旋翼桨叶、旋翼、飞行汽车及旋翼桨叶的制备方法
文献发布时间:2023-06-29 06:30:04
技术领域
本申请涉及桨叶技术领域,尤其涉及一种旋翼桨叶、旋翼、飞行汽车及旋翼桨叶的制备方法。
背景技术
飞行汽车作为新兴的交通工具,其既具备传统汽车的陆行属性,也具备传统航空飞行器的飞行属性。因此,飞行汽车的结构不仅要满足汽车零部件的可靠性和耐用性,同时也要满足飞行器的结构重量最优化及操纵性好的要求。
在传统的直升机中,旋翼桨叶一般为低刚度桨叶,主要材料为玻璃纤维。但由于玻璃纤维材料存在比强度和比模量低的问题,因此较少应用于轻量化要求极高的飞行汽车结构。而在传统的小型无人机中,旋翼桨叶虽采用T系列高强度的碳纤维材料制造,但其刚度特性也无法满足飞行汽车高载荷和复杂工况下的需求。
因此,如何获得一种适用于飞行汽车复杂工况下的旋翼桨叶是目前需要解决的问题。
发明内容
为解决或部分解决相关技术中存在的问题,本申请提供一种旋翼桨叶、旋翼、飞行汽车及旋翼桨叶的制备方法,能够使得桨叶整体具有良好的刚度特性,以满足飞行和陆行时的刚度需求。
本申请第一方面提供一种旋翼桨叶,其包括主梁结构、后缘支撑结构及蒙皮层,其中:
所述主梁结构包括从桨根至桨尖延伸设置的梁体和前缘支撑结构,所述梁体采用多层第一高模量复合材料包覆于所述前缘支撑结构的外周,形成平直的腹板和弯曲的缘条,所述腹板的厚度小于缘条的厚度;
所述后缘支撑结构从桨根至桨尖延伸设置于所述主梁结构的一侧;
所述蒙皮层采用多层第二高模量复合材料或多层第一高强度复合材料包覆于所述后缘支持结构和主梁结构的外周。
一些实施方式中,所述旋翼桨叶还包括加强层,所述加强层设置于所述蒙皮层的内侧,并采用多层第二高模量复合材料或多层第二高强度复合材料包覆于主梁结构的全部外周和后缘支撑结构的部分外周;所述加强层的厚度大于所述蒙皮层的厚度。
一些实施方式中,主梁结构、后缘支撑结构、加强层及蒙皮层为一体固化成型结构。
一些实施方式中,多层所述第一高模量复合材料为高模量的单向碳纤维复合材料;和/或
多层所述第一高强度复合材料包括高强度的单向碳纤维复合材料及多向织物碳纤维复合材料和高强度的玻璃纤维材料;和/或
多层所述第二高强度复合材料包括高强度的单向碳纤维复合材料及多向织物碳纤维复合材料。
一些实施方式中,所述前缘支撑结构的材料密度为50kg/m
一些实施方式中,所述旋翼桨叶还包括前缘填充结构和/或后缘填充结构,其中:
所述前缘填充结构设置于所述主梁结构的前缘;
所述后缘填充结构设置于所述后缘支撑结构的后缘。
本申请第二方面提供一种旋翼桨叶的制备方法,其包括:
将多层第一高模量复合材料分别铺设于的前缘支撑结构的外周表面,形成主梁结构的预成型体;其中,所述前缘支撑结构的截面轮廓由平直外缘和弧形外缘组成,铺设于平直外缘处的高模量复合材料的层数小于铺设于弧形外缘处的层数;
将多层第二高模量复合材料或多层第一高强度复合材料分别铺设于成型模具的上模和下模的型腔内;
将主梁结构的预成型体与后缘支撑结构对接并放置于所述下模的型腔内;
将所述上模和下模进行合模并采用预设加热温度和成型压力进行加工,冷却脱模取出成型的旋翼桨叶。
一些实施方式中,在将主梁结构的预成型体与后缘支撑结构对接并放置于所述下模的型腔内之前,还包括:
将多层第二高强度复合材料分别铺设于主梁结构的全部外周和后缘支撑结构的部分外周表面,形成加强层的预成型体。
