一种基于工业传感器信号的在线异常、缺陷检测系统
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及流程工业技术领域,具体为一种基于工业传感器信号的在线异常、缺陷检测系统。
背景技术
一个具体的工业过程一定包括合格部分和不合格部分,因为采集的信号和数据量有限及算法不足,当前国内外的做法是监控其中的合格部分,流体过程中越来越多采用了自动化控制,目前,涉及工业信号的采集是单纯的程序定义采集动作,PLC或工业计算机按预设程序去采集传感器所生成的信号(4-20mA,脉冲等),然后生成数据,由于所关联的PLC或工业计算机还需要担负其他控制、驱动、以及闭环调整等任务,因此就无法给出足够的运算能力和存储空间用来对信号所生成的数据进行二次处理和算法分析,甚至还可能牺牲或减少传感器信号的采集次数,更无法按预设的采集策略来实时、多种方案、快速地采集信号,因此无法发现短暂或快速发生的过程变化(异常),而这些随机出现的变化(异常)发生时间快、过程短,往往是流体过程缺陷或故障的早期状态,忽视或无法采集这些随机出现的传感器信号并从中发现异常,就势必造成监控的盲区,从而无法及时发现过程中的异常和对异常进行持续监控,并采取措施预防故障的突然发生及所造成的损失,很多工业过程中确实存在着故障的突然发生并造成严重损失的情形,或者是随机出现的产品质量的突变,而这里面一定存在着由早期随机出现的异常被忽视而演变成为显性故障和突发事故,现有自动化系统的驱动控制主系统无法监测和识别对应工业过程中的异常,从而造成一定损失。
发明内容
本发明的目的在于提供一种基于工业传感器信号的在线异常、缺陷检测系统,以解决上述背景技术中提出的自动化系统的驱动控制主系统无法监测和识别对应工业过程中的异常,从而造成一定损失的问题。
为实现上述目的,本发明提供如下技术方案:一种基于工业传感器信号的在线异常、缺陷检测系统,包括处理模块、数据采集模块、显示模块与存储模块,所述处理模块与数据采集模块连接、存储模块、显示模块连接,所述数据采集模块包括传感器一、传感器二与定量泵,所述处理模块与传感器一、传感器二连接,所述传感器一与传感器二为压力传感器、转速传感器、流量传感器、振动传感器、温度传感器中的一种或多种,所述传感器一与传感器二为连续型、离散型中的一种或多种,所述传感器一与传感器二分别为A和B,每一次完整的A+B输出过程最小检测次以上,处理模块进行实时配比计算及配比偏离并判断配比比例是否满足要求,并将配比计算及配比偏离并判断配比通过显示模块进行显示,显示模块实时显示A路和B路的实时输出及A+B实时输出总量,结束时显示:A累计输出,B累计输出,A+B累计输出,当前结束过程的平均配比比例并判断是否合格,处理模块根据过程中的检测点数量和每个检测点的结果计算合格率并判断是否满足>80%,同时将数据存储到存储模块中。
优选的,所述定量泵顶部设有主动轴,所述定量泵左右两侧分别设有进液端与出液端,所述传感器一、传感器二通过管道分别与进液端、出液端连接。
优选的,所述处理模块为PLC控制器、工业计算机中的一种或多种。
优选的,所述显示模块为可触控式LED显示屏。
与现有技术相比,本发明的有益效果是:
1)本发明是一种与被测运行过程的主系统联动但算法独立的在线异常检测和分析系统,因为该系统会策略性采集大量信号并生成大量实时的过程描述性数据,通过对这些数据的分析和逻辑运算,本发明系统可以发现其中的缺陷即使随机发生的,并通过调用本发明系统存储的数据可以进而确定过程中出现的缺陷或异常发生的时刻(精确到秒),以及在全过程中分布的位置,及这些异常的其他描述性数据。而通过监控异常和异常的变化,可以有效地支持改善生产过程、避免突发事故。
