。
在上述实施方式中,作为电动机,举出交流电动机作为一例进行了说明。但是,本发明并不限定于此。例如,旋转电机可以是直流电动机。
在上述实施方式中,作为旋转电机,举出电动机作为一例进行了说明。但是,本发明并不限定于此。例如,旋转电机可以是发电机。
在上述实施方式中,例示出将本发明的层叠铁芯应用于定子铁芯的情况。本发明的层叠铁芯也能够应用在转子铁芯中。
另外,在不脱离本发明宗旨的范围内,可以适当地将上述实施方式中的构成要素置换为公知的构成要素。另外,也可以适当地组合上述变形例。
[实施例]
下面,通过实施例和比较例进一步具体地说明了本发明,但本发明并不限定于以下的实施例。
[实施例1]
如图4所示,在电磁钢板40的第一面40a的铁芯背部22的外周侧设置了粘接部41。层叠这样构成的多个电磁钢板40,构成层叠铁芯。
将粘接区域42的面积对于电磁钢板40的第一面40a的铁芯背部22的面积100%的比例设为20%。
使用板厚0.20mm的电磁钢板40与板厚0.25mm的电磁钢板40,构成电磁钢板40的板厚不同的两种层叠铁芯。
[实施例2]
如图5所示,在电磁钢板40的第一面40a的铁芯背部22的外周侧、且铁芯背部22的外缘中,至少在铆接部25的附近,设置粘接部41。层叠这样构成的多个电磁钢板40,构成层叠铁芯。
将粘接区域42的面积对于电磁钢板40的第一面40a的铁芯背部22的面积100%的比例设定为12%。
其他方面与实施例1同样地,构成电磁钢板40的板厚不同的两种层叠铁芯。
[比较例]
如图6所示,从电磁钢板40的第一面40a的铁芯背部22与外周缘22a的边界22c,遍及电磁钢板40的第一面40a的铁芯背部22的内周侧,设置粘接部41。层叠这样构成的多个电磁钢板40,构成层叠铁芯。
粘接区域42的面积对于电磁钢板40的第一面40a的铁芯背部22的面积100%的比例设定为80%。
其他方面与实施例1同样地,制作电磁钢板40的板厚不同的两种层叠铁芯。
[铁损的评价]
针对在实施例1、实施例2及比较例中制作的层叠铁芯,向绕组的各相施加有效值10A、频率为100Hz的励磁电流。并且,以将转子的转速设定为1000rpm的条件,评价铁损。
铁损的评价通过利用软件的模拟来实施。作为软件,利用JSOL株式会社制造的有限元素法电磁场分析软件JMAG。
将比较例的层叠铁芯的铁损设为1,在图7中示出实施例1和实施例2的层叠铁芯的铁损的相对值。
从图7的结果可知,与电磁钢板40的板厚无关地,相比于比较例的层叠铁芯,实施例1和实施例2的层叠铁芯的铁损低。
因此,可知实施例1和实施例2的层叠铁芯通过减小在整个层叠铁芯产生的畸变,可以减小层叠铁芯内产生的损失。并且可知,实施例1和实施例2的层叠铁芯可以充分地确保层叠铁芯的磁特性。
[工业上的可利用性]
根据本发明,可以提供提高磁特性的层叠铁芯、以及具备该层叠铁芯的旋转电机。因此,工业上的利用可能性较大。
[附图标记说明]
10 旋转电机
20 定子
21 定子铁芯(层叠铁芯)
22 铁芯背部
23 齿部
25 铆接部
27 假想圆
30 转子
31 转子铁芯(层叠铁芯)
32 永磁铁
33 通孔
40 电磁钢板
41 粘接部
42 粘接区域
43 非粘接区域
50 壳体
60 旋转轴
- 旋转电机的层叠铁芯、旋转电机的层叠铁芯的制造方法、以及旋转电机
- 旋转电机的层叠铁芯制造方法、层叠铁芯制造装置以及旋转电机