一些实施方式中,在将主梁结构的预成型体与后缘支撑结构对接并放置于所述下模的型腔内之后,还包括:
在所述下模的型腔的前缘区域铺设第三高强度复合材料,形成对应的前缘填充结构的预成型体,和/或在所述下模的型腔的后缘区域铺设第三高强度复合材料,形成对应的后缘填充结构的预成型体。
本申请第三方面提供一种旋翼,其包括上述的旋翼桨叶或上述的旋翼桨叶的制备方法制成的旋翼桨叶。
本申请第四方面提供一种飞行汽车,其包括上述的旋翼。
本申请提供的技术方案可以包括以下有益效果:
本申请的技术方案,旋翼桨叶通过梁体和前缘支撑结构组成主梁结构,将位于桨叶前缘的梁体采用具有高模量的复合材料成型,并通过前缘支撑结构进行支撑,使得位于前缘的主梁结构具有更好的刚性可以应对复杂工况;另外再通过多层具有高模量或高强度的复合材料作为蒙皮层,将随型设计的后缘支撑结构及主梁结构包覆为一体,形成一体式的旋翼桨叶,使得桨叶整体具有良好的刚度特性。
本申请的技术方案,还通过不同的材料进行搭配以及特定的结构设计桨叶,可以同时满足高刚度和轻量化的性能需求。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
附图说明
通过结合附图对本申请示例性实施方式进行更详细地描述,本申请的上述以及其它目的、特征和优势将变得更加明显,其中,在本申请示例性实施方式中,相同的参考标号通常代表相同部件。
图1是本申请实施例示出的旋翼桨叶的结构示意图;
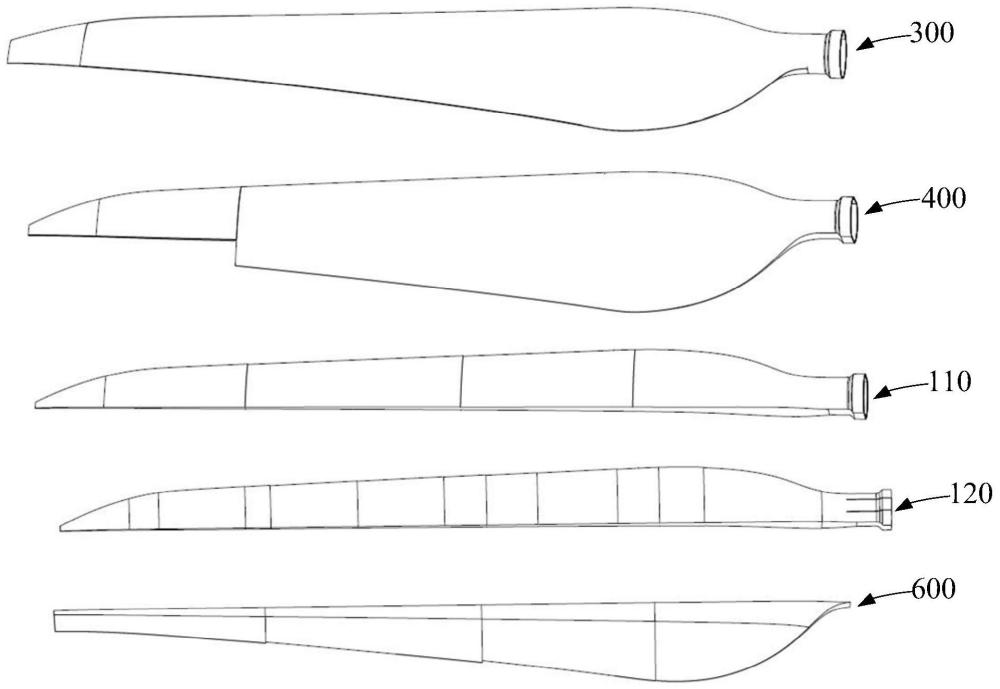
图2是图1示出的旋翼桨叶的结构分解示意图;
图3是图1示出的旋翼桨叶的另一视角的结构示意图;
图4是图3示出的旋翼桨叶的A-A处剖面结构示意图;
图5是图1示出的旋翼桨叶的另一视角的结构示意图;
图6是图1示出的旋翼桨叶的另一视角的结构示意图;
图7是是本申请实施例示出的旋翼桨叶的制备方法的流程示意图;
图8是是本申请实施例示出的旋翼桨叶的制备方法的另一流程示意图。
附图标记:旋翼桨叶10;主梁结构100;梁体110;腹板111;缘条112;前缘支撑结构120;后缘支撑结构200;蒙皮层300;加强层400;前缘填充结构500;后缘填充结构600;桨根101;桨尖102;前缘103;后缘104。
具体实施方式
下面将参照附图更详细地描述本申请的实施方式。虽然附图中显示了本申请的实施方式,然而应该理解,可以以各种形式实现本申请而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本申请更加透彻和完整,并且能够将本申请的范围完整地传达给本领域的技术人员。
在本申请使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本申请。在本申请和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
应当理解,尽管在本申请可能采用术语“第一”、“第二”、“第三”等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本申请范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本申请的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
