一种透气不透水的杯盖及其加工方法
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及杯盖,尤其涉及一种透气不透水的杯盖及其加工方法。
背景技术
杯盖是封闭杯子上端开口的机构,一般为了防止杯子中的液体从杯盖处泄漏,杯盖需要通过密封机构与杯口密封,为了实现不打开杯盖,即可喝到杯子内的液体,一般杯盖上设置有饮水口,且为了实现压力平衡,容易喝到杯子中的液体,不管是冷饮杯盖还是热饮杯盖均要开设至少一个透气孔,且热饮由于存在一个蒸汽压,透气孔需要做大一点,以防止蒸汽压将杯盖直接顶起,脱离杯口,此外在运输过程中(如送外卖或客人外带),杯子中的液体也容易穿过透气孔漏到杯盖外,造成液体外漏。
发明内容
针对上述现有技术的缺点,本发明的目的是提供一种透气不透水的杯盖及其加工方法,以解决现有技术中的一个或多个问题。
为实现上述目的,本发明的技术方案如下:
一种透气不透水的杯盖,包括杯盖体,所述杯盖体上开设若干透气不透水的微孔。
作为上述技术方案的进一步改进:
所述杯盖体的厚度与微孔孔径的比例范围值为6:1-7:1。
所述微孔的直径范围值为φ0.03mm-0.09mm。
所述杯盖体的厚度范围值为0.2mm-0.6mm。
所述杯盖体上开设的微孔数量范围为9-36个。
相邻两个微孔之间的间距范围为0.63mm-4.99mm。
一种透气不透水的杯盖加工方法,包括以下步骤:
1)上料:将杯盖体置于定位夹具上,并通过输送机构输送;
2)激光打孔:通过输送机构将定位夹具上定位的杯盖体运输至激光打孔机,通过激光打孔机打出所需的微孔;
3)下料:通过输送机构将打好孔的杯盖体输送出激光打孔机,并将定位夹具上打好微孔的杯盖体取下即可。
所述激光打孔机的运行速度范围值为400mm/s-600mm/s,激光功率的范围值为30-35w,脉冲宽度为15μm。
与现有技术相比,本发明的有益技术效果如下:
1)在杯盖上开设微孔,该微孔只允许气体通过而不允许液体通过,在满足透气功能的前提下,解决了液体外漏的问题;
2)在标准大气压下,微孔的孔径控制在水分子750000-2250000倍,水分难以突破液体的表面张力,即可达到防止液体从微孔泄漏出去,即可达到防漏要求
3)微孔的深度是微孔孔径的6至7倍,在标准大气压下,水分子难以穿过深孔,即可达到液体防漏要求,而气体可穿过微孔排出,实现透气功能;
4)带微孔的杯盖可做到冷热饮杯子通用,且针对冷饮杯盖只需实现内外气压平衡,所以开孔数量少,一般只需要开设9-18个微孔,而针对热饮杯盖不但需要实现内外气压平衡,还需要克服蒸汽压,所以开孔数量较多一般需要18-36个微孔;
5)采用激光打孔的方式在杯盖上开出微孔,可开出满足孔径尺寸的微孔,且开孔加工效率高,加工精度高。
附图说明
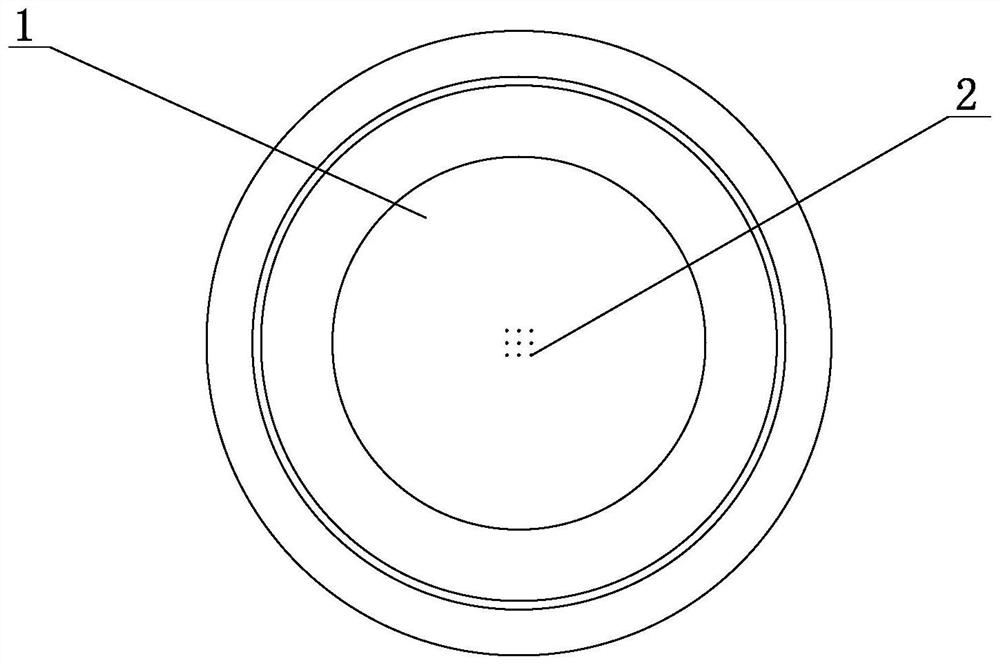
图1示出了实施例一的透气不透水的杯盖上的微孔的布置图。
图2示出了实施例二的透气不透水的杯盖上的微孔的布置图。
