一种自动打螺丝工艺
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及新能源电机自动组装领域,特别是涉及一种自动打螺丝工艺。
背景技术
随着非标自动化的不断发展,设备的需求量逐渐增多,人工不足以满足所需要的产量及产能,以后会有越来越多的设备来代替人工,减少劳动力增加自动化设备的投入,是往后发展的必要趋势。
发明内容
本发明主要解决的技术问题是提供一种自动打螺丝工艺,具有可靠性能高、定位精确、操作方便等优点,同时在新能源电机自动组装的应用及普及上有着广泛的市场前景。
为解决上述技术问题,本发明采用的一个技术方案是:
提供一种自动打螺丝工艺,其步骤包括:
步骤一、由PLC控制模块发出命令给控制伺服与气缸模块,控制伺服与气缸模块将机台上面的所有机构恢复到初始位;
步骤二、实时检测机台上各个设备的当前位置,PLC控制模块接收当前位置信息并判断,如果位置信息符合预设的工作条件,则直接执行下一步骤,如果位置信息不符合预设的工作条件,则对机台上的设备调整至目标初始位置;
步骤三、检查调整完毕后,选择或切换至自动运行模式,产品上料机构对需要自动打螺丝的产品进行上料;
步骤四、检测螺丝供料机里面是否有螺丝,如果没有螺丝,PLC控制模块发出声光警报以自动提示上料;
步骤五、当打螺丝治具上检测到有产品且产品上料机构放料离开后时,通过CCD视觉检测装置等设备检测确认产品位置和角度是否正确;
步骤六、如果产品位置和角度正确,则横移气缸将产品移动到打螺丝工位;
步骤七、拧紧枪模块开始自动打螺丝,根据每一颗拧紧完成的螺丝产生的扭力和角度,判断每颗螺丝是否完全在符合标准的范围内,从而判断产品是否合格;
步骤八、打螺丝完成后,固定产品的气缸开始升起以将产品顶起,横移气缸将产品带到产品上料机构的取料位置,同时将改产品的合格信息发送至产品上料机构;
步骤九、产品上料机构将产品进行分类并传送至下一工位。
在本发明一个较佳实施例中,步骤三中,现在PLC控制模块中预设每次的上料信息,上料信息包括产品数量、上料的位置、产品的角度。
在本发明一个较佳实施例中,步骤四中,PLC控制模块发出声光警报或者远程信息提醒,以提示上料。
在本发明一个较佳实施例中,步骤六中,先利用下压气缸压住产品以将产品固定好,检测确认产品已经压紧后,开始打螺丝。
在本发明一个较佳实施例中,步骤九中,产品上料机构将合格产品搬运到下一工位,若产品不合格,则产品上料机构将将此产品搬运到NG工位。
本发明的有益效果是:实现设备自动运行,简化机台的控制流程,减少了人工的工作量,提高了工作效率、精准性和稳定性。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
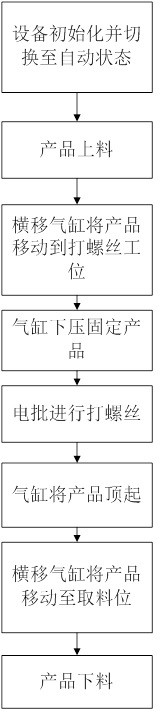
图1是本发明的一种自动打螺丝工艺一较佳实施例的流程示意图。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1,本发明实施例包括:
一种自动打螺丝系统主要包括西门子PLC控制模块、控制伺服与气缸模块、阿特拉斯拧紧枪(电批)模块、螺丝供料模块,PLC控制模块分别与控制伺服与气缸模块、阿特拉斯拧紧枪模块、螺丝供料模块通信连接,以配合共同工作。
一种自动打螺丝主要的动作流程分为以下几个步骤:
步骤一、由PLC控制模块发出命令给控制伺服与气缸模块,控制伺服与气缸模块将机台上面的所有机构恢复到初始位,到初始位之后机台可自动运行。
步骤二、传感器感应检测机台上各个设备的实时位置,PLC控制模块接收位置并判断,如果位置信息符合预设的工作条件,则直接执行下一步骤,如果位置信息不符合预设的工作条件,则对机台上的设备调整至目标初始位置,以达到最佳工作状态。
步骤三、检查调整完毕后,选择或切换至自动运行模式,产品上料机构对需要自动打螺丝的产品进行上料。每次上料的数量、位置都可以预先进行设置,且每种产品的参数是唯一的,如需要生产更多产品、必须要重新设置或调用参数。
步骤四、检测螺丝供料机里面是否有螺丝,如果没有螺丝,PLC控制模块发出声光警报以自动提示上料,上料完成设备处于待机状态。
步骤五、当打螺丝治具上检测到有产品且产品上料机构放料离开后时,通过CCD视觉检测装置等设备检测确认产品位置和角度是否正确。
步骤六、如果产品位置和角度正确,则横移气缸将产品移动到打螺丝工位,这时为了确保安全,需要先利用下压气缸下来压住产品以将产品固定好,确认好产品已经完全安全之后才能开始打螺丝。
步骤七、拧紧枪模块开始自动打螺丝,根据每一颗拧紧完成的螺丝产生的扭力和角度,判断每颗螺丝是否完全在符合标准的范围内,从而判断产品是否合格,其中,打螺丝的数量可以人为设置,电批需要一段时间做扭力校验,以保证电批到达最完美的工作状。
步骤八、打螺丝完成后,固定产品的气缸开始升起以将产品顶起,横移气缸将产品带到产品上料机构(机器人)可以取料的位置,同时将告知机器人此产品是合格的还是不合格的。
步骤九、机器人将产品合格搬运到下一工位,若产品不合格,则机器人会将此产品搬运到NG工位,由人工来处理。
本发明一种自动打螺丝工艺的有益效果是:实现设备自动运行,简化机台的控制流程,减少了人工的工作量,提高了工作效率、精准性和稳定性。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种自动打螺丝工艺
- 一种螺丝涂油全自动生产流水线及其工艺