相关技术中,基于飞行汽车的陆空两用属性,具有高强度的属性。但在应对复杂工况时,传统的直升机和小型无人机所使用的桨叶无法满足飞行汽车的旋翼上的桨叶的性能需求。
针对上述问题,本申请实施例提供一种旋翼桨叶,能够使得桨叶整体具有良好的刚度特性,以满足飞行和陆行时的刚度需求。
以下结合附图详细描述本申请实施例的技术方案。
参见图1至图6,本申请一实施例示出的旋翼桨叶10,包括主梁结构100、后缘支撑结构200及蒙皮层300。其中:
主梁结构100包括从桨根101至桨尖延伸设置的梁体110和前缘支撑结构120,梁体110采用多层第一高模量复合材料包覆于前缘支撑结构120的外周,形成平直的腹板111和弯曲的缘条112,腹板111的厚度小于缘条112的厚度;后缘支撑结构200从桨根至桨尖延伸设置于主梁结构100的一侧;蒙皮层300采用多层第二高模量复合材料或多层第一高强度复合材料包覆于后缘支持结构和主梁结构100的外周。
具体地,在主梁结构100中,梁体110和前缘支撑结构120采用不同的材料成型,前缘支撑结构120作为内部支撑结构以使包裹在外的梁体110的轮廓定型,梁体110则采用多层具有高模量的复合材料铺覆于前缘支撑结构120的外周。一些实施方式中,多层第一高模量复合材料为高模量的单向碳纤维复合材料。其中,高模量是指复合材料的原丝模量在330GPa以上,例如性能参数为M40J的单向带碳纤维复合材料即为高模量复合材料,于此仅举例说明。这样的设计,一方面,单向碳纤维复合材料可以提供最大纵向拉伸潜能的纤维集中密度,具有较高的纵向拉伸强度;另一方面,采用高模量的复合材料,相较于采用传统的高强度材料而言,具有更好的刚度特性,继而满足高载荷和复杂工况下的需求。
进一步地,梁体110由腹板111和缘条112首尾拼接组成,腹板111位于背离梁体110外周的一侧,即靠近后缘支撑结构200;缘条112则是指排除腹板111以外的部位。通过将位于内部的腹板111设计为平直结构,减少褶皱的生成,从而可以更稳定地与后缘支撑结构200接触。于此同时,缘条112则随型设计为弯曲结构,以符合主梁的外周轮廓设计。另外,腹板111与缘条112按照其各自的承载特点采用变厚度设计,通过将位于腹板111的第一高模量复合材料的铺设层数少于铺设于缘条112部位的层数,可以使得腹板111的厚度小于缘条112的厚度。这样的设计,充分灵活地应用复合材料的便利性以改变腹板111和缘条112的各自的厚度,从而使腹板111和缘条112可以具有各自不同的承载强度以满足结构性能需求,同时高模量的材料可以使梁体110具有更高的刚性。
进一步地,在主梁结构100的一侧设置后缘支撑结构200,使得主梁结构100和后缘支撑结构200随型组合成桨叶的主体设计结构。一些实施方式中,前缘支撑结构120和后缘支撑结构200的材料密度为50kg/m
进一步地,通过蒙皮层300对主梁结构100和后缘支撑结构200的外周进行包覆,形成一体式的桨叶结构,提高整体的结构强度。另外,蒙皮层300采用的材料可以是具有高模量的第二高模量复合材料,第二高模量复合材料可以与第一高模量复合材料相同或不同。通过将外部的蒙皮层300和被蒙皮包裹在内的梁体110均采用高模量的材料,可以从内至外使得桨叶整体具有较好的刚性。可选地,蒙皮层300也可以采用多层高强度的第一高强度复合材料,以降低材料成本。其中,高强度是指复合材料的原丝模量在330GPa以下。