图3示出了实施例三的透气不透水的杯盖上的微孔的布置图。
附图中标记:
1、杯盖体;2、微孔。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和具体实施方式对本发明提出的装置作进一步详细说明。根据下面的说明,本发明的优点和特征将更加清楚。需要说明的是,附图采用了非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的。为了使本发明的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明实施的限定条件,故不具有技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
实施例一
如图1所示,本实施例的透气不透水的杯盖,包括杯盖体1,杯盖体1上开设9个透气不透水的微孔2,微孔2的孔径0.03mm,杯盖体1的厚度为0.21mm,杯盖体1的厚度与微孔2孔径的比例范围值为7:1,杯盖体1上的9个微孔呈3*3排布,且相邻两个微孔1之间的间距具有三种规格,分别为间距1.28mm、2.49mm和4.99mm,这种杯盖作为冷饮杯杯盖。
实施例二
如图2所示,本实施例的透气不透水的杯盖,包括杯盖体1,杯盖体1上开设25个透气不透水的微孔2,微孔2的孔径0.06mm,杯盖体1的厚度为0.4mm,杯盖体1的厚度与微孔2孔径的比例范围值为20:3,杯盖体1上的25个微孔呈5*5排布,且相邻两个微孔1之间的间距具有三种规格,分别为间距0.63mm、1.24mm和2.49mm,这种杯盖作为可冷饮杯、热饮杯通用。
实施例三
如图3所示,本实施例的透气不透水的杯盖,包括杯盖体1,杯盖体1上开设36个透气不透水的微孔2,微孔2的孔径0.09mm,杯盖体1的厚度为0.54mm,杯盖体1的厚度与微孔2孔径的比例范围值为6:1,杯盖体1上的36个微孔呈6*6排布,且相邻两个微孔1之间的间距具有三种规格,分别为间距0.54mm、1.09mm和2.19mm,这种杯盖作为热饮杯杯盖。
实施例一至三的透气不透水的杯盖可以是塑料杯盖,也可以是纸杯盖
实施例一、二、三的透气不透水的杯盖加工方法,包括以下步骤:
1)上料:将杯盖体1置于定位夹具上,并通过输送机构输送;
2)激光打孔:通过输送机构将定位夹具上定位的杯盖体1运输至激光打孔机,设置好激光机打孔机的参数,即可通过激光打孔机自动打出所需的微孔2;
3)下料:通过输送机构将打好孔的杯盖体1输送出激光打孔机,并将定位夹具上打好微孔2的杯盖体1取下即可。
激光打孔机的运行速度范围值为500mm/s,激光功率的范围值为33w,脉冲宽度为15μm。
上、下料操作既可采用人工上下料,也可采用机械手自动上下料。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 一种透气不透水的杯盖及其加工方法
- 一种杯盖透气系统和杯盖