2)本发明通过采集大量的相关信号并依据一定的算法生成大量的数据来尽可能地描述全过程包括其中的异常部分,而通过对异常部分的监测,即使被测工业过程的系统运行正常,我们仍然可以通过观察异常部分的发展和变化来预判或改进生产过程,以及如何改进。
3)本发明通过对于选用的工业传感器信号的实时及策略性采集来生成大量、时效性、功能性的数据,并对数据进行及时的二次处理(逻辑运算),与在线评估系统不同的是,这些二次处理所得到的数据将通过专有算法进行相邻数据的比较计算和分析,来定量、定性地发现超过范围的跳变,根据人工复核确定数据的跳变范围,比如:被测跳变范围<30%为波动;30%<被测跳变范围<50%为异常;60%<被测跳变范围为事故或故障,进而还可以通过统计一次运行过程中出现不同跳变范围异常的次数来进一步辅助异常的确定和监测。也可以辅助主系统的优化和改进来稳定或减少目标波动的出现。
附图说明
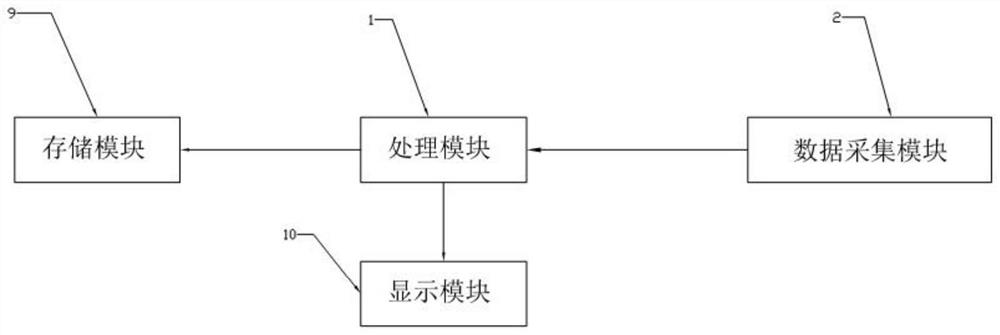
图1为本发明系统逻辑框图;
图2为本发明处理模块结构示意图。
图3为本发明系统运行数据图一;
图4为本发明系统运行数据图二;
图5为本发明系统数据相对波动图;
图6为本发明定量泵B输出波动图;
图7为本发明定量泵A输出波动图;
图8为本发明定量泵输出特性图;
图9为本发明定量泵输出数据图;
图10为本发明定量泵输出曲线图一;
图11为本发明定量泵输出曲线图二;
图12为本发明定量泵输出曲线图三;
图13为本发明定量泵输出曲线图四;
图14为本发明定量泵输出曲线图五;
图15为本发明定量泵输出数据图;
图16为本发明系统运行数值图一;
图17为本发明系统运行数值图二。
图中:1处理模块、2数据采集模块、3定量泵、4主动轴、5传感器一、6传感器二、7进液端、8出液端、9存储模块、10显示模块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例:
请参阅图1-17,本发明提供一种技术方案:一种基于工业传感器信号的在线异常、缺陷检测系统,包括处理模块1、数据采集模块2、显示模块10与存储模块9,所述处理模块1与数据采集模块2连接、存储模块9、显示模块10连接,所述数据采集模块2包括传感器一5、传感器二6与定量泵3,所述处理模块1与传感器一5、传感器二6连接,所述传感器一5与传感器二6为压力传感器、转速传感器、流量传感器、振动传感器、温度传感器中的一种或多种,所述传感器一5与传感器二6为连续型、离散型中的一种或多种,所述传感器一5与传感器二6分别为A和B,每一次完整的A+B输出过程最小检测5次以上,处理模块1进行实时配比计算及配比偏离并判断配比比例是否满足要求,并将配比计算及配比偏离并判断配比通过显示模块2进行显示,显示模块2实时显示A路和B路的实时输出及A+B实时输出总量,结束时显示:A累计输出,B累计输出,A+B累计输出,当前结束过程的平均配比比例并判断是否合格,处理模块1根据过程中的检测点数量和每个检测点的结果计算合格率并判断是否满足>80%,同时将数据存储到存储模块9中。
所述定量泵3顶部设有主动轴4,所述定量泵3左右两侧分别设有进液端7与出液端8,所述传感器一5、传感器二6通过管道分别与进液端7、出液端8连接。
所述处理模块1为PLC控制器、工业计算机中的一种或多种。
所述显示模块10为可触控式LED显示屏。
参考图3-图4,系统的运行条件为:组份A=0.0725升/分钟;组份B=0.0178升/分钟,组份A:组份B=100:24.55±2.5,实际运行结果:图3中平均比例=100:25.2,共输出46.3毫升,输出过程中共检测14个点,100%合格,图4中平均比例=100:25.0,共输出46.6毫升,输出过程中共检测14个点,100%合格,结论:比例100%合格,但输出总量高于设定中间值,平均比例高于设定的中间值,因此B组份输出稍多,建议微调减少B组份的输出,使得比例波动在控制范围的中间区域,通过监测合格率的变化,预先判断泵的状态或磨损程度,通过大量实时信号的采集及数据处理和分析,即使是合格率100%,系统的运行过程中还是存在着波动,本发明的异常检测系统可以有效监测到异常的存在,并且可以对这些异常生成描述性数据,以便后续分析和跟踪。