一些实施方式中,多层第一高强度复合材料包括高强度的单向碳纤维复合材料及多向织物碳纤维复合材料和高强度的玻璃纤维材料。也就是说,蒙皮层300中的多层结构所采用的每层结构并不全部相同。例如可以采用若干层性能参数为T700的单向碳纤维预浸料及性能参数为T300的织物碳纤维复合材料分别进行铺层,并在最外层铺设高强度的玻璃纤维材料。其中,织物预浸料较单向预浸料相比,织物预浸料的性能稍差,但铺敷性较好,且抗冲击能力更优,考虑结构性能和铺贴成本,以单向预浸料作为主要承载铺层,辅以少量的织物预浸料以提升铺层效率降低铺贴成本。
从该示例可知,本申请的旋翼桨叶10通过梁体和前缘支撑结构组成主梁结构,将位于桨叶前缘的梁体采用具有高模量的复合材料成型,并通过前缘支撑结构进行支撑,使得位于前缘的主梁结构具有更好的刚性可以应对复杂工况;另外再通过多层具有高模量或高强度的复合材料作为蒙皮层,将随型设计的后缘支撑结构及主梁结构包覆为一体,形成一体式的旋翼桨叶10,使得桨叶整体具有良好的刚度特性。
为了进一步提高桨叶的强度,一些实施方式中,旋翼桨叶10还包括加强层400,加强层400设置于蒙皮层300的内侧,并采用多层第二高模量复合材料或多层第二高强度复合材料包覆于主梁结构100的全部外周和后缘支撑结构200的部分外周;加强层400的厚度大于蒙皮层300的厚度。可以理解,加强层400可视为在蒙皮层300的基础上附加的局部加强结构,即在蒙皮层300的内侧,进一步在指定位置增设加强层400,以满足桨叶不同部位的强度需求,同时无需全方位设置加强层400而减少重量的增加,使桨叶尽可能的轻量化。其中,加强层400可以将主梁结构100的全部外周进行包裹,从而对桨叶的前缘的强度进行强化,使得位于前缘的主梁结构100同时具备高模量和高强度。另外,加强层400还用于对后缘支撑结构200的靠近桨叶根部的外周进行部分包裹,从而对桨叶受力更大的根部进行局部强化,而无需对靠近桨尖的后缘支撑结构200的外周进行包裹,降低冗余的重量并可以控制材料成本。
进一步地,加强层400为多层复合材料,每层复合材料可以是相同的多层多层第二高模量复合材料,第二高模量复合材料可以与第一高模量复合材料相同,也可以不同。加强层400的每层复合材料可以是不同材料的第二高强度复合材料,例如多层第二高强度复合材料包括高强度的单向碳纤维复合材料及多向织物碳纤维复合材料,例如由T700的单向碳纤维预浸料及性能参数为T300的织物碳纤维复合材料分别进行铺层。通过对铺层的层数进行灵活调节,使得加强层400的厚度大于蒙皮层300的厚度,通过在桨叶的局部设置更厚的加强层400,即可实现对指定部位的强度的进行强化。例如,加强层400的厚度为1mm~1.5mm,例如1mm、1.2mm、1.4mm等。蒙皮层300的厚度为0.6mm~1mm,例如0.6mm、0.7mm、0.725mm、1mm等。
为了实现桨叶结构的随型设计,一些实施方式中,旋翼桨叶10还包括前缘填充结构500和/或后缘填充结构600,其中:前缘填充结构500设置于主梁结构100的前缘103;后缘填充结构600设置于后缘支撑结构200的后缘104。为了使桨叶的形状根据设计随型完善,可以对主梁结构100外侧的前缘部位进行填充,例如使用高强度的碳纤维丝线进行填充;同理,对后缘支撑结构200外侧的后缘部位进行填充,从而使得桨叶的外周轮廓符合结构设计要求。
参见图7,本申请一实施方式还提供一种上述旋翼桨叶的制备方法,其包括:
S110,将多层第一高模量复合材料分别铺设于的前缘支撑结构的外周表面,形成主梁结构的预成型体;其中,前缘支撑结构的截面轮廓由平直外缘和弧形外缘组成,铺设于平直外缘处的高模量复合材料的层数小于铺设于弧形外缘处的层数。
本步骤中,可以预先将前缘支撑结构的外周轮廓加工形成指定形状,以便第一高模量复合材料可以在前缘支撑结构的外周随型铺设。其中,前缘支撑结构的横截面轮廓为近似顺时针旋转90°后的“D”字型。通过在前缘支撑结构的不同外周部位铺设不同层数的第一高模量复合材料,从而使得包裹在前缘支撑结构外周的梁体具有不同厚度的部位。其中,梁体的平直的腹板厚度小于弯曲的缘条的厚度。
可选地,第一高模量复合材料可以为预浸料。采用多层第一高模量复合材料逐层铺设于前缘支撑结构的外周,从而组成主梁结构的预成型体。
S120,将多层第二高模量复合材料或多层第一高强度复合材料分别铺设于成型模具的上模和下模的型腔内。
本步骤中,成型模具的上模和下模分别根据桨叶的结构随型开设有对应的型腔。第二高模量复合材料或第一高强度复合材料用于形成桨叶最外侧的蒙皮层。因此,按照指定厚度,将预设层数的第二高模量复合材料或第一高强度复合材料分别铺设于成型模具的上模及下模的型腔内。可选地,第二高模量复合材料或第一高强度复合材料可以为预浸料。
S130,将主梁结构的预成型体与后缘支撑结构对接并放置于下模的型腔内。
本步骤中,根据桨叶的结构,将步骤S110中主梁结构的预成型体和预先加工成指定形状的后缘支撑结构的相邻面进行贴合对齐,并放置在下模的型腔内,从而与下模型腔内的第二高模量复合材料或第一高强度复合材料进行紧密接触。
可选地,在本步骤S130之前,一些实施方式中,将多层第二高强度复合材料分别铺设于主梁结构的全部外周和后缘支撑结构的部分外周表面,形成加强层的预成型体。可选地,第二高强度复合材料可以为预浸料。其中,可以调整加强层的材料层数,继而达到加强层的指定厚度。
可选地,在本步骤S130之后,为了达到桨叶的外周轮廓设计要求,一些实施方式中,在下模的型腔的前缘区域铺设第三高强度复合材料,形成对应的前缘填充结构的预成型体,和/或在下模的型腔的后缘区域铺设第三高强度复合材料,形成对应的后缘填充结构的预成型体。可选地,第三高强度复合材料可以是预浸丝束。
S140,将上模和下模进行合模并采用预设加热温度和成型压力进行加工,冷却脱模取出成型的旋翼桨叶。
本步骤中,通过上模和下模进行合模,使得上模和下模内的第二高模量复合材料或第一高强度复合材料分别接触贴紧于对应的主梁结构和后缘支撑结构的外周。
通过将合模后的模具放入压机等加压设备,并根据上述各步骤采用的各类复合材料的固化温度要求,按照预设的成型压力和加热温度进行加压加热预设时长,即可将上述各预成型体一体成型,再按照预设降温速度进行冷却后,即可打开模具,脱模取出成型的旋翼桨叶。
参见图8,以下将进行提供更具体的示例,以详细介绍本申请的旋翼桨叶的制备方法。
S210,将多层第一高模量复合材料分别铺设于的前缘支撑结构的外周表面,形成主梁结构的预成型体,其中,前缘支撑结构的截面轮廓由平直外缘和弧形外缘组成,铺设于平直外缘处的高模量复合材料的层数小于铺设于弧形外缘处的层数。