图5-图9为根据采集到的数据生成的波动分析,在当前波动状态下主系统的合格率为100%,且通过管擦异常的变化,用来评估过程中所使用的关键零部件以及如何改进和更好的利用,得到的数据为定量泵B可以稳定输出0.8cc/输出相对波动<5%,定量泵A可以稳定输出3.2cc/输出相对波动<5%,因此0.15cc定量泵可以稳定输出0.75cc/输出相对波动<5%,0.3cc定量泵可以稳定输出0.15cc/输出相对波动<5%,0.6cc定量泵可以稳定输出0.3cc/输出相对波动<5%,1.2cc定量泵可以稳定输出0.6cc/输出相对波动<5%,8.0cc定量泵可以稳定输出4.0cc/输出相对波动<5%。
图10-图15为通过检测异常、波动变化来辅助更换关键零部件及调整,系列1线型为混合比例超差频率曲线,系列2线型为定量泵B超差频率曲线,系列3线型为定量泵A超差频率曲线,参考图10更换定量泵B后,混合比例合格率明显提高,B定量泵的波动和超差明显降低,定量泵A没有更换,在小流量(低于5公斤/分钟)输出时,混合比例合格率有下降,而此时A定量泵的超差频率明显高于定量泵B,说明定量泵A的波动和超差是导致混合比例超差的主要因素(尤其时低于5公斤/分钟输出),说明定量泵A有磨损,建议更改定量泵A的规格参数,图11为未修正定量泵A的参数,图12为定量泵A修正了两次后的参数,图13-图14为定量泵A的变化曲线,虚线为更换后的定量泵B,在更换定量泵B时,定量泵A的磨损已经很明显了,在第一次修正定量泵A的参数后,定量泵A波动小了很多,但不稳定有跳变,第二次修正定量泵A参数后,混合输出波动降低,代价为定量泵A规格变小,同时在更换定量泵B后,设备自身的监控始终显示完全恢复正常并且比例波动范围变小,波动稳定,图15为总结图,利用异常、波动的监测来调整和改善设备状态,结论:经过更换定量泵B加上两次对定量泵A参数修正,设备的输出合格率提高并稳定在约94.5%以上,但是定量泵A有明显磨损,不建议低速运行。
图16-图17为设备正常工作状态下的波动和异常数据。
工作原理:选用一台PLC或工业计算机,传感器一5、传感器二6各一台,可触控式LED显示屏一台及信号线和电源线等作为传感器信号采集及处理独立系统,同时该系统可通过开关信号或者通讯与被测流体过程的主控系统进行关联供电和过程启动/过程停止,由于传感器一5与传感器二6的信号为离散型脉冲信号,因此系统所采用的信号采集策略包括零点实时刷新,动态流动过程中流量和流速的在线检测,流体输出过程的多组分体积配比实时在线检测,离散型信号多次采集根据被测流程来设定采集时间间隔和数值插补技术等进行采集和运算策略,在系统启动后立即处理模块1实时进行对传感器一5与传感器二6两路脉冲信号的策略性采集,然后处理模块1根据设定程序将得到的数据进行数据处理(数值插补修正)及逻辑运算并得到该时刻的结果和基于这些结果的评判信息,经显示模块10呈现出来,同时处理模块1将采集到的数据以特定格式存储到存储模块9。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明;因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种基于工业传感器信号的在线异常、缺陷检测系统
- 一种基于工业传感器信号的在线异常、缺陷检测系统