本实施例中,本步骤中例如可以采用性能参数为M40J的单向碳纤维复合材料的预浸料作为第一高模量复合材料,在前缘支撑结构的不同部位的外周采用对应的铺层角度铺设不同的层数,使得铺设于平直外缘处的第一高模量复合材料形成梁体的平直的腹板,及铺设于弧形外缘处的第一高模量复合材料形成梁体的弯曲的缘条,平直的腹板和弯曲的缘条首尾拼接,即可组成包覆于前缘支撑结构外周的梁体。本实施例中,前缘支撑结构可以采用PMI泡沫(聚甲基丙烯酰亚胺泡沫),密度为52kg/m
具体地,平直的腹板厚度可以为1.50mm~2.00mm,对应的铺层数量为13~18层;弯曲的缘条厚度为2.50mm~3.00mm,对应的铺层数量为19~23层。一些实施方式中,各层第一高模量复合材料的铺层角度以0°为主,其间分布少量45°和/或90°的铺层角度,以防止出现层间微裂纹而导致的分层和用于均衡泊松比。在一具体的实施方式中,平直的腹板厚度可以为1.87mm,弯曲的缘条厚度为2.62mm。相应的,腹板采用的铺层数量为15层,从内至外的铺层角度依序是+45°/0°/-45°/0°/+45°/0°/-45°/+45°/-45°/+45°/-45°/90°/+45°/-45°/+45°。缘条采用的铺层数量为21层,从内至外的铺层角度依序是45°/0°/45°/0°/45°/0°/0°/0°/0°/90°/0°/0°/0°/0°/0°/90°/0°/0°/0°/0°/90°。
需要说明的是,当采用单向碳纤维复合材料预浸料进行铺设前,需解冻12h后备用。在进行铺设时,需按照铺层展开图完成带余量下料,角度偏差不允许超过1°。每铺贴3层,至少完成一次真空预压实,确保每层之间无缝紧贴,且相邻的同层单向碳纤维复合材料须同向对接,对接缝隙需小于1mm。
S220,将多层第二高强度复合材料分别铺设于主梁结构的全部外周和后缘支撑结构的部分外周表面,形成加强层。
在上述步骤完成了第一高模量复合材料的铺设后,第一高模量复合材料组成的梁体和包裹在内的前缘支撑结构组成主梁结构的预成型体。本步骤中,可在梁体的全部外周铺设多层第二高强度复合材料,以及在后缘支撑结构的部分外周铺设多层第二高强度复合材料。本实施例中,后缘支撑结构的材料可以采用PMI泡沫(聚甲基丙烯酰亚胺泡沫),密度为52kg/m
进一步地,多层第二高强度复合材料为T系列的碳纤维复合材料预浸料,具体可以为T300的织物碳纤维复合材料预浸料和T700的单向碳纤维复合材料预浸料。即采用不同材料的复合材料共同形成加强层,通过不同的材料进行性能的调整。
本实施例中,加强层的厚度例如可以是1mm,铺层角度以45°为主,0°为辅,铺层数量例如为5层。具体地,铺层角度从内至外依序可以是±45°(T300)/±45°(T300)/±45°(T300)/±45°(T300)/0°(T700)。
本步骤中,每铺贴3层,至少完成一次真空预压实,确保每层之间无缝紧贴,且相邻的同层单向碳纤维复合材料须同向对接,对接缝隙需小于1mm。相邻的同层织物碳纤维复合材料允许搭接,搭接宽度在15mm~30mm内。
S230,将多层第二高模量复合材料或多层第一高强度复合材料分别铺设于成型模具的上模和下模的型腔内。
本步骤中,可以在上模和下模的型腔内侧壁铺设复合材料以形成蒙皮层的预成型体,蒙皮层的材料可以是多层第二高模量复合材料,例如T300的织物碳纤维复合材料预浸料和T700的单向碳纤维预浸料,还可以混杂高强度的EW200玻璃纤维材料,即不同铺层可以是不同的材料。可选地,蒙皮层的材料也可以是多层第一高强度复合材料。
本实施例中,蒙皮层的厚度可以是0.725mm,织物材料的铺层角度以45°为主,单向材料的铺层角度0°为辅,铺层数量例如为4层。具体地,铺层角度从内至外依序可以是±45°(T300)/0°(T700)/0°(T700)/±45°(EW200)。
本步骤中,每铺贴3层,至少完成一次真空预压实,确保每层之间无缝紧贴,且相邻的同层单向碳纤维复合材料须同向对接,对接缝隙需小于1mm。相邻的同层织物碳纤维复合材料允许搭接,搭接宽度在15mm~30mm内。
为了确保后续合模加压过程中的可靠性,上模和下模为具有高刚度的金属模具,例如6061铝合金模具。
S240,将主梁结构的预成型体与后缘支撑结构对接并放置于下模的型腔内。
本步骤中,将在上述步骤S220铺设加强层的主梁结构与后缘支撑结构对接并放置于下模的型腔内。本实施例中,在下模的型腔的前缘区域铺设第三高强度复合材料,形成对应的前缘填充结构,及在下模的型腔的后缘区域铺设第三高强度复合材料,形成对应的后缘填充结构。进一步地,还可以真空预压实,从而避免产生空隙。其中,第三高强度复合材料可以是T700的碳纤维复合材料预浸丝。
S250,将上模和下模进行合模并采用预设加热温度和成型压力进行加工,冷却脱模取出成型的旋翼桨叶。
本步骤中,根据上述各步骤选用的材料,可以将模具放入压机中,采用0.55MPa压力,按照预浸料的固化温度和时间,例如在130℃和1小时完成固化,其中,升温速率可以是2℃/min。本步骤中,可以使主梁结构、后缘支撑结构、加强层及蒙皮层等复合材料的预浸料形成一体固化成型结构。
在完成加热加压固化后,按照预设降温速率如3℃/min降温至60℃,去除压力,打开模具,完成脱模。通过后处理去除余量边即可获得成型的旋翼桨叶。
在具有相同型态设计和工况条件下,本实施例制备的旋翼桨叶相比传统的采用高强度T700单向碳纤维复合材料预浸料所制备的旋翼桨叶,刚度增加约30%。相比同等刚度条件进行设计制备时,整体结构重量降低27%。
综上,本申请的方法制备的旋翼桨叶,具有更高的刚度和更轻的重量,且通过桨叶结构特点及受力形式进行结构优化,实现桨叶结构轻量化和高结构刚度的性能要求,继而满足飞行汽车高载荷和复杂工况下的需求。
在其他实施例中,相对于上述实施例采用手工铺贴预浸料的PCM(预浸料模压)加工制备方法制备桨叶,还可以采用编制梁体、加强层和蒙皮层的RTM(树脂传递模塑成型)工艺制备桨叶,即采用机器设备自动化编制干燥的碳纤维材料为指定型态,并通过特有的加压设备将树脂注入到模腔中以浸润碳纤维,于此不再赘述。
本申请一实施例还提供一种旋翼,旋翼可用于飞行汽车,旋翼包括至少两个上述任一实施例的旋翼桨叶。采用上述旋翼桨叶形成的旋翼,可以使飞行汽车更好地应对高载荷和复杂工况下的需求。
关于上述实施例中的,其具体实现方式已经在有关该方法的实施例中进行了详细描述,此处将不再做详细阐述说明。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上已经描述了本申请的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的改进,或者使本技术领域的其他普通技术人员能理解本文披露的各实施例。
- 一体式桨叶、装配有此种一体式桨叶的旋翼飞行器旋翼以及相关联的旋翼飞行器
- 一体式桨叶、装配有此种一体式桨叶的旋翼飞行器旋翼以及相关联的旋翼飞行器